一種球鉸鏈球座內球面研磨浮動磨具壓力補償方法與流程
本發明屬于球鉸研磨,尤其涉及一種球鉸鏈球座內球面研磨浮動磨具壓力補償方法。
背景技術:
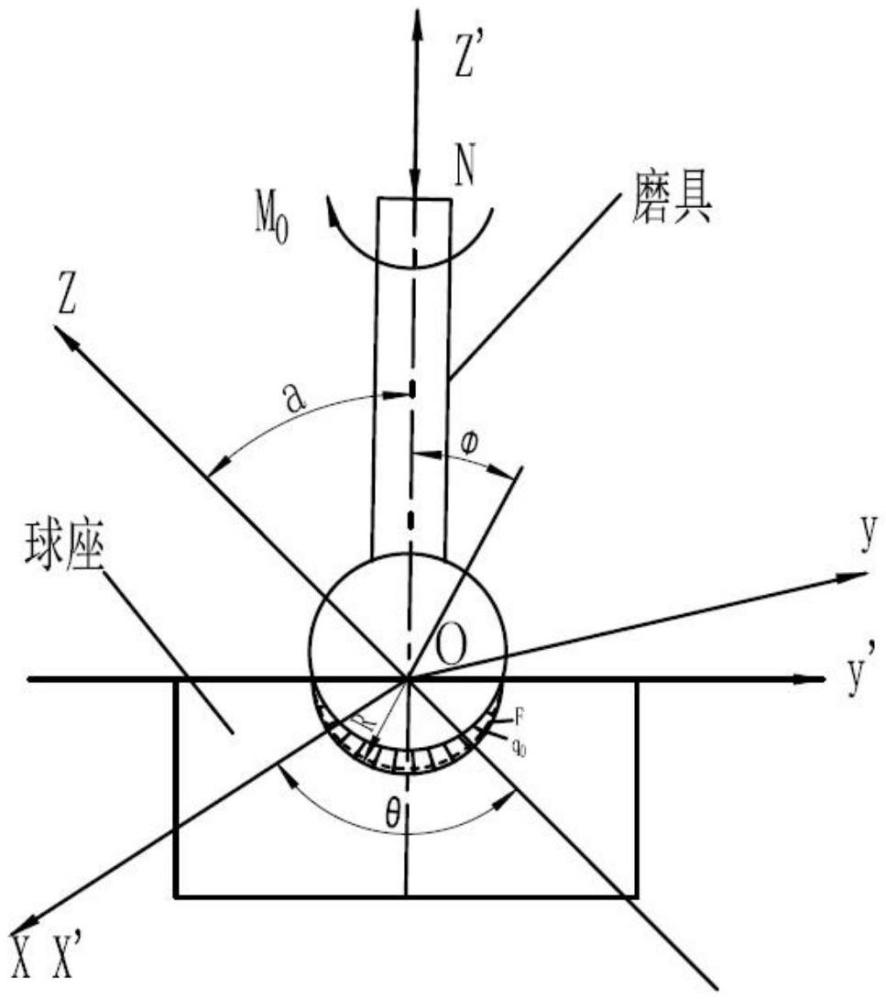
1、球面是一種重要的工件廓形表面,球鉸鏈作為球面運動機構,由球座、球軸頸、球壓蓋三部分組成,球軸頸在一定的范圍內實現自由轉動,無卡滯、無竄動現象,球面接觸為60%-80%。現有的加工技術,是工人師傅純手工刮研,且對操作者的技能水平要求較高,生產效率低,無法滿足批量生產需求。開發自動研磨技術是解決當前存在的技術的不足,球面高速研磨主要是在球面高速研磨機上進行,球座安裝在研磨機的主軸上,在磨具表面涂覆一層研磨劑,將磨具裝在研磨機磨具安裝位置的壓力件處,通過壓力件施壓磨具向球座內球面施加研磨壓力,并允許磨具繞自身回轉中心旋轉,同時驅動磨具的研磨球頭部位向球座的球心靠近,并繞球座球面球心o實現擺動。
2、在研磨過程中,球座在主軸上做主動旋轉運動,磨具在球座上方的內球面內做隨動旋轉運動。隨著磨削量的去除,參數變化,現有的磨削效果不佳,磨削效率不高,為了改變這一狀態,有必要研究分析球面研磨過程中的磨具球座間的受力情況,消除研磨過程中,隨著磨削量的去除參數發生變化后作用力誤差補償的方法。實現球面高速研磨,滿足技術要求,以提高生產效率。
技術實現思路
1、本發明針對現有技術的不足,提出一種球鉸鏈球座內球面研磨浮動磨具壓力補償方法。
2、本發明的上述目的通過以下技術方案來實現:
3、一種球鉸鏈內球面研磨浮動磨具作用力補償方法,設定球座繞自身旋轉軸z轉動,在摩擦力矩作用下,浮動磨具繞自身軸z′轉動,且球座轉軸z不與磨具轉軸z′重合;包括如下步驟:
4、步驟1、確認球面各研磨點的法線方向與磨具轉軸的夾角φ;
5、步驟2、根據球面研磨點的法線方向與磨具轉軸的夾角φ,建立壓力補償數學模型,包括:
6、2.1、利用對浮動磨具施加的壓力n,計算出球座內球面受到的正壓力q;
7、2.2、利用磨具表面與球座內球面產生的摩擦力,計算出磨具的旋轉力矩;
8、2.3、球面研磨中設定磨具壓力件與磨具接觸為平面接觸,算出壓力件與磨具之間的摩擦阻力矩。
9、步驟3、在實際研磨作用中,根據建立的壓力補償數學模型對輸入給磨具的壓力時時進行調整,實現壓力補償。
10、而且,步驟1中,φ角的獲取方法為:利用高精度的三坐標測量儀測量球座,均勻采集大量離散點的三標數據;三坐標數據經過逆向工程軟件處理,構建出研后球面的精確數學模型,然后通過ansys軟件算法,可得出球面上各點的法線方向及壓力分布情況,軟件直接獲得合力的大小及角。
11、而且,步驟2.1中,球座內球面受到的正壓力q為:
12、
13、其中,r為球座的內球面半徑,與模具的球頭半徑相等。
14、而且,步驟2.2包括
15、2.2.1、根據摩擦定律,得出球座內球面單位面積上的摩擦力表達式為:
16、
17、其中μ—摩擦系數;
18、—接觸球面相對研磨速度方向上的單位矢量;
19、公式前的負號表示摩擦力與相對研磨速度的方向相反;
20、2.2.2、通過球座和磨具的相對運動,利用空間活動的關系,計算出由摩擦力產生浮動磨具的旋轉力矩,旋轉力矩等于摩擦力對z′軸力矩的代數和,則:
21、
22、則m為:
23、
24、其中:軸向單位矢量,
25、—磨具繞z′軸轉角速度矢量;
26、-磨具轉動的力矩半徑矢量。
27、而且,步驟2.3中,在研磨過程中摩擦旋轉力矩與輸入磨具的壓力值n有關;輸入給磨具壓力的壓力件與磨具之間的摩擦阻力矩m0,壓力件與磨具的壓力輸入端面為平面接觸,則m0的計算根據力矩平衡條件為m0=m。
28、本發明具有的優點和積極效果為:
29、本發明補償方法通過建立補償模型,依據該補充模型,球鉸鏈內球面在高速研磨時,利用輸入件調節輸入力的變化,使作用于浮動磨具的壓力隨著磨削量的去除發生的變化而改變,實現浮動磨具作用力的誤差補償,保證摩擦的不變和各摩擦參數的不變,消除磨削累計深度的誤差變化產生作用力的改變,確保磨削的效果和效率。
技術特征:
1.一種球鉸鏈內球面研磨浮動磨具作用力補償方法,其特征在于,設定球座繞自身旋轉軸z轉動,在摩擦力矩作用下,浮動磨具繞自身軸z′轉動,且球座轉軸z不與磨具轉軸z′重合;包括如下步驟:
2.根據權利要求1所述的球鉸鏈內球面研磨浮動磨具作用力補償方法,其特征在于:步驟1中,φ角的獲取方法為:利用高精度的三坐標測量儀測量球座,均勻采集大量離散點的三標數據;三坐標數據經過逆向工程軟件處理,構建出研后球面的精確數學模型,然后通過通過ansys軟件算法,可得出球面上各點的法線方向及壓力分布情況,軟件直接獲得合力的大小及角。
3.根據權利要求1所述的球鉸鏈內球面研磨浮動磨具作用力補償方法,其特征在于:步驟2.1中,球座內球面受到的正壓力q為:
4.根據權利要求3所述的球鉸鏈內球面研磨浮動磨具作用力補償方法,其特征在于:步驟2.2包括:
5.根據權利要求4所述的球鉸鏈內球面研磨浮動磨具作用力補償方法,其特征在于:步驟2.3中,在研磨過程中摩擦旋轉力矩與輸入磨具的壓力值n有關;輸入給磨具壓力的壓力件與磨具之間的摩擦阻力矩m0,壓力件與磨具的壓力輸入端面為平面接觸,則m0的計算根據力矩平衡條件為m0=m。
技術總結
本發明涉及一種球鉸鏈內球面研磨浮動磨具作用力補償方法,設定球座繞自身旋轉軸Z轉動,在摩擦力矩作用下,浮動磨具繞自身軸Z′轉動,且球座轉軸Z不與磨具轉軸Z′重合;包括:1、確認球面各研磨點的法線方向與磨具轉軸的夾角φ;2、根據球面研磨點的法線方向與磨具轉軸的夾角φ,建立壓力補償數學模型,包括:利用對浮動磨具施加的壓力N,計算出球座內球面受到的正壓力q;利用磨具表面與球座內球面產生的摩擦力,計算出磨具的旋轉力矩;球面研磨中設定磨具壓力件與磨具接觸為平面接觸,算出壓力件與磨具之間的摩擦阻力矩;在實際研磨作用中,根據建立的壓力補償數學模型對輸入給磨具的壓力時時進行調整,實現壓力補償,確保了磨削的效果和效率。
技術研發人員:范志成,尹灤,呂軒昊,張彬,王晨旭
受保護的技術使用者:中國船舶集團有限公司第七〇七研究所
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!