一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具的制作方法
本技術(shù)涉及注塑模具,特別涉及一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具。
背景技術(shù):
1、方型過(guò)濾器iso管口的雙圈骨位指安裝在方型過(guò)濾器iso標(biāo)準(zhǔn)管口處的特定結(jié)構(gòu)。
2、在對(duì)方型過(guò)濾器iso管口出的雙圈骨位進(jìn)行成型時(shí),是通過(guò)模具注塑完成的,在注塑完成后,經(jīng)過(guò)冷卻后將其進(jìn)行脫模,而產(chǎn)品具有雙圈骨位,在成型后,產(chǎn)品將會(huì)包裹在鑲件上,將被雙圈包裹的鑲件在拔出時(shí),存在因包裹力無(wú)法分散導(dǎo)致雙圈骨位在鑲件移動(dòng)時(shí),隨鑲件移動(dòng)而導(dǎo)致變形或者損壞的情況產(chǎn)生。
技術(shù)實(shí)現(xiàn)思路
1、本實(shí)用新型的目的在于提供一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,以解決上述背景技術(shù)中提出的問(wèn)題。
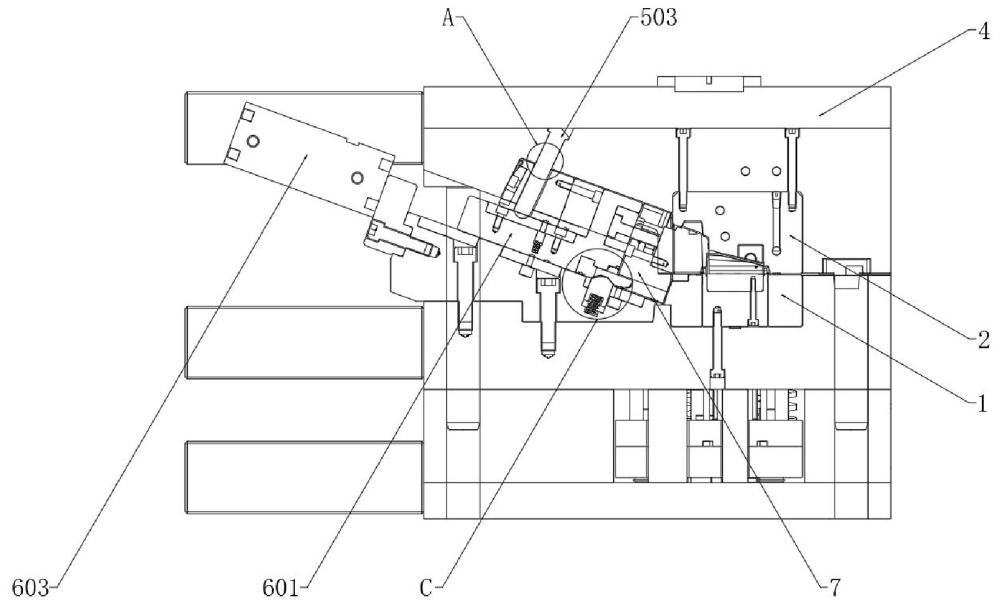
2、為實(shí)現(xiàn)上述目的,本實(shí)用新型提供如下技術(shù)方案:一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,包括底模,所述底模的頂部設(shè)置有頂模,所述頂模的一側(cè)設(shè)置有用于成型產(chǎn)品的鑲件組件,所述鑲件組件包括頂模一側(cè)的第三鑲件,所述第三鑲件的中部穿插連接有第二鑲件,所述第二鑲件的中部穿插連接有第一鑲件;
3、所述頂模的頂部設(shè)置有用于帶動(dòng)頂模移動(dòng)的頂板,所述頂板的底部設(shè)置有用于帶動(dòng)第一鑲件移動(dòng)的第一移動(dòng)組件,所述第二鑲件的一側(cè)設(shè)置有用于帶動(dòng)第二鑲件移動(dòng)的第二移動(dòng)組件,所述第二移動(dòng)組件的一側(cè)設(shè)置有用于帶動(dòng)第三鑲件移動(dòng)的帶動(dòng)件。
4、優(yōu)選的,所述第一移動(dòng)組件包括固定連接在第一鑲件一側(cè)的第一滑塊,所述第一滑塊的頂部開(kāi)設(shè)有推動(dòng)槽,所述頂板的底端固定連接有用于帶動(dòng)第一滑塊移動(dòng)的導(dǎo)柱,所述導(dǎo)柱穿插連接在推動(dòng)槽的內(nèi)部。
5、優(yōu)選的,所述第一滑塊和推動(dòng)槽均為傾斜設(shè)置。
6、優(yōu)選的,所述第二移動(dòng)組件包括設(shè)置在底模一側(cè)的固定座,所述第二鑲件的一側(cè)固定連接有第二滑塊,所述固定座的頂端固定連接有油缸,所述第二滑塊固定連接在油缸的輸出端。
7、優(yōu)選的,所述帶動(dòng)件包括固定連接在第三鑲件一側(cè)的第三滑塊,所述第二滑塊的一側(cè)固定連接有限位螺絲,所述第三滑塊的一側(cè)設(shè)置有用于限制第三滑塊移動(dòng)的行程控制部,所述第三滑塊與限位螺絲的連接處設(shè)置有連接部。
8、優(yōu)選的,所述連接部包括開(kāi)設(shè)在第三滑塊一側(cè)的帶動(dòng)槽,所述帶動(dòng)槽一側(cè)的內(nèi)壁開(kāi)設(shè)有連接孔,所述限位螺絲穿插連接在連接孔和帶動(dòng)槽的內(nèi)部。
9、優(yōu)選的,所述行程控制部包括設(shè)置在第三滑塊一側(cè)的阻擋塊,所述阻擋塊的底部固定連接有活動(dòng)塊,所述活動(dòng)塊的底部穿插連接有用于推動(dòng)活動(dòng)塊的彈簧,所述活動(dòng)塊的頂部設(shè)置有用于按動(dòng)活動(dòng)塊的按壓塊,所述按壓塊固定連接在阻擋塊的底端。
10、優(yōu)選的,所述固定座的頂端開(kāi)設(shè)有滑槽,所述活動(dòng)塊和彈簧均穿插連接在滑槽的內(nèi)部。
11、本實(shí)用新型的技術(shù)效果和優(yōu)點(diǎn):
12、本實(shí)用新型將用于成型雙圈骨位的鑲件拆分為第一鑲件、第二鑲件和第三鑲件,在等產(chǎn)品成型后,依次通過(guò)第一移動(dòng)組件、第二移動(dòng)組件和帶動(dòng)件帶動(dòng)三個(gè)鑲件進(jìn)行分級(jí)脫模,通過(guò)多級(jí)的脫模方式,可以減少一次性脫雙圈骨位的包緊力,從而將雙圈骨位包緊力進(jìn)行分散,產(chǎn)品出現(xiàn)變形或者損壞的情況產(chǎn)生。
技術(shù)特征:
1.一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,包括底模(1),所述底模(1)的頂部設(shè)置有頂模(2),其特征在于,所述頂模(2)的一側(cè)設(shè)置有用于成型產(chǎn)品的鑲件組件(3),所述鑲件組件(3)包括頂模(2)一側(cè)的第三鑲件(303),所述第三鑲件(303)的中部穿插連接有第二鑲件(302),所述第二鑲件(302)的中部穿插連接有第一鑲件(301);
2.根據(jù)權(quán)利要求1所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述第一移動(dòng)組件(5)包括固定連接在第一鑲件(301)一側(cè)的第一滑塊(501),所述第一滑塊(501)的頂部開(kāi)設(shè)有推動(dòng)槽(502),所述頂板(4)的底端固定連接有用于帶動(dòng)第一滑塊(501)移動(dòng)的導(dǎo)柱(503),所述導(dǎo)柱(503)穿插連接在推動(dòng)槽(502)的內(nèi)部。
3.根據(jù)權(quán)利要求2所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述第一滑塊(501)和推動(dòng)槽(502)均為傾斜設(shè)置。
4.根據(jù)權(quán)利要求1所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述第二移動(dòng)組件(6)包括設(shè)置在底模(1)一側(cè)的固定座(601),所述第二鑲件(302)的一側(cè)固定連接有第二滑塊(602),所述固定座(601)的頂端固定連接有油缸(603),所述第二滑塊(602)固定連接在油缸(603)的輸出端。
5.根據(jù)權(quán)利要求4所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述帶動(dòng)件包括固定連接在第三鑲件(303)一側(cè)的第三滑塊(7),所述第二滑塊(602)的一側(cè)固定連接有限位螺絲(10),所述第三滑塊(7)的一側(cè)設(shè)置有用于限制第三滑塊(7)移動(dòng)的行程控制部(9),所述第三滑塊(7)與限位螺絲(10)的連接處設(shè)置有連接部(8)。
6.根據(jù)權(quán)利要求5所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述連接部(8)包括開(kāi)設(shè)在第三滑塊(7)一側(cè)的帶動(dòng)槽(802),所述帶動(dòng)槽(802)一側(cè)的內(nèi)壁開(kāi)設(shè)有連接孔(801),所述限位螺絲(10)穿插連接在連接孔(801)和帶動(dòng)槽(802)的內(nèi)部。
7.根據(jù)權(quán)利要求5所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述行程控制部(9)包括設(shè)置在第三滑塊(7)一側(cè)的阻擋塊(902),所述阻擋塊(902)的底部固定連接有活動(dòng)塊(901),所述活動(dòng)塊(901)的底部穿插連接有用于推動(dòng)活動(dòng)塊(901)的彈簧(905),所述活動(dòng)塊(901)的頂部設(shè)置有用于按動(dòng)活動(dòng)塊(901)的按壓塊(903),所述按壓塊(903)固定連接在阻擋塊(902)的底端。
8.根據(jù)權(quán)利要求7所述的一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,其特征在于,所述固定座(601)的頂端開(kāi)設(shè)有滑槽(904),所述活動(dòng)塊(901)和彈簧(905)均穿插連接在滑槽(904)的內(nèi)部。
技術(shù)總結(jié)
本技術(shù)公開(kāi)了一種雙圈骨位分級(jí)脫模的方型過(guò)器注塑模具,包括底模,所述底模的頂部設(shè)置有頂模,所述頂模的一側(cè)設(shè)置有用于成型產(chǎn)品的鑲件組件,所述鑲件組件包括頂模一側(cè)的第三鑲件,所述第三鑲件的中部穿插連接有第二鑲件,所述第二鑲件的中部穿插連接有第一鑲件;所述頂模的頂部設(shè)置有用于帶動(dòng)頂模移動(dòng)的頂板。本技術(shù)將用于成型雙圈骨位的鑲件拆分為第一鑲件、第二鑲件和第三鑲件,在等產(chǎn)品成型后,依次通過(guò)第一移動(dòng)組件、第二移動(dòng)組件和帶動(dòng)件帶動(dòng)三個(gè)鑲件進(jìn)行分級(jí)脫模,通過(guò)多級(jí)的脫模方式,可以減少一次性脫雙圈骨位的包緊力,從而將雙圈骨位包緊力進(jìn)行分散,產(chǎn)品出現(xiàn)變形或者損壞的情況產(chǎn)生。
技術(shù)研發(fā)人員:徐俊文
受保護(hù)的技術(shù)使用者:珠海順美醫(yī)療器械有限公司
技術(shù)研發(fā)日:20240901
技術(shù)公布日:2025/4/28
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!