用于注塑成型工藝的保壓控制方法、裝置、設備及介質與流程
本申請涉及注塑成型,尤其涉及一種用于注塑成型工藝的保壓控制方法、裝置、設備及介質。
背景技術:
1、在汽車內外飾裝飾件的生產過程中,通常采用翻邊設計以增強其美觀與功能性。然而,這些翻邊結構的壁厚通常小于其主要表面的壁厚。在標準的注塑成型保壓工藝條件下,由于材料冷卻收縮的特性,翻邊區域的收縮量相較于主面會更小。這種收縮差異導致了裝飾件在注塑成型后易發生顯著的變形問題,尤其體現在輪眉、擾流板、電鍍裝飾件、行李架裝飾件以及頂蓋裝飾件等部件上,此現象嚴重影響了裝飾件的外觀質量。
技術實現思路
1、針對上述技術問題,本申請實施例提供一種用于注塑成型工藝的保壓控制方法、裝置、設備及介質,能夠有針對性地控制不同壁厚區域的材料收縮,從而減少因收縮差異導致的變形,有助于確保目標注塑件的形狀和尺寸精度,提高目標注塑件的整體外觀質量。
2、本申請的技術方案是這樣實現的:
3、第一方面,本申請實施例提供一種用于注塑成型工藝的保壓控制方法,包括:
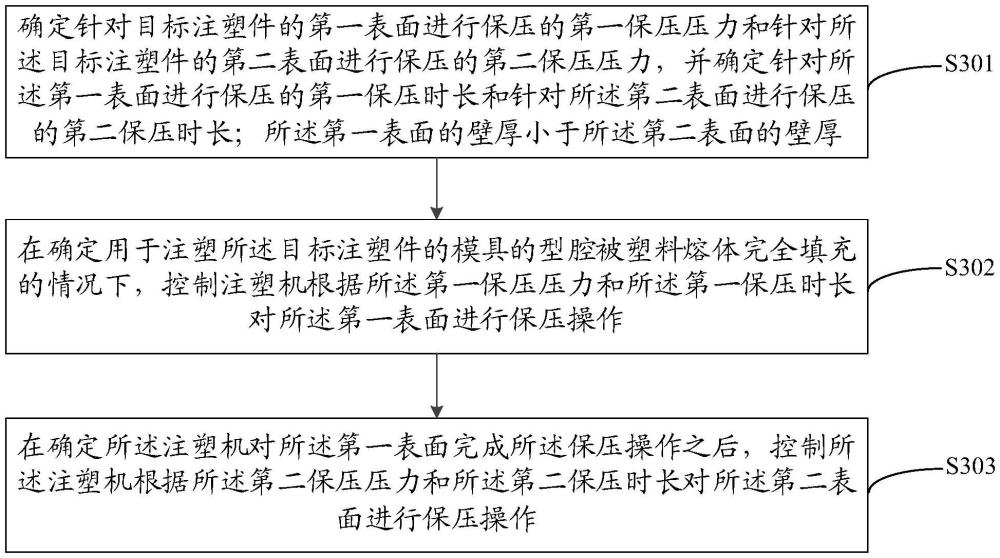
4、確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對所述目標注塑件的第二表面進行保壓的第二保壓壓力,并確定針對所述第一表面進行保壓的第一保壓時長和針對所述第二表面進行保壓的第二保壓時長;所述第一表面的壁厚小于所述第二表面的壁厚;
5、在確定用于注塑所述目標注塑件的模具的型腔被塑料熔體完全填充的情況下,控制注塑機根據所述第一保壓壓力和所述第一保壓時長對所述第一表面進行保壓操作;
6、在確定所述注塑機對所述第一表面完成所述保壓操作之后,控制所述注塑機根據所述第二保壓壓力和所述第二保壓時長對所述第二表面進行保壓操作。
7、在一些實施例中,所述確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對所述目標注塑件的第二表面進行保壓的第二保壓壓力,包括:
8、確定所述注塑機的最大額定壓力;
9、基于所述最大額定壓力,確定所述第一保壓壓力和所述第二保壓壓力。
10、在一些實施例中,所述第一保壓壓力小于所述最大額定壓力的第一倍數,所述第二保壓壓力在目標范圍內,且所述目標范圍的最小值為所述最大額定壓力的第二倍數,所述目標范圍的最大值為所述最大額定壓力的第三倍數;所述第一倍數小于所述第二倍數,所述第二倍數小于所述第三倍數。
11、在一些實施例中,所述確定針對所述第一表面進行保壓的第一保壓時長和針對所述第二表面進行保壓的第二保壓時長,包括:
12、獲取所述模具的型腔被所述塑料熔體填充第一體積比例的第一時間點和所述模具的型腔被所述塑料熔體填充第二體積比例的第二時間點;所述第一體積比例小于所述第二體積比例;
13、利用模流分析方法確定所述第一表面的凍結完成度達到第一凍結比例的第三時間點和所述第二表面的凍結完成度達到第二凍結比例的第四時間點;所述第一凍結比例小于所述第二凍結比例;
14、基于所述第二時間點和所述第三時間點,確定所述第一保壓時長,并基于所述第一時間點和所述第四時間點,確定所述第二保壓時長;
15、其中,所述第一時間點、所述第二時間點、所述第三時間點和所述第四時間點均是以所述注塑機開始向所述模具的型腔內注射所述塑料熔體的時刻為基準衡量得到的。
16、在一些實施例中,所述確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對所述目標注塑件的第二表面進行保壓的第二保壓壓力,并確定針對所述第一表面進行保壓的第一保壓時長和針對所述第二表面進行保壓的第二保壓時長之前,所述方法還包括:
17、控制所述注塑機以逐步增加注塑量的方式向所述模具的型腔內注射所述塑料熔體;
18、在確定所述模具的型腔被所述塑料熔體完全填充的情況下,控制所述注塑機鎖定所述注塑機在向所述模具的型腔內注射所述塑料熔體的過程中所涉及的射膠工藝參數。
19、在一些實施例中,所述控制所述注塑機以逐步增加注塑量的方式向所述模具的型腔內注射所述塑料熔體之前,所述方法還包括:
20、指示溫度控制設備將所述模具的溫度控制在第一設定溫度范圍,并將所述塑料熔體的溫度控制在第二設定溫度范圍。
21、在一些實施例中,所述射膠工藝參數至少包括:注塑溫度和注塑時間。
22、第二方面,本申請實施例提供一種用于注塑成型工藝的保壓控制裝置,包括:
23、確定模塊,用于確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對所述目標注塑件的第二表面進行保壓的第二保壓壓力,并確定針對所述第一表面進行保壓的第一保壓時長和針對所述第二表面進行保壓的第二保壓時長;所述第一表面的壁厚小于所述第二表面的壁厚;
24、第一控制模塊,用于在確定用于注塑所述目標注塑件的模具的型腔被塑料熔體完全填充的情況下,控制注塑機根據所述第一保壓壓力和所述第一保壓時長對所述第一表面進行保壓操作;
25、第二控制模塊,用于在確定所述注塑機對所述第一表面完成所述保壓操作之后,控制所述注塑機根據所述第二保壓壓力和所述第二保壓時長對所述第二表面進行保壓操作。
26、第三方面,本申請實施例提供一種電子設備,包括存儲器和處理器,所述存儲器用于存儲可執行數據指令;所述處理器用于執行所述存儲器中存儲的可執行數據指令時,實現如第一方面所述用于注塑成型工藝的保壓控制方法中的步驟。
27、第四方面,本申請實施例提供一種計算機可讀存儲介質,所述計算機可讀存儲介質中存儲有計算機程序,當所述計算機程序被處理器運行時,實現如第一方面所述用于注塑成型工藝的保壓控制方法中的步驟。
28、本申請實施例提供的用于注塑成型工藝的保壓控制方法、裝置、設備及介質,通過首先針對目標注塑件的第一表面確定第一保壓壓力和針對目標注塑件的第二表面確定第二保壓壓力,并針對第一表面確定第一保壓時長和針對第二表面確定第二保壓時長,其中第一表面的壁厚小于第二表面的壁厚,然后在確定用于注塑目標注塑件的模具的型腔被塑料熔體完全填充的情況下,控制注塑機根據第一保壓壓力和第一保壓時長對第一表面進行保壓操作,進而在確定注塑機對第一表面完成保壓操作之后,控制注塑機根據第二保壓壓力和第二保壓時長對第二表面進行保壓操作,如此,通過為壁厚較小的第一表面和壁厚較大的第二表面分別設定特定的保壓壓力和保壓時長,可以有針對性地控制不同壁厚區域的材料收縮,從而減少因收縮差異導致的變形,有助于確保目標注塑件的形狀和尺寸精度,提高目標注塑件的整體外觀質量。
技術特征:
1.一種用于注塑成型工藝的保壓控制方法,其特征在于,包括:
2.根據權利要求1所述的用于注塑成型工藝的保壓控制方法,其特征在于,所述確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對所述目標注塑件的第二表面進行保壓的第二保壓壓力,包括:
3.根據權利要求2所述的用于注塑成型工藝的保壓控制方法,其特征在于,所述第一保壓壓力小于所述最大額定壓力的第一倍數,所述第二保壓壓力在目標范圍內,且所述目標范圍的最小值為所述最大額定壓力的第二倍數,所述目標范圍的最大值為所述最大額定壓力的第三倍數;所述第一倍數小于所述第二倍數,所述第二倍數小于所述第三倍數。
4.根據權利要求1所述的用于注塑成型工藝的保壓控制方法,其特征在于,所述確定針對所述第一表面進行保壓的第一保壓時長和針對所述第二表面進行保壓的第二保壓時長,包括:
5.根據權利要求1至4任一項所述的用于注塑成型工藝的保壓控制方法,其特征在于,所述確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對所述目標注塑件的第二表面進行保壓的第二保壓壓力,并確定針對所述第一表面進行保壓的第一保壓時長和針對所述第二表面進行保壓的第二保壓時長之前,所述方法還包括:
6.根據權利要求5所述的用于注塑成型工藝的保壓控制方法,其特征在于,所述控制所述注塑機以逐步增加注塑量的方式向所述模具的型腔內注射所述塑料熔體之前,所述方法還包括:
7.根據權利要求5所述的用于注塑成型工藝的保壓控制方法,其特征在于,所述射膠工藝參數至少包括:注塑溫度和注塑時間。
8.一種用于注塑成型工藝的保壓控制裝置,其特征在于,包括:
9.一種電子設備,其特征在于,包括:
10.一種計算機可讀存儲介質,其特征在于,所述計算機可讀存儲介質中存儲有計算機程序,當所述計算機程序被處理器運行時,實現權利要求1至7任一項所述用于注塑成型工藝的保壓控制方法中的步驟。
技術總結
本申請公開了一種用于注塑成型工藝的保壓控制方法、裝置、設備及介質,涉及注塑成型技術領域。方法包括:確定針對目標注塑件的第一表面進行保壓的第一保壓壓力和針對第二表面進行保壓的第二保壓壓力,以及針對第一表面進行保壓的第一保壓時長和針對第二表面進行保壓的第二保壓時長;第一表面的壁厚小于第二表面的壁厚;在確定模具的型腔被塑料熔體完全填充的情況下,控制注塑機根據第一保壓壓力和第一保壓時長對第一表面進行保壓操作;在確定第一表面完成保壓操作之后,控制注塑機根據第二保壓壓力和第二保壓時長對第二表面進行保壓操作。本申請能夠有針對性地控制不同壁厚區域的材料收縮,減少因收縮差異導致的變形,提高目標注塑件的外觀質量。
技術研發人員:黃誠
受保護的技術使用者:阿維塔科技(重慶)有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!