一種多覆層金剛石牙科車針以及制造工藝的制作方法
本發明涉及牙科車針,具體涉及一種多覆層金剛石牙科車針以及制造工藝。
背景技術:
1、在臨床使用過程,牙科車針重要技術指標主要是耐用度、鋒利度、同心度,牙科車針在臨床治療中轉速達到30萬-40萬/分鐘且治療對象的又是硬度最高牙齒,牙科車針使用要求是非常高的一種產品。
2、目前牙科金剛石車針主要使用單層砂電鍍工藝,金剛石電鍍工藝主要成分是鎳層和金剛石,電鍍鎳層硬度一般在150-300hv,金剛石粒徑一般在80-120微米粒徑,金剛石粒徑又是不規則的形狀,則單層金剛石與鎳層結合后金剛石與底層以及金剛石與金剛石相交的范圍內有大量的純鎳層區域,鎳層硬度較軟且牙科車針產品鎳層厚度也就幾十微米厚,而牙科車針在臨床使用高速旋轉(30-40萬轉/min),牙科車針在使用過程由于鎳層較軟及高速旋轉,剪切力和其他作用力情況下,會導致鍍層與牙科車針基體相交鎳層受到作用力出現鍍層脫落,鍍層較軟也會導致對金剛石把持力不夠出現金剛石脫落,又由于鎳層硬度較軟和鎳層厚度不夠的問題,金剛石的出刃率一般不超過25%,出現使用過程產品鋒利度不夠,單層牙科金剛石車針電鍍同時會造成表面金剛石稀疏,而導致產品合格率低。
3、為此逐漸開始研發多覆層金剛石牙科車針,但是多覆層金剛石牙科車針經過大量試驗和驗證創造才有成效,例如首層砂附著牙科車針基桿上會出現各種鎳瘤、堆層、不均勻分布等工藝難度,尤其第三層上砂過程更加容易損壞前兩道砂,例如導致前兩層砂的脫落、鍍太厚反而降低出刃率等問題,多覆層牙科金剛石車針電鍍工藝不僅是金剛石電鍍學科里面運用不同電鍍基礎知識和電鍍工藝結合成多層金剛石電鍍工藝,也是電鍍鍍層結構一種創新,通過金剛石與鍍層不同層次分布、不同粒徑結合產生更優的鍍層結合強度和韌性,也是工藝復雜度和難度及可行性要求高導致我們同行放棄這一項創新的主要原因之一。
技術實現思路
1、本發明的目的在于克服上述存在的問題,提供一種多覆層金剛石牙科車針,該牙科車針具有較強金剛石結構力和較硬的鍍層,大幅提高把持力和附著力,不僅可以提高出刃率,還可以防止鍍層和金剛石脫落,同時改善牙科金剛石車針電鍍產品的金剛石表面金剛石分布均勻和適當間隙,至少提高至95%以上的產品合格率。
2、本發明的目的在于克服上述存在的問題,提供一種多覆層金剛石牙科車針的制造工藝。
3、本發明的目的通過以下技術方案實現:
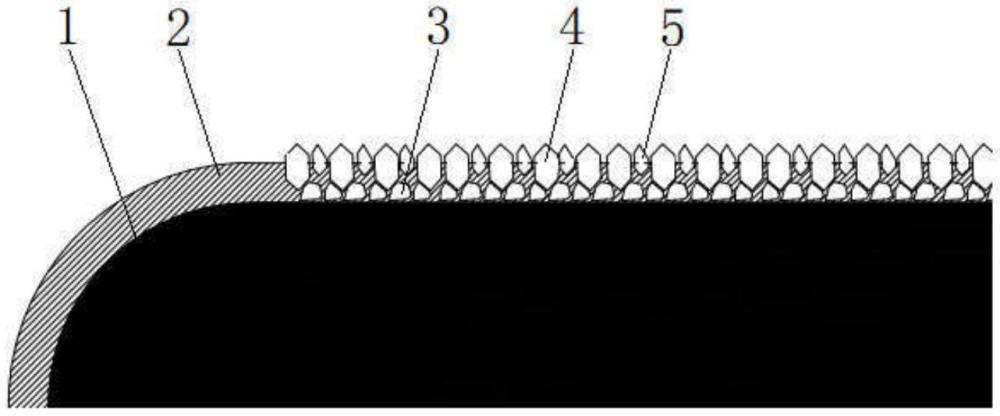
4、一種多覆層金剛石牙科車針,包括車針基體以及設置在車針基體上的電鍍結構;
5、所述電鍍結構包括鎳層和金剛石層,所述鎳層包裹在車針基體上;所述電鍍結構包括鎳層和金剛石層,所述鎳層包裹在車針基體上;所述金剛石層嵌在鎳層中,該金剛石層至少設有兩層,沿著遠離車針基體的方向,其他金剛石層支撐在上一個金剛石層上或者夾在上一個金剛石層之間。
6、本發明的一個優選方案,其中,所述金剛石層設有三層且分別為第一金剛石層、第二金剛石層和第三金剛石層,所述第一金剛石層設置在車針基體上且埋在鎳層內,該第一金剛石層的厚度小于鎳層的厚度;所述第二金剛石層的內端設置在第一金剛石層上,該第二金剛石層的外端延伸至鎳層之外(外露整個金剛石高度的40%左右);所述第三金剛石層的金剛石的內端嵌入鎳層中,該第三金剛石層的金剛石夾在第二金剛石層的金剛石之間,同時也外露整個金剛石的高度的40%左右。
7、本發明的一個優選方案,其中,所述第三金剛石層的金剛石的粒徑大于第一金剛石層的金剛石的粒徑而小于第三金剛石層的金剛石的粒徑。
8、一種多覆層金剛石牙科車針的制造工藝,包括以下步驟:
9、(1)對車針基體進行電鍍前處理;
10、(2)在含有第一金剛石的電鍍液中對車針基體進行電鍍,形成嵌有第一金剛石層的第一鎳層,該第一金剛石層的外端露在第一鎳層之外;
11、(3)在含有第二金剛石的電鍍液中對上述車針基體進行電鍍,在第一鎳層上形成嵌有第二金剛石層的第二鎳層,該第二金剛石層的內端支撐在第一金剛石層上或夾在第一金剛石層之間;
12、(4)若有其他金剛石層,則按照步驟(3)的操作繼續完成其他金剛石層的電鍍,直至完成全部金剛石電鍍工作;
13、若無其他金剛石層,則完成多層金剛石電鍍工作。
14、本發明的一個優選方案,在步驟(1)中,所述電鍍前處理包括以下:化學除油、堿洗除油、超聲波除油、熱水清洗、水清洗、化學浸蝕、水清洗、化學活化、水清洗、預鍍鎳。
15、進一步,所述化學除油采用丙酮溶液,超聲清洗15min;
16、堿洗除油采用含有35~45g·l-1naoh、25~35g·l-1na2co3、25~30g·l-1的堿液,在溫度80℃條件下保溫20min,在超聲條件下清洗10min;
17、所述化學浸蝕采用hf和hno3的混合溶液浸蝕至冒紅煙,混合溶液的體積比為40wt.%的hf∶65wt.%的hno3=1∶3。
18、本發明的一個優選方案,步驟(2)的電鍍操作為:
19、將第一金剛石均勻撒放在電鍍裝置的第一電鍍槽中;將車針基體安裝在夾具上,將安裝好的車針基體放在第一電鍍槽指定位置上;
20、啟動電鍍裝置,通過供液機構向第一電鍍槽中輸入電鍍液,并通過供氣機構向第一電鍍槽的底部輸送用于將第一金剛石吹起的氣流,使第一金剛石浮動在第一電鍍槽的電鍍液中;在電流的作用下,電鍍液帶著第一金剛石吸附在車針基體上,形成第一鎳層和第一金剛石層。
21、進一步,步驟(2)的電鍍操作的電鍍時間為10-30min,電流密度為1-2a/dm2,電鍍液的ph為2-6,電鍍液的溫度為50-80℃,電鍍液的流速為5-7l/min,供氣機構的氣體流量為1-1.2m3/min。
22、進一步,步驟(2)的第一金剛石的粒徑為10-40μm。
23、本發明的一個優選方案,步驟(3)的電鍍操作為:
24、將電鍍液輸送至第二電鍍槽中,該第二電鍍槽的底面和側面均設有送液通孔;
25、將裝有第二金剛石的透氣包裹放在第二電鍍槽中;
26、將經過步驟(2)電鍍后的車針基體斜插在第二電鍍槽的第二金剛石中,此時部分靠近車針基體的第二金剛石與第一金剛石層的外端直接接觸;
27、啟動電鍍裝置,在電流的作用下,電鍍液在車針基體的第一鎳層上吸附形成第二鎳層,同時該第二鎳層將與第一金剛石層的外端接觸的第二金剛石固定第一鎳層上,形成第二金剛石層。
28、進一步,步驟(3)的電鍍操作的電鍍時間為40-70min,電流密度為1.5-3a/dm2,電鍍液的ph為2-6,電鍍液的溫度為50-80℃,電鍍液的流速為5-7l/min。
29、進一步,步驟(3)的第二金剛石的粒徑為80-120μm。
30、本發明的一個優選方案,在步驟(4)中,第三金剛石層的電鍍操作為:
31、將電鍍液輸送至第三電鍍槽中,該第三電鍍槽的底面和側面均設有送液通孔;
32、將裝有第三金剛石的透氣包裹放在第三電鍍槽中;
33、所述第三電鍍槽的底部兩側設有兩個供氣管,該供氣管的出口方向與水平面的夾角為45°,通過該供氣管向第三金剛石輸送氣流,由氣流攪松第三金剛石;
34、將經過步驟(3)電鍍后的車針基體斜插在第三電鍍槽的第三金剛石中,此時部分靠近車針基體的第三金剛石插在第二金剛石層的夾縫中;
35、啟動電鍍裝置,在電流的作用下,電鍍液在車針基體的第二鎳層上吸附形成第三鎳層,同時該第三鎳層將第三金剛石固定在第二金剛石層的夾縫中,形成第三金剛石層,該第三金剛石層和第二金剛石層的外端均露在第三鎳層之外。
36、進一步,步驟(4)的電鍍操作的電鍍時間為20-40min,電流密度:1-3a/dm2,電鍍液的ph為3-7,電鍍液的溫度為50-80℃,氣體流量0.8-1.0m3/min。
37、進一步,步驟(4)的第三金剛石的粒徑為40-60μm。
38、本發明的一個優選方案,完成步驟(4)后,再加厚鎳層。
39、本發明與現有技術相比具有以下有益效果:
40、1、本發明的第一金剛石層先在車針基體表層形成一層加硬的金剛石薄鎳層,再將第二層金剛石是嵌入在第一金剛石層的鍍層上,不再是較軟的純鎳層上,改善首層鎳層硬度和附著力、降低純鎳層之間內應力,從而降低金剛石車針在使用中由于剪切力和其他作用力、內應力的問題出現鍍層和金剛石脫落的概率。
41、2、將第三層金剛石層附著在第二層金剛石之間,通過第三金剛石層與鎳層的結合且嵌入其他金剛石的間隙內,可以穩固第二層金剛石層且降低純鎳層之間的內應力,同時第三層金剛石外露,使牙科車針表面金剛石顆粒數外露和使表層金剛石分布更加均勻,增加耐磨的受力面積,從而不會出現由于鎳層薄,單鎳層硬度軟問題,從而提高出刃率出現使用過程金剛石脫落的情況。
- 還沒有人留言評論。精彩留言會獲得點贊!