一種防止套管螺紋密封失效的方法與流程
本發明涉及油氣井套管,具體涉及一種防止套管螺紋密封失效的方法。
背景技術:
1、油套管是石油天然氣勘探與開發中的重要工具,單根油、套管通過螺紋接頭的連接形成整根油、套管柱。由于油管柱是高壓油氣從井底到井口的流通通道,因此油管柱要保證具有足夠的密封性能。
2、近年來,隨著油氣井所在區域的地質情況更加復雜及油氣井的開采深度越來越深,套管在實際應用中受到各種復雜工況的影響也越來越多和越來越大,相應就更容易出現螺紋密封失效的問題。為此,如何提高套管螺紋的密封效果以防止其失效成為當前亟需解決的技術問題。
3、針對套管螺紋容易密封失效的問題,現有技術中提出了改進套管螺紋連接結構的方案,如公開號為cn106382099a的專利文獻公開了一種氣密封油套管螺紋連接結構和公開號為cn108868658a的專利文獻公開了一種具有多重密封面螺紋正角度的套管螺紋接頭,該兩個專利文獻通過對套管螺紋的密封結構進行改進,能夠使套管螺紋接頭得到更好的保護,從而達到提高密封效果并防止密封失效的目的。但由于實際應用中導致套管螺紋密封失效的原因多種多樣,例如,加工質量、現場操作情況、套管受力情況等等,而上述技術提高密封效果的手段較為單一,其不能有效應對復雜的施工工況,因而其實用性較差。
技術實現思路
1、本發明的目的在于克服現有技術中存在的上述問題,提供了一種防止套管螺紋密封失效的方法,該方法通過從套管質量控制、現場操作控制、套管下入質量控制、體積壓裂參數控制四個方面對套管進行全方位控制,其能夠在復雜工況下有效防止套管螺紋失效,不僅具有更高的實用性,還提高水了套管使用的安全性。
2、為實現上述目的,本發明采用的技術方案如下:
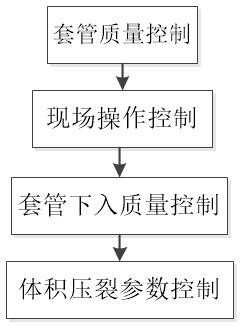
3、一種防止套管螺紋密封失效的方法,其特征在于:包括通過依次進行套管質量控制、現場操作控制、套管下入質量控制和體積壓裂參數控制綜合防止套管螺紋密封失效;其中,
4、所述套管質量控制依次包括套管加工質量控制和套管拉遠控制;
5、所述現場操作控制依次包括現場套管排放控制、螺紋密封脂涂抹控制、套管井口對扣控制和套管上扣扭矩控制;
6、所述套管下入質量依次控制包括套管下入遇阻次數控制、套管遇阻下放噸位控制、套管螺紋彎曲幅度控制和套管彎曲側向力控制;
7、所述體積壓裂參數控制依次包括體積壓裂段數控制和排量壓力變化振動頻率控制。
8、所述套管加工質量控制是指根據設計圖紙使用專用刀具和量具對加工的套管螺紋進行檢驗,若檢驗結果符合設計要求,則判定套管加工質量合格,轉入下一工序;若檢驗結果不合格,則重新整改至合格為止。
9、所述套管拉遠控制是指拉運過程中控制套管固定完好,防止套管螺紋損傷。
10、所述現場套管排放控制是指控制現場套管排放層數不能超過兩層,防止碰壞套管螺紋。
11、所述螺紋密封脂涂抹控制是指使用毛巾將套管螺紋擦拭干凈,并在螺紋表面均勻涂抹上厚度為1-1.5mm的專用密封脂。
12、所述套管井口對扣控制是指使用套管螺紋對扣器控制套管螺紋平穩進入套管接箍內后再開始上扣。
13、所述套管上扣扭矩控制是指根據設計要求控制套管螺紋的上扣扭矩值達到10000-11500nm。
14、所述套管下入遇阻次數控制是指套管在下入過程中遇阻時,控制套管在相同位置處的上提下放次數低于50次。
15、所述套管遇阻下放噸位控制是指控制套管能夠繼續下入的噸位小于井口套管柱的全部懸重。
16、所述套管螺紋彎曲幅度控制是指控制套管在井下的彎曲量大于58mm以上。
17、所述套管彎曲側向力控制是指控制套管在井下的彎曲側向力小于3.5噸。
18、所述體積壓裂段數控制是指控制套管的體積壓裂段數小于36段。
19、所述套管彎曲側向力控制是指控制套管在井下的振動頻率為1500-2000次/分鐘。
20、采用本發明的優點在于:
21、1、本發明通過從套管質量控制、現場操作控制、套管下入質量控制、體積壓裂參數控制四個方面對套管進行全方位控制,其能夠在復雜工況下從各方面有效保護套管螺紋并防止套管螺紋失效,不僅具有更高的實用性,還提高水了套管使用的安全性。
22、2、本發明改變了目前防止套管螺紋密封失效手段單一的現狀,不僅是一種針對性強的技術手段,還是一項水平井套管選用新技術、新措施,進一步提高了水平井套管使用的安全性。
23、3、本發明通過該技術的應用,既能滿足現場套管安全下入的要求,又減小了套管柱密封失效的修復費用,因而還有利于降低鉆完井的成本。
技術特征:
1.一種防止套管螺紋密封失效的方法,其特征在于:包括通過依次進行套管質量控制、現場操作控制、套管下入質量控制和體積壓裂參數控制綜合防止套管螺紋密封失效;其中,
2.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述螺紋密封脂涂抹控制是指使用毛巾將套管螺紋擦拭干凈,并在螺紋表面均勻涂抹上厚度為1-1.5mm的專用密封脂。
3.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管井口對扣控制是指使用套管螺紋對扣器控制套管螺紋平穩進入套管接箍內后再開始上扣。
4.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管上扣扭矩控制是指根據設計要求控制套管螺紋的上扣扭矩值達到10000-11500nm。
5.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管下入遇阻次數控制是指套管在下入過程中遇阻時,控制套管在相同位置處的上提下放次數低于50次。
6.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管遇阻下放噸位控制是指控制套管能夠繼續下入的噸位小于井口套管柱的全部懸重。
7.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管螺紋彎曲幅度控制是指控制套管在井下的彎曲量大于58mm以上。
8.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管彎曲側向力控制是指控制套管在井下的彎曲側向力小于3.5噸。
9.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述體積壓裂段數控制是指控制套管的體積壓裂段數小于36段。
10.根據權利要求1所述的一種防止套管螺紋密封失效的方法,其特征在于:所述套管彎曲側向力控制是指控制套管在井下的振動頻率為1500-2000次/分鐘。
技術總結
本發明公開了一種防止套管螺紋密封失效的方法,包括通過依次進行套管質量控制、現場操作控制、套管下入質量控制和體積壓裂參數控制綜合防止套管螺紋密封失效;其中,所述套管質量控制依次包括套管加工質量控制和套管拉遠控制;所述現場操作控制依次包括現場套管排放控制、螺紋密封脂涂抹控制、套管井口對扣控制和套管上扣扭矩控制;所述套管下入質量依次控制包括套管下入遇阻次數控制、套管遇阻下放噸位控制、套管螺紋彎曲幅度控制和套管彎曲側向力控制;所述體積壓裂參數控制依次包括體積壓裂段數控制和排量壓力變化振動頻率控制。該方法能夠在復雜工況下有效防止套管螺紋失效,不僅具有更高的實用性,還提高水了套管使用的安全性。
技術研發人員:楊博,李曉黎,李巖澤,李曉明,許朝陽,高永偉,郭百利,楊曉峰,趙文莊
受保護的技術使用者:中國石油天然氣集團有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!