一種零件裝配孔位置度檢具的制作方法
本技術實施例涉及檢具,特別涉及一種零件裝配孔位置度檢具。
背景技術:
1、現有的檢測零件裝配孔的位置度大多采用三坐標測量儀來完成,雖然三坐標測量儀的檢測準確度高、穩定性好,但其檢測效率低下,檢測需要花費約20-30分鐘,無法在產品量產的時候實現全數檢測。并且三坐標測量儀的價格昂貴,對檢測人員要求高,會導致單個零件的檢測成本居高不下。
技術實現思路
1、本實用新型實施方式的目的在于提供一種零件裝配孔位置度檢具,旨在解決采用三坐標測量儀檢測零件裝配孔的位置度的方式存在諸多弊端的問題。
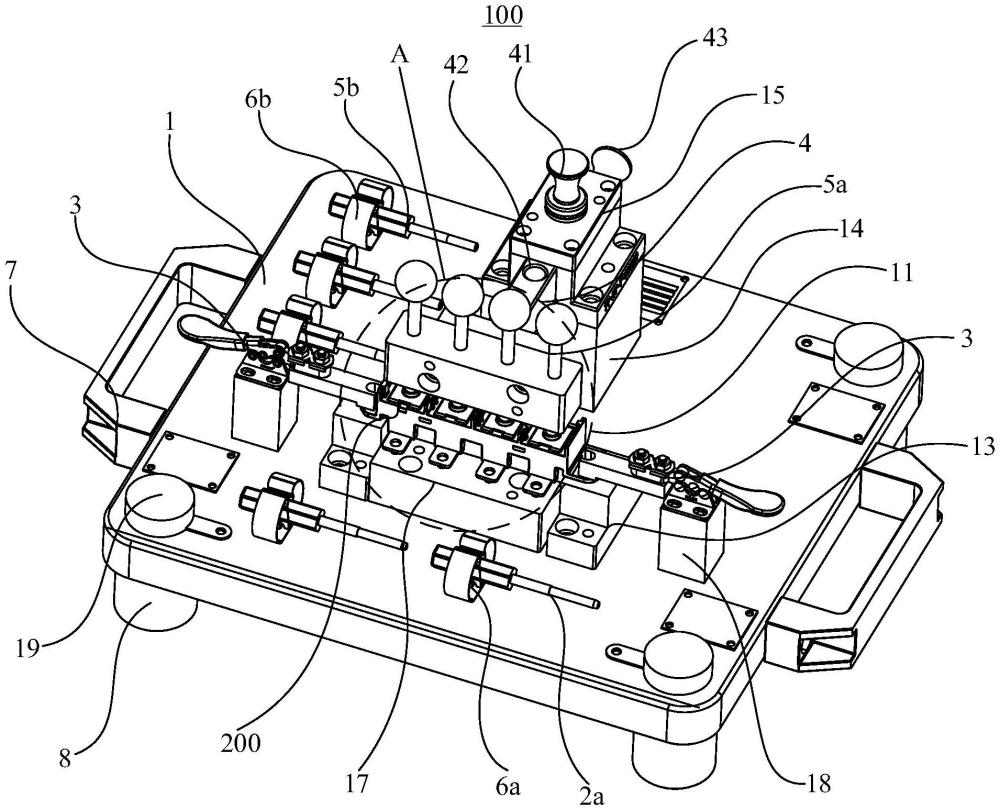
2、為解決上述技術問題,本實用新型的實施方式提供了一種零件裝配孔位置度檢具,用于檢測零件的裝配孔的位置度,所述零件上設置有兩個第一定位孔和多個第一裝配孔,兩個所述第一定位孔分別設置于所述零件在橫向上的兩端,多個所述第一裝配孔沿著橫向間隔地設置于兩個所述第一定位孔之間,所述零件裝配孔位置度檢具包括:
3、底座,所述底座上形成有用于供所述零件沿著橫向放置的放置區域,所述放置區域內對應兩個所述第一定位孔設置有兩個第一插孔;
4、第一定位插銷,所述第一定位插銷對應兩個所述第一插孔設置有兩個,每個所述第一定位插銷的下端用于穿過所述第一定位孔后插入對應的一個所述第一插孔內,以通過兩個所述第一定位插銷對所述零件進行定位;
5、夾持機構,所述放置區域內設置有兩個所述夾持機構,每個所述夾持機構均具有抵接于所述零件在橫向上的一端上側的夾持狀態、以及與所述夾持狀態相對的釋放狀態,用于在對所述零件進行定位后,以通過兩個所述夾持機構夾持固定所述零件在橫向上的兩端;
6、活動座,所述活動座位于所述放置區域的上側,所述活動座呈能夠相對于所述底座沿著縱向活動調節設置,所述活動座上對應多個所述第一裝配孔設置有多個第一檢測插銷,多個所述第一檢測插銷均呈能夠上下滑動地設置于所述活動座上,多個所述第一檢測插銷的下端用于分別插入多個所述第一裝配孔內,以檢測多個所述第一裝配孔的位置度。
7、本實用新型通過將零件放置在底座上后,使用兩個第一定位插銷分別插入零件的兩個第一定位孔內,然后使用兩個夾持機構將零件精定位固定,再將活動座向零件移動,活動座定位完成后,依次按壓多個第一檢測插銷,可以快速檢測零件的多個第一裝配孔是否順暢,以此快速判定零件是否合格,該零件裝配孔位置度檢具的操作簡單且快速,綜合檢測成本低。
8、優選地,所述放置區域內設置有兩個在橫向上間隔相對的支撐塊,用于通過兩個所述支撐塊架起所述零件在橫向上的兩端,兩個所述第一插孔分別設置于兩個所述支撐塊的上端面上。
9、優選地,所述零件在橫向上的兩端分別設置有兩個第二定位孔,兩個所述支撐塊的上端面上分別對應兩個所述第二定位孔凸設有兩個定位柱,兩個所述定位柱用于分別伸入兩個所述第二定位孔內,以通過兩個所述定位柱對所述零件進行定位。
10、優選地,每個所述支撐塊的上端面上設置有安裝孔,所述安裝孔處設置有第二定位插銷,所述第二定位插銷的上端朝上伸出所述安裝孔而形成所述定位柱。
11、優選地,所述夾持機構用于抵接所述零件的部位設置有凸臺,以通過所述凸臺抵接所述零件。
12、優選地,所述夾持機構用于抵接所述零件的部位設置有供所述第一定位插銷穿過的缺口。
13、優選地,所述夾持機構為快速夾鉗。
14、優選地,所述底座上設置有基座,所述基座位于所述放置區域在縱向上的一側,所述基座設置有沿著縱向延伸的導軌,所述活動座能夠沿著縱向活動調節設置地設置于所述導軌上。
15、優選地,所述導軌上插設有限位銷,所述活動座上對應所述限位銷設置有多個沿著縱向間隔排布的銷孔,以在所述限位銷插入一個所述銷孔時限制所述活動座的活動。
16、優選地,所述零件在縱向上遠離所述活動座的一端設置有多個第二裝配孔,多個所述第二裝配孔沿著橫向間隔地設置于兩個所述第一定位孔之間;所述放置區域內對應多個所述第二裝配孔設置有多個第二插孔;所述零件裝配孔位置度檢具還包括第二檢測插銷,所述第二檢測插銷的一端用于穿過所述第二裝配孔后插入對應的一個所述第二插孔內,以檢測多個所述第二裝配孔的位置度。
17、優選地,所述放置區域內設置有定位塊,所述定位塊用于架起所述零件在縱向上遠離所述活動座的一端,多個所述第二插孔設置于所述定位塊的上端面上。
18、優選地,所述底座上設置有用于卡接固定所述第一定位插銷的第一卡夾。
19、優選地,所述底座上設置有用于卡接固定所述第二檢測插銷的第二卡夾。
技術特征:
1.一種零件裝配孔位置度檢具,用于檢測零件的裝配孔的位置度,所述零件上設置有兩個第一定位孔和多個第一裝配孔,兩個所述第一定位孔分別設置于所述零件在橫向上的兩端,多個所述第一裝配孔沿著橫向間隔地設置于兩個所述第一定位孔之間,其特征在于,所述零件裝配孔位置度檢具包括:
2.如權利要求1所述的零件裝配孔位置度檢具,其特征在于,所述放置區域內設置有兩個在橫向上間隔相對的支撐塊,用于通過兩個所述支撐塊架起所述零件在橫向上的兩端,兩個所述第一插孔分別設置于兩個所述支撐塊的上端面上。
3.如權利要求2所述的零件裝配孔位置度檢具,其特征在于,所述零件在橫向上的兩端分別設置有兩個第二定位孔,兩個所述支撐塊的上端面上分別對應兩個所述第二定位孔凸設有兩個定位柱,兩個所述定位柱用于分別伸入兩個所述第二定位孔內,以通過兩個所述定位柱對所述零件進行定位。
4.如權利要求3所述的零件裝配孔位置度檢具,其特征在于,每個所述支撐塊的上端面上設置有安裝孔,所述安裝孔處設置有第二定位插銷,所述第二定位插銷的上端朝上伸出所述安裝孔而形成所述定位柱。
5.如權利要求1所述的零件裝配孔位置度檢具,其特征在于,所述夾持機構用于抵接所述零件的部位設置有凸臺,以通過所述凸臺抵接所述零件;和/或,
6.如權利要求1所述的零件裝配孔位置度檢具,其特征在于,所述底座上設置有基座,所述基座位于所述放置區域在縱向上的一側,所述基座設置有沿著縱向延伸的導軌,所述活動座能夠沿著縱向活動調節設置地設置于所述導軌上。
7.如權利要求6所述的零件裝配孔位置度檢具,其特征在于,所述導軌上插設有限位銷,所述活動座上對應所述限位銷設置有多個沿著縱向間隔排布的銷孔,以在所述限位銷插入一個所述銷孔時限制所述活動座的活動。
8.如權利要求1-6任意一項所述的零件裝配孔位置度檢具,其特征在于,所述零件在縱向上遠離所述活動座的一端設置有多個第二裝配孔,多個所述第二裝配孔沿著橫向間隔地設置于兩個所述第一定位孔之間;所述放置區域內對應多個所述第二裝配孔設置有多個第二插孔;所述零件裝配孔位置度檢具還包括第二檢測插銷,所述第二檢測插銷的一端用于穿過所述第二裝配孔后插入對應的一個所述第二插孔內,以檢測多個所述第二裝配孔的位置度。
9.如權利要求8所述的零件裝配孔位置度檢具,其特征在于,所述放置區域內設置有定位塊,所述定位塊用于架起所述零件在縱向上遠離所述活動座的一端,多個所述第二插孔設置于所述定位塊的上端面上。
10.如權利要求8所述的零件裝配孔位置度檢具,其特征在于,所述底座上設置有用于卡接固定所述第一定位插銷的第一卡夾;和/或,
技術總結
本技術提供了一種零件裝配孔位置度檢具,包括底座、第一定位插銷、夾持機構、活動座,底座上形成有放置區域,放置區域內設置有兩個第一插孔;放置區域內設置有兩個夾持機構;活動座位于放置區域的上側,活動座呈能夠相對于底座沿著縱向活動調節設置,活動座上對應多個第一裝配孔設置有多個第一檢測插銷,多個第一檢測插銷均呈能夠上下滑動地設置于活動座上。本技術通過將零件放置在底座上后,使用兩個第一定位插銷分別插入零件的兩個第一定位孔內,然后使用兩個夾持機構將零件精定位固定,再將活動座向零件移動,活動座定位完成后,依次按壓多個第一檢測插銷,可以快速檢測零件的多個第一裝配孔是否順暢,以此快速判定零件是否合格。
技術研發人員:陳艷才
受保護的技術使用者:寧波興瑞電子科技股份有限公司
技術研發日:20240712
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!