一種煙絲葉絲梗簽比例自動檢測裝置與檢測方法與流程
本發明屬于機械,涉及煙絲加工設備,具體涉及一種煙絲葉絲梗簽比例自動檢測裝置與檢測方法。
背景技術:
1、煙草工藝是將煙草原料與卷煙材料加工成卷煙產品的技術與方法,其主要的工藝過程尤其是從煙葉到煙絲的加工過程可以描述為,將初烤后的煙葉分類放置于生產線中進入潤葉機潤葉至一定的水分,經過打葉分離過程,將煙葉中的葉片和煙梗進行分離后,得到片煙和煙梗,而后經復烤后裝箱打包,經過一定時間的貯存,分別進入制葉絲和制梗絲工序,形成可供摻配后卷制的煙絲樣品。
2、其中在打葉分離過程中由于一般是經過風力機械進行處理,片煙和煙梗制品中難免分別夾帶一定比列煙梗和葉片,在這種條件下進入下一工序,尤其是制備獲得最終卷制使用的煙絲產品時,片煙中的梗可以轉化為梗簽與葉絲混合呈現于煙絲產品中,煙絲中的梗簽在卷制成卷煙產品時就存在卷煙煙支被刺破的風險,同時消費者在抽吸卷煙時時常發生吸阻大,落頭傾向高,甚至會帶來損害衣物、家具和火災發生的風險。
3、由此可見,控制煙絲中梗簽含量是防范風險的關鍵,而檢測煙絲中梗簽含量或者檢測梗簽中煙絲含量就成為控制和防范風險的技術關鍵受到了廣泛的關注,例如制定的行業標準:yc/t?428-2012和李斌發表的論文《卷煙機剔除梗簽物中含絲量的測定》,以及中國專利cn102240069《測定卷煙機剔除梗簽物中含煙絲量的儀器》等都涉及梗簽含量測定和控制。
4、目前測量梗簽中煙絲含量簡便易行的方法中主要通過流態化分離方法,其過程中一次性加料,完成分離后分別稱重后計算,尤其是煙絲中梗簽占大部分時更加適用。該類方法具備以下缺陷:一是存在檢測設備條件中斷和重啟,對設備穩定性與可控性要求較高;二是檢測效率提升難度大,不適合實現在線對工業化分離設備有效控制;三是煙絲中葉絲占大部分時纏繞現象嚴重,不宜通過流態化方法實現葉絲與梗簽的有效分離,增加了檢測誤差。
技術實現思路
1、為克服現有技術存在的技術缺陷,本發明公開了一種煙絲葉絲梗簽比例自動檢測裝置與檢測方法。
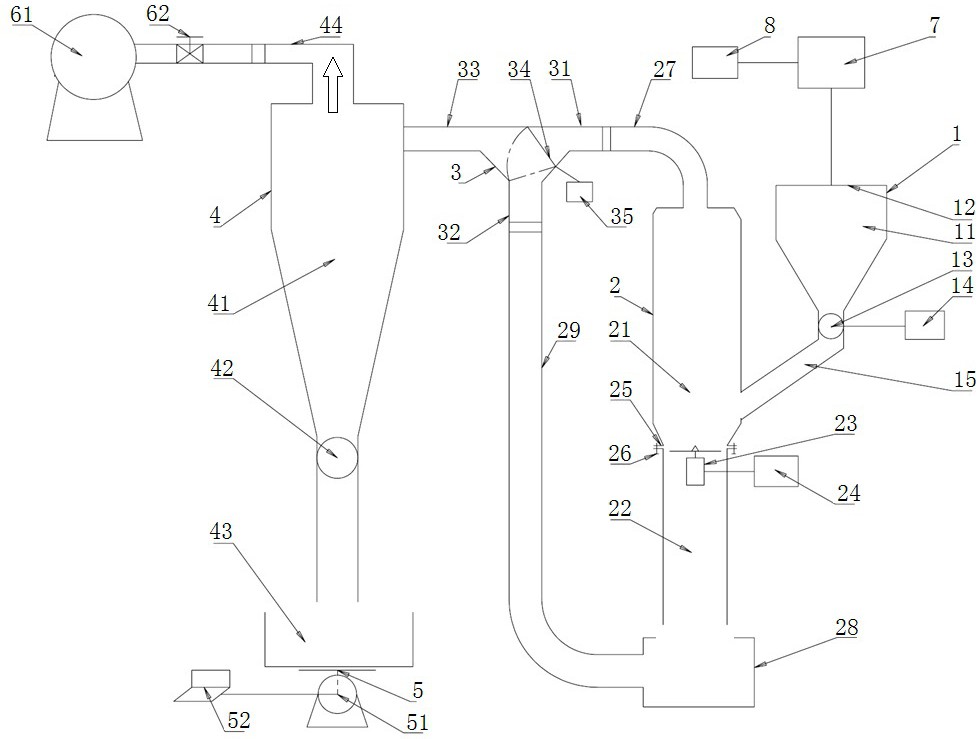
2、本發明所述葉絲梗簽比例自動檢測裝置,包括進料裝置,還包括與進料裝置連接的固固分離裝置,所述固固分離裝置包括與進料裝置連接的第一流化區,位于第一流化區下方的且截面積小于第一流化區的第二流化區,所述固固分離裝置還包括可調節第一流化區和第二流化區之間流化區風場間隙大小的間隙調節裝置;所述第二流化區下方設置有第一落料倉;
3、所述第一流化區上方通過管道連接有可控三通閥,所述可控三通閥的另外兩端分別通過管道連接第一落料倉和氣固分離裝置的分離器,所述分離器頂部的氣體出口連接有風機,下方的固體出口對準第二落料倉,所述第二落料倉設置有重量測量裝置。
4、優選的,所述第一流化區和第二流化區之間連接處設置有散料裝置和調節散料裝置轉動頻率的頻率控制裝置,所述散料裝置為一個帶多個槳葉的可旋轉裝置。
5、優選的,所述分離器為旋風分離器。
6、優選的,所述旋風分離器的固體出口下方設置有氣鎖。
7、優選的,所述進料裝置包括料倉,料倉開口處設置有密封裝置,所述料倉底部設置有給料裝置,所述給料裝置通過給料通道與第一流化區連接。
8、優選的,所述可控三通閥連接有第一風送管道和第二風送管道,所述第一風送管道和第二風送管道分別通過第一風送管道上游管道和第二風送管道上游管道連接第一流化區和第一落料倉,所述第一風送管道直徑大于第一風送管道上游管道,所述第二風送管道直徑大于第二風送管道上游管道。
9、本發明還公開了一種葉絲梗簽比例自動檢測方法基于如上所述葉絲梗簽比例自動檢測裝置,包括如下步驟:
10、步驟1.開啟風機,調節流化區風場間隙,使得第一流化區氣流速度v1設置在葉絲帶出速度vt1區間范圍內;第二流化區氣流速度v2大于vt1且小于vt2,其中vt1和vt2分別是葉絲和梗簽的帶出速度;
11、步驟2.可控三通閥調節使得第一流化區上方與旋風分離器通過可控三通閥聯通,取樣將樣品倒入進料器,樣品在固固分離裝置中分離,梗簽落入第一落料倉,葉絲進入氣固分離器并落入第二落料倉;對第二落料倉中的葉絲進行稱重;
12、步驟3.可控三通閥調節使得第一落料倉與旋風分離器通過可控三通閥聯通,將第一落料倉中的梗簽吸入旋風分離器,并落入第二落料倉,對第二落料倉中葉絲和梗簽混合物再次稱重;
13、步驟4.計算含簽率。
14、本發明還公開了一種煙絲生產線,包括生產線控制器和與生產線控制器連接的梗簽剔除裝置,,還包括生產線取樣裝置和與生產線取樣裝置連接的樣品暫儲倉,所述樣品暫儲倉連接如上所述葉絲梗簽比例自動檢測裝置中的進料裝置,所述葉絲梗簽比例自動檢測裝置中的重量測量裝置與所述生產線控制器信號連接。
15、采用本發明所述煙絲葉絲梗簽比例自動檢測裝置與檢測方法,通過設置流化區調節氣流速度,對葉絲和梗簽進行分離,保持給料與分離過程的連續性保證了煙絲中葉絲與梗簽有效分離,從而可以得到二者的比例,提高了生產過程中的檢測精度;同時本發明實現了運行參數的全自動控制,測試過程無人為因素和設備不穩定運行問題,保證了檢測數據的穩定性,使得檢測效率大幅提升,多次測量數據為工藝過程的穩定控制與優化提供了數據基礎。
技術特征:
1.一種葉絲梗簽比例自動檢測裝置,包括進料裝置,其特征在于,還包括與進料裝置連接的固固分離裝置,所述固固分離裝置包括與進料裝置連接的第一流化區,位于第一流化區下方的且截面積小于第一流化區的第二流化區,所述固固分離裝置還包括可調節第一流化區和第二流化區之間流化區風場間隙大小的間隙調節裝置;所述第二流化區下方設置有第一落料倉;
2.如權利要求1所述的葉絲梗簽比例自動檢測裝置,其特征在于,所述第一流化區和第二流化區之間連接處設置有散料裝置和調節散料裝置轉動頻率的頻率控制裝置,所述散料裝置為一個帶多個槳葉的可旋轉裝置。
3.如權利要求1所述的葉絲梗簽比例自動檢測裝置,其特征在于,所述分離器為旋風分離器。
4.如權利要求3所述的葉絲梗簽比例自動檢測裝置,其特征在于,所述旋風分離器的固體出口下方設置有氣鎖。
5.如權利要求1所述的葉絲梗簽比例自動檢測裝置,其特征在于,所述進料裝置包括料倉,料倉開口處設置有密封裝置,所述料倉底部設置有給料裝置,所述給料裝置通過給料通道與第一流化區連接。
6.如權利要求1所述的葉絲梗簽比例自動檢測裝置,其特征在于,所述可控三通閥連接有第一風送管道和第二風送管道,所述第一風送管道和第二風送管道分別通過第一風送管道上游管道和第二風送管道上游管道連接第一流化區和第一落料倉,所述第一風送管道直徑大于第一風送管道上游管道,所述第二風送管道直徑大于第二風送管道上游管道。
7.一種葉絲梗簽比例自動檢測方法,其特征在于,基于如權利要求1至7任意一項所述葉絲梗簽比例自動檢測裝置,包括如下步驟:
8.一種煙絲生產線,包括生產線控制器和與生產線控制器連接的梗簽剔除裝置,其特征在于,還包括生產線取樣裝置和與生產線取樣裝置連接的樣品暫儲倉,所述樣品暫儲倉連接如權利要求1至6任意一項所述的葉絲梗簽比例自動檢測裝置中的進料裝置,所述葉絲梗簽比例自動檢測裝置中的重量測量裝置與所述生產線控制器信號連接。
技術總結
一種煙絲葉絲梗簽比例自動檢測裝置,包括進料裝置,還包括與進料裝置連接的固固分離裝置,所述固固分離裝置包括與進料裝置連接的第一流化區,位于第一流化區下方的第二流化區,所述固固分離裝置還包括可調節第一流化區和第二流化區之間流化區風場間隙大小的間隙調節裝置;所述第二流化區下方設置有第一落料倉;所述第一流化區上方通過管道連接有可控三通閥,所述可控三通閥的另外兩端分別通過管道連接第一落料倉和氣固分離裝置的分離器,所述分離器頂部的氣體出口連接有風機,第二落料倉設置有重量測量裝置。本發明通過設置流化區調節氣流速度,對葉絲和梗簽進行分離,從而可以得到二者的比例,提高了生產過程中的檢測精度。
技術研發人員:張中強,苗向陽
受保護的技術使用者:北京紫東科技有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!