推桿組件及其制備方法、繼電器與流程
本發明涉及電子控制器件,具體而言,涉及一種推桿組件及其制備方法、繼電器。
背景技術:
1、繼電器是一種電子控制器件,它具有控制系統(又稱輸入回路)和被控制系統(又稱輸出回路),通常應用于自動控制電路中。繼電器實際上是用較小的電流去控制較大電流的一種“自動開關”。因此在電路中起著自動調節、安全保護、轉換電路等作用。
2、現有繼電器內設有推桿組件,推桿組件內輔助動簧片等各結構件裝配在絕緣座上。值得注意的是,在形成推桿組件時,各結構件在絕緣座內的裝配位置較難控制,難以保證裝配的準確度。
3、例如,以輔助動簧片為例,沿輔助動簧片的厚度方向,輔助動簧片懸置于絕緣座內,在裝配時,很難對輔助動簧片和絕緣座裝配位置進行有效定位。倘若以輔助動簧片伸出絕緣座位置進行定位操作,由于絕緣座經一次注塑成型,所以施加于輔助動簧片兩側的力很容易使輔助動簧片彎折,進而影響輔助動簧片、甚至是繼電器的結構性能。
技術實現思路
1、本發明實施例提供一種推桿組件及其制備方法、繼電器,該推桿組件可以提升推桿組件內各結構件的注塑精度,以提升推桿組件的結構性能。
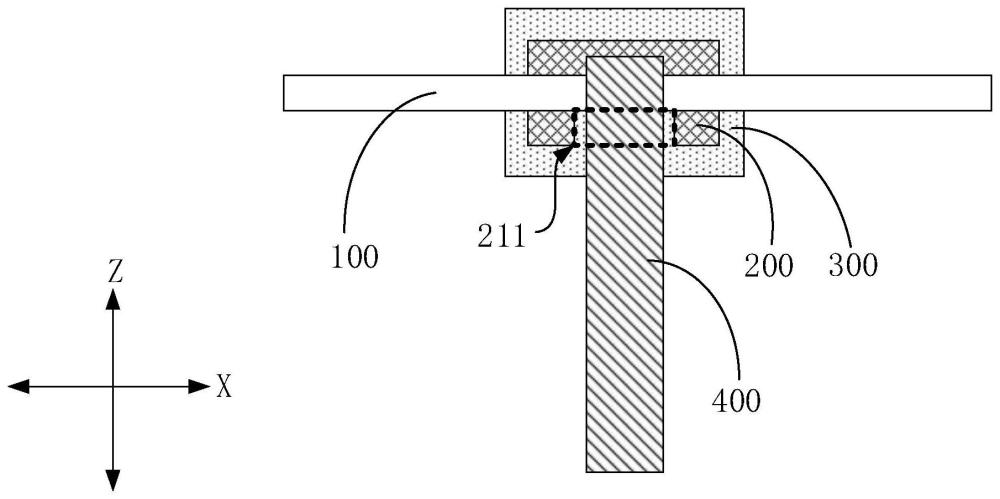
2、本發明實施例提供一種推桿組件,包括:輔助動簧片、第一注塑件和第二注塑件,所述輔助動簧片的至少部分包覆于所述第一注塑件內;所述第二注塑件覆蓋所述第一注塑件的至少部分,且所述第二注塑件與所述第一注塑件配合形成絕緣座。
3、根據本發明的一些實施方式,沿所述輔助動簧片的厚度方向,所述第二注塑件覆蓋所述第一注塑件每側的至少部分。
4、根據本發明的一些實施方式,沿所述輔助動簧片的延伸方向,所述輔助動簧片的兩側端部自所述第一注塑件伸出。
5、根據本發明的一些實施方式,還包括推動桿,所述第一注塑件包括本體部和限位部,所述限位部自所述本體部一側伸出,且所述限位部與所述推動桿伸入所述絕緣座內的一側軸向端面抵接。
6、根據本發明的一些實施方式,所述輔助動簧片具有第一通孔,所述第一注塑件具有第二通孔,所述第二通孔的軸心線與所述第一通孔的軸心線共線。
7、根據本發明的一些實施方式,所述第二通孔設于所述本體部;沿所述推動桿的軸向,所述限位部在所述輔助動簧片的投影的至少部分位于所述第一通孔內,且所述限位部與所述推動桿伸入所述第一通孔內的一側軸向端面抵接。
8、根據本發明的一些實施方式,所述輔助動簧片設有第一定位孔,沿所述第一通孔的徑向,所述第一定位孔設于所述第一通孔的至少一側;
9、所述第一注塑件設有第二定位孔,沿所述第二定位孔的徑向,所述第二定位孔設于所述第二通孔的至少一側,且所述第二定位孔的軸心線與所述第一定位孔的軸心線共線。
10、根據本發明的一些實施方式,所述第二通孔的直徑尺寸大于所述第一通孔的直徑尺寸,和/或,所述第二定位孔的直徑尺寸大于所述第一定位孔的直徑尺寸。
11、根據本發明的一些實施方式,所述輔助動簧片通過所述第一通孔套設于所述推動桿外側,且所述第二注塑件的至少部分位于所述推動桿的周側表面與所述第一注塑件形成所述第二通孔的孔壁之間。
12、根據本發明的一些實施方式,所述限位部連接所述本體部的相對兩側;沿所述推動桿的軸向,所述限位部在所述本體部的投影覆蓋所述第一通孔的軸心線。
13、根據本發明的一些實施方式,所述限位部連接所述第二通孔的相對兩側孔壁。
14、根據本發明的一些實施方式,沿所述推動桿的軸向,所述第一注塑件的至少一側設有凸出部;所述第二注塑件部分包覆于所述第一注塑件表面,且沿所述推動桿的軸向,所述凸出部的表面裸露于所述第二注塑件的表面。
15、根據本發明的一些實施方式,所述凸出部的數量為多個,且多個所述凸出部圍繞所述推動桿的軸心線間隔設置。
16、根據本發明的一些實施方式,所述推動桿通過一體注塑成型方式連接于所述絕緣座和所述輔助動簧片。
17、根據本發明的一些實施方式,還包括金屬支架,所述金屬支架包括底板,所述底板的至少部分裹覆于所述第二注塑件內;沿所述推動桿的軸向,所述底板與所述第二注塑件在背離所述推動桿一側露出的所述凸出部的表面抵接。
18、根據本發明的一些實施方式,還包括頂板和側板,所述側板連接所述底板,且兩個所述側板位于所述底板同側;所述頂板安裝于兩個所述側板背離所述絕緣座一端,且所述頂板與每個所述側板連接。
19、根據本發明的一些實施方式,所述金屬支架通過一體注塑成型方式連接于所述絕緣座、所述推動桿以及所述輔助動簧片。
20、本發明實施例還提供一種繼電器,包括如上述任意技術方案提供的一種推桿組件。
21、本發明實施例還提供一種推桿組件的制備方法,包括:
22、通過注塑工藝,在輔助動簧片表面形成第一注塑件,使得所述第一注塑件包覆所述輔助動簧片的至少部分;
23、再次通過注塑工藝,在所述第一注塑件表面形成第二注塑件,使得第二注塑件部分包覆于第一注塑件表面、并與所述第一注塑件配合形成絕緣座。
24、根據本發明的一些實施方式,再次通過注塑工藝,在所述第一注塑件表面形成第二注塑件的制備方法包括:
25、提供一推動桿,將所述推動桿沿軸向插入所述輔助動簧片的第一通孔內,直至所述推動桿的一側軸向端面抵接于所述第一注塑件的限位部;
26、通過注塑工藝,在組裝所述推動桿后的第一注塑件表面形成第二注塑件,使得所述第二注塑件的至少部分位于所述推動桿的周側表面與所述第一注塑件之間。
27、根據本發明的一些實施方式,再次通過注塑工藝,在所述第一注塑件表面形成第二注塑件的制備方法還包括:
28、提供一金屬支架,將所述金屬支架的底板與所述第一注塑件的凸出部背離所述推動桿的一側表面抵接;
29、通過注塑工藝,在組裝所述金屬支架后的第一注塑件表面形成第二注塑件,使得所述第二注塑件部分包覆于所述第一注塑件表面,且控制所述底板的至少部分裹覆于所述第二注塑件內。
30、上述發明中的一個實施例至少具有如下優點或有益效果:
31、本發明提供的推桿組件中,第一注塑件和第二注塑件形成絕緣座,該第一注塑件與第二注塑件可以分別與輔助動簧片進行裝配操作。具體的,第一注塑件可以先與輔助動簧片形成一體。在輔助動簧片與第一注塑件形成組合結構過程中,第一注塑件在輔助動簧片厚度方向上的尺寸相較于絕緣座的整體尺寸較小,可以減弱施加于輔助動簧片的壓力,以削弱、甚至消除輔助動簧片發生形變的可能性,降低注塑難度,提升推桿組件的結構性能。
32、同時,由于第二注塑件可以晚于第一注塑件成型,所以推桿組件內的結構其他件能夠以前序注塑工藝制備形成的組合結構為基準進行裝配,以進一步降低推桿組件內各結構件的注塑難度,提升推桿組件的結構性能。
技術特征:
1.一種推桿組件,其特征在于,包括:輔助動簧片、第一注塑件和第二注塑件,所述輔助動簧片的至少部分包覆于所述第一注塑件內;所述第二注塑件覆蓋所述第一注塑件的至少部分,且所述第二注塑件與所述第一注塑件配合形成絕緣座。
2.根據權利要求1所述的推桿組件,其特征在于,沿所述輔助動簧片的厚度方向,所述第二注塑件覆蓋所述第一注塑件每側的至少部分。
3.根據權利要求1所述的推桿組件,其特征在于,沿所述輔助動簧片的延伸方向,所述輔助動簧片的兩側端部自所述第一注塑件伸出。
4.根據權利要求1-3任一項所述的推桿組件,其特征在于,還包括推動桿,所述第一注塑件包括本體部和限位部,所述限位部自所述本體部一側伸出,且所述限位部與所述推動桿伸入所述絕緣座內的一側軸向端面抵接。
5.根據權利要求4所述的推桿組件,其特征在于,所述輔助動簧片具有第一通孔,所述第一注塑件具有第二通孔,所述第二通孔的軸心線與所述第一通孔的軸心線共線。
6.根據權利要求5所述的推桿組件,其特征在于,所述第二通孔設于所述本體部;沿所述推動桿的軸向,所述限位部在所述輔助動簧片的投影的至少部分位于所述第一通孔內,且所述限位部與所述推動桿伸入所述第一通孔內的一側軸向端面抵接。
7.根據權利要求5所述的推桿組件,其特征在于,所述輔助動簧片設有第一定位孔,沿所述第一通孔的徑向,所述第一定位孔設于所述第一通孔的至少一側;
8.根據權利要求7所述的推桿組件,其特征在于,所述第二通孔的直徑尺寸大于所述第一通孔的直徑尺寸,和/或,所述第二定位孔的直徑尺寸大于所述第一定位孔的直徑尺寸。
9.根據權利要求5所述的推桿組件,其特征在于,所述輔助動簧片通過所述第一通孔套設于所述推動桿外側,且所述第二注塑件的至少部分位于所述推動桿的周側表面與所述第一注塑件形成所述第二通孔的孔壁之間。
10.根據權利要求5所述的推桿組件,其特征在于,所述限位部連接所述本體部的相對兩側;沿所述推動桿的軸向,所述限位部在所述本體部的投影覆蓋所述第一通孔的軸心線。
11.根據權利要求10所述的推桿組件,其特征在于,所述限位部連接所述第二通孔的相對兩側孔壁。
12.根據權利要求4所述的推桿組件,其特征在于,沿所述推動桿的軸向,所述第一注塑件的至少一側設有凸出部;所述第二注塑件部分包覆于所述第一注塑件表面,且沿所述推動桿的軸向,所述凸出部的表面裸露于所述第二注塑件的表面。
13.根據權利要求12所述的推桿組件,其特征在于,所述凸出部的數量為多個,且多個所述凸出部圍繞所述推動桿的軸心線間隔設置。
14.根據權利要求4所述的推桿組件,其特征在于,所述推動桿通過一體注塑成型方式連接于所述絕緣座和所述輔助動簧片。
15.根據權利要求12所述的推桿組件,其特征在于,還包括金屬支架,所述金屬支架包括底板,所述底板的至少部分裹覆于所述第二注塑件內;沿所述推動桿的軸向,所述底板與所述第二注塑件在背離所述推動桿一側露出的所述凸出部的表面抵接。
16.根據權利要求15所述的推桿組件,其特征在于,所述金屬支架還包括頂板和側板,所述側板連接所述底板,且兩個所述側板位于所述底板同側;所述頂板安裝于兩個所述側板背離所述絕緣座一端,且所述頂板與每個所述側板連接。
17.根據權利要求15所述的推桿組件,其特征在于,所述金屬支架通過一體注塑成型方式連接于所述絕緣座、所述推動桿以及所述輔助動簧片。
18.一種繼電器,其特征在于,包括權利要求1-17任一項所述的推桿組件。
19.一種推桿組件的制備方法,其特征在于,包括:
20.根據權利要求19所述的推桿組件的制備方法,其特征在于,再次通過注塑工藝,在所述第一注塑件表面形成第二注塑件的制備方法包括:
21.根據權利要求20所述的推桿組件的制備方法,其特征在于,再次通過注塑工藝,在所述第一注塑件表面形成第二注塑件的制備方法還包括:
技術總結
本發明涉及電子控制器件技術領域,具體而言,涉及一種推桿組件及其制備方法、繼電器。推桿組件,包括:輔助動簧片、第一注塑件和第二注塑件,所述輔助動簧片的至少部分包覆于所述第一注塑件內;所述第二注塑件覆蓋所述第一注塑件的至少部分,且所述第二注塑件與所述第一注塑件配合形成絕緣座。該推桿組件可以提升推桿組件內各結構件的注塑精度,以提升推桿組件的結構性能。
技術研發人員:黃友權,代文廣,鐘叔明,陳松生
受保護的技術使用者:廈門宏發電力電器有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!