線路板的制造方法及線路板與流程
本公開(kāi)涉及線路板生產(chǎn)的,特別是涉及一種線路板的線路板的制造方法及線路板。
背景技術(shù):
1、目前,線路板在電子工業(yè)中占據(jù)著至關(guān)重要的地位。作為電子設(shè)備的“神經(jīng)中樞”,線路板通過(guò)電氣連接和信號(hào)傳輸,支撐著各種電子元器件的正常工作。它不僅是電子元器件的支撐體,更是電子設(shè)備實(shí)現(xiàn)各種功能的基礎(chǔ)。
2、在線路板的制造流程中,對(duì)線路板的埋孔進(jìn)行填膠操作是至關(guān)重要的一步,而對(duì)埋孔進(jìn)行填膠操作主要包括兩種方式,一種是樹(shù)脂塞孔,另一種是半固化片填孔,由于樹(shù)脂塞孔相對(duì)于半固化片填孔所需的時(shí)間更長(zhǎng),所需的成本也更高,并且若未對(duì)塞孔處的樹(shù)脂研磨干凈,容易導(dǎo)致線路板出現(xiàn)爆板分層的現(xiàn)象,大大降低了線路板的生產(chǎn)效率及生產(chǎn)質(zhì)量,使得半固化片填孔更受歡迎。但在板固化片的選取過(guò)程中,半固化填孔若無(wú)規(guī)范指導(dǎo),則在對(duì)線路板的埋孔進(jìn)行填膠過(guò)程中往往會(huì)導(dǎo)致線路板的含膠量不足,進(jìn)而導(dǎo)致爆板分層問(wèn)題,既降低了線路板的生產(chǎn)質(zhì)量,同時(shí)也影響線路板的生產(chǎn)效率;同時(shí),選取的半固化片膠含量及厚度會(huì)對(duì)線路板的整體性能及質(zhì)量有著重要影響,不同線路板對(duì)半固化片的膠含量及厚度有不同要求,因此,在選取半固化片時(shí),需根據(jù)具體線路板的設(shè)計(jì)需求和生產(chǎn)工藝進(jìn)行合理選擇。
技術(shù)實(shí)現(xiàn)思路
1、本公開(kāi)的目的是克服現(xiàn)有技術(shù)中的不足之處,提供一種不僅能夠提高線路板的生產(chǎn)質(zhì)量及生產(chǎn)效率,而且還能夠提高線路板的整體性能及適用性的線路板的制造方法及線路板。
2、本公開(kāi)的目的是通過(guò)以下技術(shù)方案來(lái)實(shí)現(xiàn)的:
3、一種線路板的制造方法,所述線路板的制造方法的步驟包括:
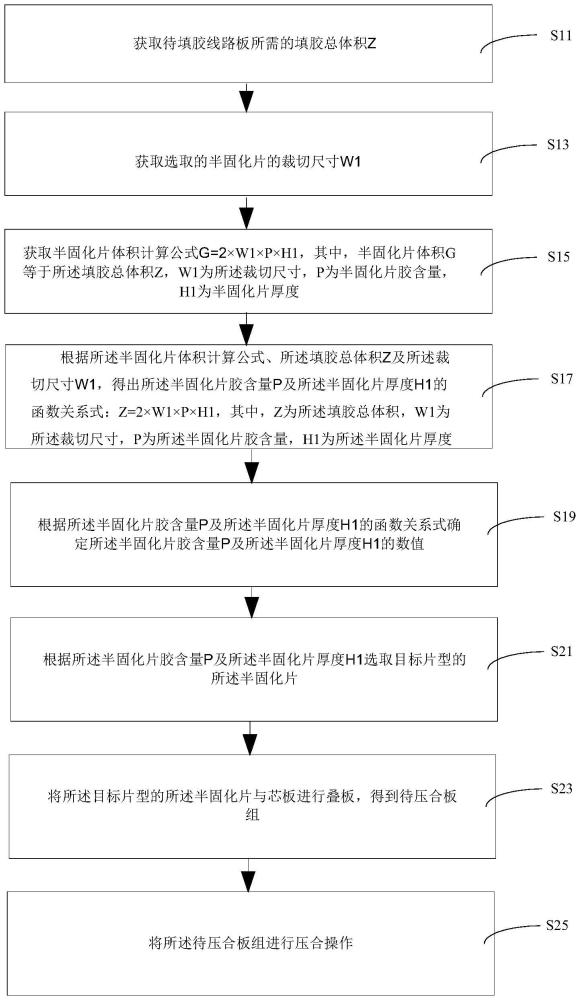
4、獲取待填膠線路板所需的填膠總體積z;
5、獲取選取的半固化片的裁切尺寸w1;
6、獲取半固化片體積計(jì)算公式g=2×w1×p×h1,其中,半固化片體積g等于所述填膠總體積z,w1為所述裁切尺寸,p為半固化片膠含量,h1為半固化片厚度;
7、根據(jù)所述半固化片體積計(jì)算公式、所述填膠總體積z及所述裁切尺寸w1,得出所述半固化片膠含量p及所述半固化片厚度h1的函數(shù)關(guān)系式:
8、z=2×w1×p×h1,其中,z為所述填膠總體積,w1為所述裁切尺寸,p為所述半固化片膠含量,h1為所述半固化片厚度;
9、根據(jù)所述半固化片膠含量p及所述半固化片厚度h1的函數(shù)關(guān)系式確定所述半固化片膠含量p及所述半固化片厚度h1的數(shù)值;
10、根據(jù)所述半固化片膠含量p及所述半固化片厚度h1選取目標(biāo)片型的所述半固化片;
11、將所述目標(biāo)片型的所述半固化片與芯板進(jìn)行疊板,得到待壓合板組;
12、將所述待壓合板組進(jìn)行壓合操作。
13、在其中一個(gè)實(shí)施例中,獲取所述待填膠線路板所需的所述填膠總體積z的步驟包括:
14、獲取所述待填膠線路板的埋孔總體積x;
15、獲取所述待填膠線路板所需的板面填膠體積y;
16、對(duì)所述埋孔總體積x及所述板面填膠體積y進(jìn)行求和操作,以得到所述填膠總體積z。
17、在其中一個(gè)實(shí)施例中,獲取所述待填膠線路板的所述埋孔總體積x的步驟包括:
18、獲取所述待填膠線路板的單個(gè)埋孔體積v;
19、獲取所述待填膠線路板的埋孔數(shù)量q;
20、對(duì)所述單個(gè)埋孔體積v及所述埋孔數(shù)量q進(jìn)行體積求取操作,以得到所述埋孔總體積x。
21、在其中一個(gè)實(shí)施例中,獲取所述待填膠線路板的所述單個(gè)埋孔體積v的步驟包括:
22、獲取所述待填膠線路板的單個(gè)埋孔面積s1;
23、獲取所述待填膠線路板的埋孔孔深h2;
24、對(duì)所述單個(gè)埋孔面積s1及所述埋孔孔深h2進(jìn)行體積求取操作,以得到所述單個(gè)埋孔體積v。
25、在其中一個(gè)實(shí)施例中,獲取所述待填膠線路板的所述埋孔孔深h2的步驟包括:
26、獲取所述待填膠線路板的板厚h3;
27、獲取所述待填膠線路板的最大銅厚t;
28、將所述板厚h3及所述最大銅厚t進(jìn)行求深度操作,以得到所述埋孔孔深h2。
29、在其中一個(gè)實(shí)施例中,獲取所述待填膠線路板的所述單個(gè)埋孔面積s2的步驟包括:
30、獲取所述待填膠線路板的所述單個(gè)埋孔直徑d;
31、對(duì)所述單個(gè)埋孔直徑d進(jìn)行面積求取操作,以得到所述單個(gè)埋孔面積s2。
32、在其中一個(gè)實(shí)施例中,獲取所述待填膠線路板所需的所述板面填膠體積y的步驟包括:
33、獲取所述待填膠線路板的奶油層最小需求厚度n;
34、獲取所述待填膠線路板設(shè)計(jì)尺寸w2;
35、獲取所述待填膠線路板的第一側(cè)面殘銅率a及所述待填膠線路板的第二側(cè)面殘銅率b;
36、獲取所述待填膠線路板的最大銅厚t;
37、對(duì)所述奶油層最小需求厚度n、所述待填膠線路板設(shè)計(jì)尺寸w2、所述第一側(cè)面殘銅率a、所述第二側(cè)面殘銅率b及所述最大銅厚t進(jìn)行體積求取操作,以得到所述板面填膠體積y。
38、在其中一個(gè)實(shí)施例中,所述奶油層最小需求厚度n為0.005mm。
39、在其中一個(gè)實(shí)施例中,所述待填膠線路板設(shè)計(jì)尺寸w2等于所述裁切尺寸w1。
40、一種線路板,采用上述任一實(shí)施例所述的線路板的制造方法制造得到。
41、與現(xiàn)有技術(shù)相比,本公開(kāi)至少具有以下優(yōu)點(diǎn):
42、上述的線路板的制造方法,首先,依次獲取待填膠線路板所需的填膠總體積z、選取的半固化片的裁切尺寸w1及半固化片體積計(jì)算公式g=2×w1×p×h1,其中,半固化片體積g等于填膠總體積z,w1為裁切尺寸,p為半固化片膠含量,h1為半固化片厚度;然后,根據(jù)半固化片體積計(jì)算公式、填膠總體積z及裁切尺寸w1,得出半固化片膠含量p及半固化片厚度h1的函數(shù)關(guān)系式,即z=2×w1×p×h1,其中,z為填膠總體積,w1為裁切尺寸,p為半固化片膠含量,h1為半固化片厚度;再根據(jù)半固化片膠含量p及半固化片厚度h1的函數(shù)關(guān)系式確定半固化片膠含量p及半固化片厚度h1的數(shù)值;再然后,根據(jù)半固化片膠含量p及半固化片厚度h1選取目標(biāo)片型的半固化片,并將目標(biāo)片型的半固化片與芯板進(jìn)行疊板,得到待壓合板組;最后,將待壓合板組進(jìn)行壓合操作,以使線路板的制造方法能夠有效地避免線路板因膠含量不足而導(dǎo)致線路板出現(xiàn)爆板分層現(xiàn)象的同時(shí),還能夠根據(jù)不同線路板的設(shè)計(jì)需求和生產(chǎn)工藝選擇合理的半固化片膠含量p及半固化片厚度h1,不僅大大提高了線路板的生產(chǎn)質(zhì)量及生產(chǎn)效率,而且還能夠滿足不同線路板的應(yīng)用需求,提高線路板的整體性能及適用性。
技術(shù)特征:
1.一種線路板的制造方法,其特征在于,所述線路板的制造方法的步驟包括:
2.根據(jù)權(quán)利要求1所述的線路板的制造方法,其特征在于,獲取所述待填膠線路板所需的所述填膠總體積z的步驟包括:
3.根據(jù)權(quán)利要求2所述的線路板的制造方法,其特征在于,獲取所述待填膠線路板的所述埋孔總體積x的步驟包括:
4.根據(jù)權(quán)利要求3所述的線路板的制造方法,其特征在于,獲取所述待填膠線路板的所述單個(gè)埋孔體積v的步驟包括:
5.根據(jù)權(quán)利要求4所述的線路板的制造方法,其特征在于,獲取所述待填膠線路板的所述埋孔孔深h2的步驟包括:
6.根據(jù)權(quán)利要求4所述的線路板的制造方法,其特征在于,獲取所述待填膠線路板的所述單個(gè)埋孔面積s2的步驟包括:
7.根據(jù)權(quán)利要求5所述的線路板的制造方法,其特征在于,獲取所述待填膠線路板所需的所述板面填膠體積y的步驟包括:
8.根據(jù)權(quán)利要求7所述的線路板的制造方法,其特征在于,所述奶油層最小需求厚度n為0.005mm。
9.根據(jù)權(quán)利要求7所述的線路板的制造方法,其特征在于,所述待填膠線路板設(shè)計(jì)尺寸w2等于所述裁切尺寸w1。
10.一種線路板,其特征在于,采用權(quán)利要求1至9中任一項(xiàng)所述的線路板的制造方法制造得到。
技術(shù)總結(jié)
本公開(kāi)提供一種線路板的制造方法及線路板。上述的線路板的制造方法,其步驟包括獲取待填膠線路板所需的填膠總體積Z,獲取選取的半固化片的裁切尺寸W1,獲取半固化片體積計(jì)算公式G=2×W1×P×H1;根據(jù)半固化片體積計(jì)算公式、填膠總體積Z及裁切尺寸W1,得出半固化片膠含量P及半固化片厚度H1的函數(shù)關(guān)系式:Z=2×W1×P×H1;根據(jù)半固化片膠含量P及半固化片厚度H1的函數(shù)關(guān)系式確定半固化片膠含量P及半固化片厚度H1的數(shù)值;根據(jù)半固化片膠含量P及半固化片厚度H1選取目標(biāo)片型的半固化片。上述的線路板的制造方法不僅能夠提高線路板的生產(chǎn)質(zhì)量及生產(chǎn)效率,而且還能夠提高線路板的整體性能及適用性。
技術(shù)研發(fā)人員:伍海霞,唐叢文,王愛(ài)林,黃永健,謝毅娟
受保護(hù)的技術(shù)使用者:金祿電子科技股份有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!