高強度碳纖維復合材料汽車加強梁類后處理切割工裝的制作方法
本技術涉及新能源汽車零部件,尤其涉及一種高強度碳纖維復合材料汽車加強梁類后處理切割工裝。
背景技術:
1、為降低汽車耗能,整車零部件由金屬材料改為材質更輕的碳纖維復合材料已勢不可擋,材質更輕的碳纖維復合材料會直接影響汽車整體的動力性能和燃油經濟性,而材質更輕的碳纖維復合材料也可以降低生產成本。
2、但是高強度碳纖維復合材料在生產過程中,由于受生產工藝限制。成品會留有余量或者毛邊,為了獲得合格的產品,則需要對高強度碳纖維復合材料進行后處理切割,但是在使用五軸加工中心切割高強度碳纖維復合材料產品的過程中會出現產品固定不當造成的分層、毛邊、批絲等缺陷問題,影響產品質量。另外在切割過程中,通用夾具需進行多次裝夾才可以完成產品加工,影響生產效率。
技術實現思路
1、鑒于上述的分析,本實用新型旨在提供一種高強度碳纖維復合材料汽車加強梁類后處理切割工裝,用以解決現有高強度碳纖維復合材料產品進行后處理切割時分層、毛邊、批絲等缺陷以及裝夾過程受力不均等問題中的至少一個。
2、本實用新型的目的主要是通過以下技術方案實現的:
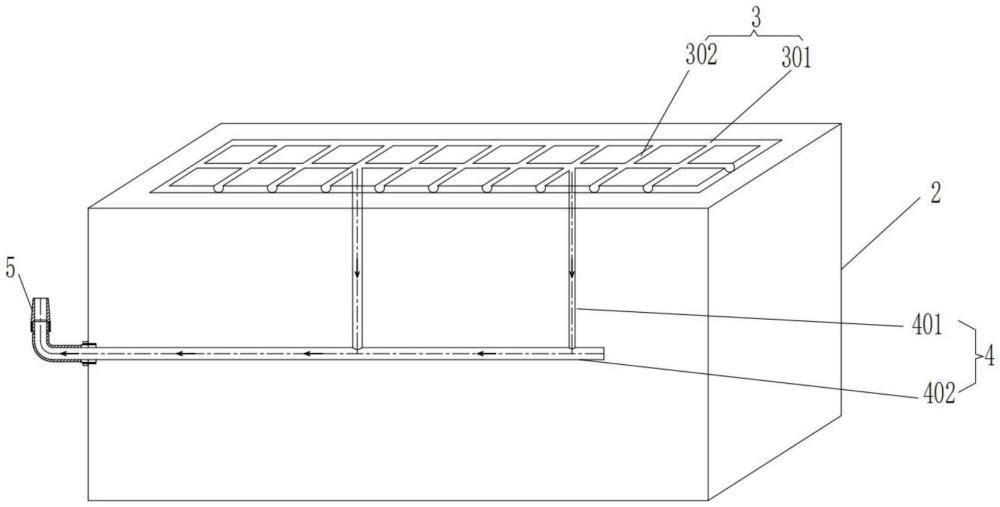
3、一種高強度碳纖維復合材料汽車加強梁類后處理切割工裝,包括工裝本體、真空導氣系統;
4、所述真空導氣系統包括位于工裝本體表面的氣體導流槽,分布在工裝本體內部且與氣體導流槽連通的真空導氣管以及導氣管接頭;
5、所述真空導氣管包括1根以上的真空導氣支管和1根真空導氣主管,所述真空導氣支管通過異徑三通與真空導氣主管連接;
6、所述真空導氣主管出口位于工裝本體側壁,通過螺紋與導氣管接頭連接,所述導氣管接頭與外部真空設備連接。
7、進一步地,所述真空導氣支管沿豎直方向布置,所述真空導氣主管沿水平方向布置;真空導氣支管的一端氣體導流槽連通,另一端與真空導氣主管連通。
8、需要說明的是,所述多根真空導氣支管的管徑沿抽真空時氣體流動方向遞增。
9、進一步地,所述氣體導流槽包括相互連通的外圍導流槽和內部導流槽。
10、優選地,所述外圍導流槽內嵌塑膠條,所述塑膠條排布與待加工汽車加強梁類產品外形匹配。
11、具體地,所述內部導流槽呈十字型排列,所述內部導流槽與外圍導流槽整體呈日字形排布,且相鄰日字型鄰邊共用。
12、進一步地,所述真空導氣支管出口布置在十字交叉點。
13、進一步地,所述待加工汽車加強梁類產品通過塑膠條與工裝本體之間形成密閉空腔,并通過真空導氣系統及外部真空設備對所述密閉空腔抽真空。
14、優選地,所述汽車加強梁類產品包括底板以及與底板連接的前彎折部、后彎折部、左側凹槽、右側凹槽,所述工裝本體外形包括與產品貼合的左側凸起和右側凸起,塑膠條設置在工裝本體兩側凸起之間的上表面。
15、示例性地,所述切割后處理工裝的材料為6082鋁合金。
16、與現有技術相比,本實用新型至少可實現如下有益效果之一:
17、1、本實用新型通過優化真空導氣管的管徑及排布,保持較高的抽真空效率,同時使抽真空過程中氣體流動均勻,從而保證工裝吸附區域不同位置吸力均勻。
18、2、本實用新型通過優化氣體導流槽的結構布局,采用日字形布局,減少氣體的無效循環,提高抽真空效率,并且日字形布局使抽真空過程中氣體均勻流動,空腔中壓力分布均勻,防止待加工產品在負壓下局部變形或塌陷。
19、3、本實用新型通過控制氣體導流槽的尺寸和數量調整真空吸附面積,調控產品與工裝之間的吸附強度,以適配不同的切削應力及切割工藝,靈活性高。
20、4、本實用新型將待加工產品通過塑膠條與后處理切割工裝組合成密閉空腔,通過真空吸附固定產品,連接穩定,附著力強,不易滑動,提高了切割穩定性,避免了由于產品固定不當造成的分層、毛邊、批絲等切割缺陷。
21、5、本實用新型通過真空吸附的方法實現待加工產品與切割工裝的固定,可以減少裝夾次數,使待加工產品的裝機受力更加均勻,防止受力變形;并且結構簡單,拆裝容易,提高了后處理效率。
22、本實用新型中,上述各技術方案之間還可以相互組合,以實現更多的優選組合方案。本實用新型的其他特征和優點將在隨后的內容中闡述,并且,部分優點可從說明書中變得顯而易見,或者通過實施本實用新型而了解。本實用新型的目的和其他優點可通過文字以及附圖中所特別指出的內容中來實現和獲得。
技術特征:
1.一種高強度碳纖維復合材料汽車加強梁類后處理切割工裝,其特征在于,包括工裝本體、真空導氣系統;
2.根據權利要求1所述的后處理切割工裝,其特征在于,所述真空導氣支管沿豎直方向布置,所述真空導氣主管沿水平方向布置;真空導氣支管的一端氣體導流槽連通,另一端與真空導氣主管連通。
3.根據權利要求2所述的后處理切割工裝,其特征在于,多根真空導氣支管的管徑沿抽真空時氣體流動方向遞增。
4.根據權利要求1所述的后處理切割工裝,其特征在于,所述氣體導流槽包括相互連通的外圍導流槽和內部導流槽。
5.根據權利要求4所述的后處理切割工裝,其特征在于,所述外圍導流槽內嵌塑膠條,所述塑膠條排布與待加工汽車加強梁類產品外形匹配。
6.根據權利要求4所述的后處理切割工裝,其特征在于,所述內部導流槽呈十字型排列,所述內部導流槽與外圍導流槽整體呈日字形排布,且相鄰日字型鄰邊共用。
7.根據權利要求2所述的后處理切割工裝,其特征在于,所述真空導氣支管出口布置在內部導流槽十字交叉點。
8.根據權利要求5所述的后處理切割工裝,其特征在于,所述待加工汽車加強梁類產品通過塑膠條與工裝本體之間形成密閉空腔,并通過真空導氣系統及外部真空設備對所述密閉空腔抽真空。
9.根據權利要求8所述的后處理切割工裝,其特征在于,所述汽車加強梁類產品包括底板以及與底板連接的前彎折部、后彎折部、左側凹槽、右側凹槽,所述工裝本體外形包括與產品貼合的左側凸起和右側凸起,塑膠條設置在工裝本體兩側凸起之間的上表面。
10.根據權利要求1所述的后處理切割工裝,其特征在于,所述后處理切割工裝的材料為6082鋁合金。
技術總結
本技術涉及一種高強度碳纖維復合材料汽車加強梁類后處理切割工裝,屬于新能源汽車零部件技術領域,解決了現有高強度碳纖維復合材料產品后處理切割時分層、毛邊、批絲等缺陷。一種高強度碳纖維復合材料汽車加強梁類后處理切割工裝,包括工裝本體、真空導氣系統;真空導氣系統包括位于工裝本體表面的氣體導流槽,分布在工裝本體內部且與氣體導流槽連通的真空導氣管以及導氣管接頭;真空導氣管包括1根以上的真空導氣支管和1根真空導氣主管,真空導氣支管通過異徑三通與真空導氣主管連接;所述真空導氣主管出口位于工裝本體側壁,通過螺紋與導氣管接頭連接,所述導氣管接頭與外部真空設備連接。實現了高強度碳纖維復合材料產品快速牢固裝夾。
技術研發人員:任明偉,王傳喜,周玉敬,任張毓,胡耀芳
受保護的技術使用者:北京機科國創輕量化科學研究院有限公司德州分公司
技術研發日:20240628
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!