一種成型機刀盤傳動同步帶輪拆卸工裝的制作方法
本技術涉及卷煙成型設備,尤其涉及一種成型機刀盤傳動同步帶輪拆卸工裝。
背景技術:
1、zl29成型機濾棒切割系統中,電機通過同步帶輪、萬向節將運動傳遞至刀盤裝置傳動箱的輸入軸,帶動一對弧齒圓錐齒輪將運動傳至刀盤軸,從而帶動刀盤旋轉,實現刀盤切割功能。
2、如圖3所示,同步帶輪10由沉頭螺釘50通過端蓋40壓緊安裝到軸30上,經過設備長時間運行,將會導致沉頭螺釘50拆卸困難,且同步帶輪10安裝在設備后車身,空間狹小,常規的拆卸工具使用受限。
技術實現思路
1、本實用新型的目的在于提供一種成型機刀盤傳動同步帶輪拆卸工裝,以解決上述背景技術中提出的問題。
2、為達此目的,本實用新型采用以下技術方案:
3、一種成型機刀盤傳動同步帶輪拆卸工裝,包括:
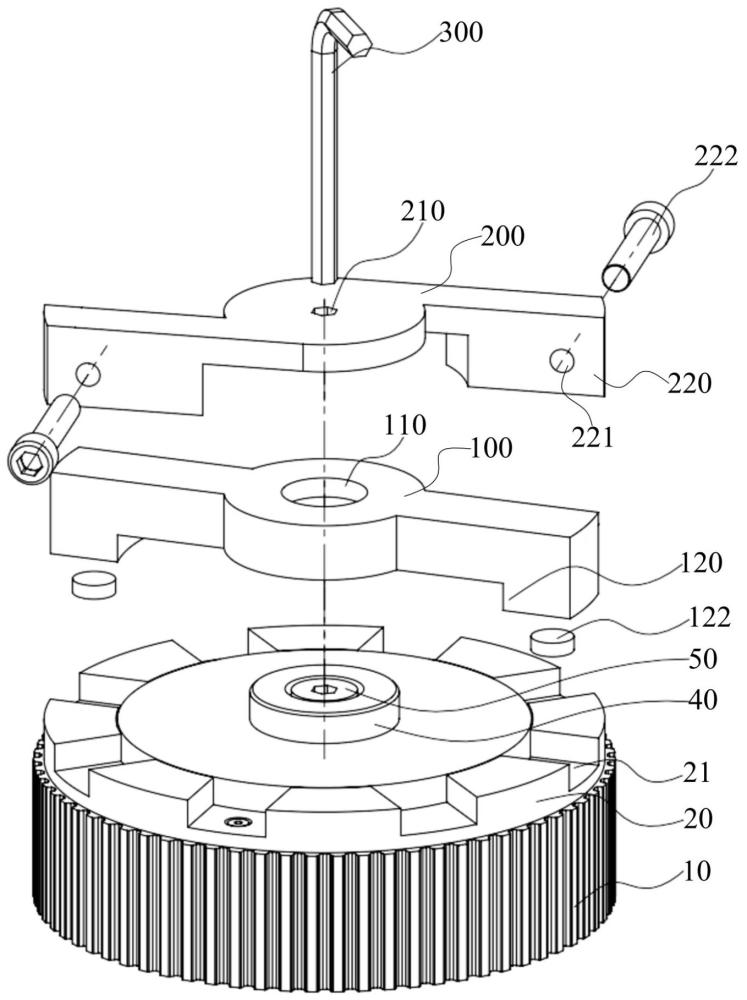
4、固定臂,所述固定臂的中間部位沿豎直方向開設有圓孔,所述固定臂的兩端設置有凸臺,所述凸臺的底部沿豎直方向開設有圓槽,所述圓槽內嵌設有磁鐵;
5、旋轉臂,所述旋轉臂位于所述固定臂的上方,所述旋轉臂的中間部位沿豎直方向開設有與所述圓孔同軸的正六邊形孔,所述旋轉臂的兩端設置有支撐塊,所述支撐塊沿水平方向開設有螺紋孔,所述螺紋孔螺紋連接有螺栓,所述螺栓的端部與所述凸臺的側壁抵接;
6、內六角扳手,所述內六角扳手穿設于所述正六邊形孔和所述圓孔。
7、可選地,所述固定臂的中間部位沿豎直方向開設有與所述圓孔同軸的臺階孔,所述臺階孔位于所述圓孔背離所述正六邊形孔的一端。
8、可選地,所述旋轉臂的中間部位設置有與所述正六邊形孔同軸的圓臺,所述圓臺位于所述正六邊形孔靠近所述圓孔的一端,且所述圓臺與所述圓孔轉動連接。
9、可選地,所述凸臺沿豎直方向向下延伸,所述支撐塊沿豎直方向向下延伸。
10、可選地,所述磁鐵的厚度與所述圓槽的槽深相同。
11、可選地,所述磁鐵為釹鐵硼磁體。
12、本實用新型的有益效果:
13、本實用新型提供的成型機刀盤傳動同步帶輪拆卸工裝,在使用時,由于同步帶輪上安裝有節拍控制器,節拍控制器上均勻分布有八個凹槽,為了避免拆卸沉頭螺釘時同步帶輪跟隨旋轉,固定臂兩端的凸臺卡在節拍控制器上對稱的兩個凹槽中,凸臺通過磁體吸附在節拍控制器上,旋轉臂兩端的支撐塊開設有螺紋孔,螺栓通過螺紋孔旋入支撐塊中,內六角扳手通過正六邊形孔插入沉頭螺釘的六邊形孔中,旋轉臂轉動帶動內六角扳手轉動。拆卸時,將螺栓擰入螺紋孔中,螺栓的端部與凸臺的側壁抵接,持續擰緊螺栓,螺栓將會帶動旋轉臂以固定臂為支撐將旋轉臂頂開,旋轉臂帶動內六角扳手旋轉,內六角扳手擰松沉頭螺釘。該成型機刀盤傳動同步帶輪拆卸工裝能夠實現較輕松地拆卸zl29成型機刀盤傳動同步帶輪,而且結構緊湊,能在空間狹小的zl29成型機后車身內使用。
技術特征:
1.一種成型機刀盤傳動同步帶輪拆卸工裝,其特征在于,包括:
2.根據權利要求1所述的成型機刀盤傳動同步帶輪拆卸工裝,其特征在于,所述固定臂的中間部位沿豎直方向開設有與所述圓孔同軸的臺階孔,所述臺階孔位于所述圓孔背離所述正六邊形孔的一端。
3.根據權利要求1所述的成型機刀盤傳動同步帶輪拆卸工裝,其特征在于,所述旋轉臂的中間部位設置有與所述正六邊形孔同軸的圓臺,所述圓臺位于所述正六邊形孔靠近所述圓孔的一端,且所述圓臺與所述圓孔轉動連接。
4.根據權利要求1所述的成型機刀盤傳動同步帶輪拆卸工裝,其特征在于,所述凸臺沿豎直方向向下延伸,所述支撐塊沿豎直方向向下延伸。
5.根據權利要求1所述的成型機刀盤傳動同步帶輪拆卸工裝,其特征在于,所述磁鐵的厚度與所述圓槽的槽深相同。
6.根據權利要求1所述的成型機刀盤傳動同步帶輪拆卸工裝,其特征在于,所述磁鐵為釹鐵硼磁體。
技術總結
本技術屬于卷煙成型設備技術領域,公開了一種成型機刀盤傳動同步帶輪拆卸工裝,包括固定臂、旋轉臂和內六角扳手,固定臂的中間部位沿豎直方向開設有圓孔,固定臂的兩端設置有凸臺,凸臺的底部沿豎直方向開設有圓槽,圓槽內嵌設有磁鐵;旋轉臂位于固定臂的上方,旋轉臂的中間部位沿豎直方向開設有與圓孔同軸的正六邊形孔,旋轉臂的兩端設置有支撐塊,支撐塊沿水平方向開設有螺紋孔,螺紋孔螺紋連接有螺栓,螺栓的端部與凸臺的側壁抵接;內六角扳手穿設于正六邊形孔和圓孔。該成型機刀盤傳動同步帶輪拆卸工裝能夠實現較輕松地拆卸ZL29成型機刀盤傳動同步帶輪,而且結構緊湊,能在空間狹小的ZL29成型機后車身內使用。
技術研發人員:孫長義,李興勇,趙斌,范美順,周姝,周有華,喻濤,杜文奎,張紅燕
受保護的技術使用者:紅云紅河煙草(集團)有限責任公司
技術研發日:20240712
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!