自動平叉管壓槽切口壓彎機的制作方法
本技術涉及一種自動平叉管壓槽切口壓彎機,屬于機械加工設備領域。
背景技術:
1、平叉是電動車摩托車用來支撐整車重量的重要部件,像u型叉子,所以叫平叉,由于大多采用鐵管加工,所以也叫平叉管。在加工電動車平叉管時,根據裝配和焊接需求,一般需要壓槽、兩頭切口、沖孔和壓彎等工序。傳統技術每個特征均為單獨分步加工,需要壓槽機、切口機、沖孔機和壓彎等設備,需要多個工人操作,不僅設備投資成本大,人工成本高,而且在實際生產中,有些廠家采用外包加工,需要多家工廠協同才能完成,效率低。
技術實現思路
1、本實用新型的目的是為了克服已有技術的缺點,提供一種自動上料和輸送,實現壓槽、切口和沖孔,再切口、壓彎一步加工成型,成本省,效率高的自動平叉管壓槽切口壓彎機。
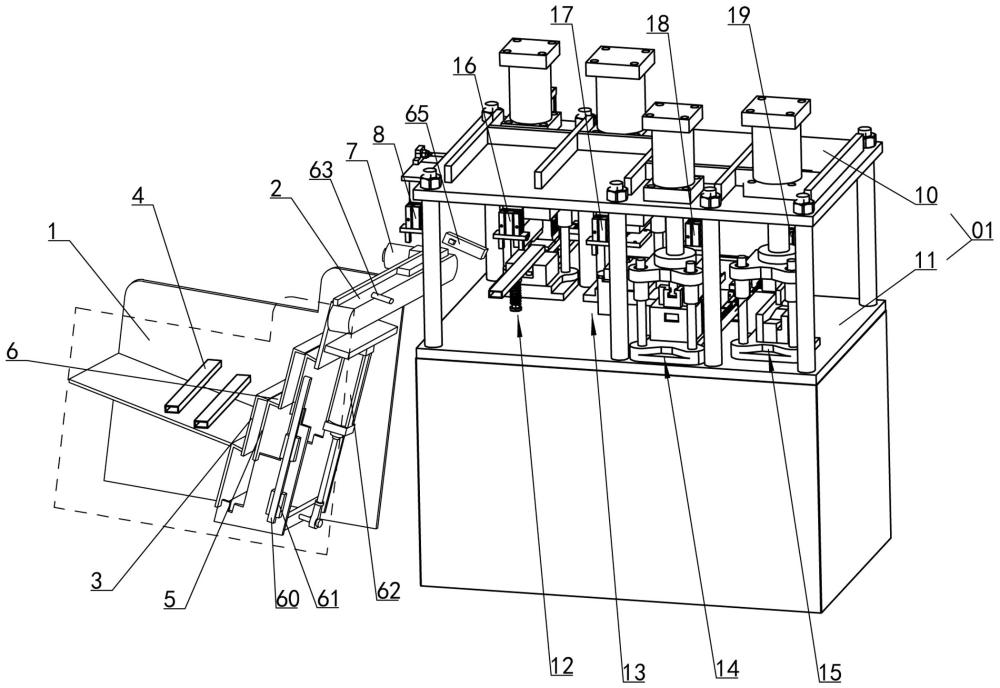
2、本實用新型自動平叉管壓槽切口壓彎機的技術方案是:包括上料機構和成型機構,所述上料機構包括一料斗和輸送帶,料斗中放置工件,料斗中設置2-4個臺階,臺階的背部設置對應的階梯狀升降架,且階梯狀升降架上的每個臺面為傾斜面,并由上料升降結構帶動升降,使最上一個傾斜面與輸送帶相配合,輸送帶由輸送電機帶動運行;
3、所述成型機構包括由上板和底板構成的機架,機架上依次設置壓槽工位、切槽和沖孔工位、切口工位和壓彎工位,并在機架中設置相應的夾件機械手、壓槽機械手、切槽和沖孔機械手、切口機械手和壓彎機械手,所述夾件機械手、壓槽機械手、切槽和沖孔機械手、切口機械手和壓彎機械手對工件進行夾取,且由平移機構和升降組件帶動左右平移和上下升降,所述壓槽工位旁還設置塞片機構,所述切口工位旁設有工件推動機構,所述切口機械手上設有前后移動機構。
4、本實用新型公開了一種自動平叉管壓槽切口壓彎機,工作時,夾件機械手對應在輸送帶的一頭上方,壓槽機械手對應壓槽工位,切槽和沖孔機械手對應切槽和沖孔工位,切口機械手對應切口工位,壓彎機械手對應壓彎工位,工件放置在料斗中,由上料升降結構帶動階梯狀升降架上升,并通過傾斜面一個臺面一個臺面地向上送料,送到最上一個傾斜面,滑落到輸送帶上,輸送電機帶動輸送帶運行,將工件輸送到夾件機械手的下方,再由升降組件和平移機構同時帶動各個機械手作上下升降和左右平移工作,在實際生產中,各個工位上各有相應的工件,各個機械手夾取相應的工件送入下一工位中后,馬上復位,再各個工位對各自的工件進行相應的操作,即對工件分別進行壓槽、切槽和沖孔、切口以及壓彎,當壓彎工序完成后,在上述“送入下一工位”過程中,由壓彎機械手將完成的工件送出機器即可,如此往復循環,得到的成型工件,該工件上具體壓槽、切槽、沖孔、切口和壓彎等特征,可以用于電動車摩托車平叉的裝配。
5、在上述加工過程中,工件一般為方形管件,為了保證壓槽位置的強度,在壓槽工位旁還設置塞片機構,塞片機構是將一塊墊片塞到方形管件的壓槽部位中,再由壓槽工位對其進行壓槽處理。
6、但在上述過程中,由于壓槽、切槽和沖孔在工件的一頭操作,切口和壓彎在工件的另一頭操作,當壓槽、切槽和沖孔完成后,工件送入切口工位中時,需要對工件和切口機械手的位置進行相應的調節,因此在所述的切口工位旁設有工件推動機構,在所述的切口機械手上設有前后移動機構,用于調節工件和切口機械手的位置,便于切口和下一工序的壓彎。
7、本方案各工位和各機械手同步工作,使工件一步加工成型,速度快,效率高,成本省,具有非常有益的積極效果。
8、本實用新型的自動平叉管壓槽切口壓彎機,所述的上料升降結構包括在階梯狀升降架的兩側各設置上料滑條,料斗的兩側壁上各設置上料滑塊,上料滑條與上料滑塊相配合,階梯狀升降架的背部設置上料升降氣缸,上料升降氣缸的氣缸桿連接料斗底部。工作時,由上料升降氣缸帶動階梯狀升降架上下升降,上料滑條與上料滑塊配合,升降順暢。所述的輸送帶的一頭設置上料探頭,輸送帶的另一頭設置光電啟動開關,上料探頭可以檢測工件是否被上料升降機構送到輸送帶上,光電啟動開關控制各個機械手的啟動運行,當輸送帶將工件輸送到夾件機械手的下放時,光電啟動開關檢測到工作,就啟動平移機構和升降組件,帶動各個機械手工作。所述的平移機構包括在上板的底面設置平移滑條和平移氣缸,平移滑條上設置平移滑塊,平移滑塊上設置平移滑板,平移氣缸連接平移滑板,所述夾件機械手、壓槽機械手、切槽和沖孔機械手、切口機械手和壓彎機械手連接在平移滑板下,工作時,由平移氣缸帶動平移滑板左右平移,從而帶動各機械手同步移動;所述的升降組件包括在夾件機械手、壓槽機械手、切槽和沖孔機械手、切口機械手和壓彎機械手上各設置滑臺氣缸,滑臺氣缸連接平移滑板,所述滑臺氣缸為市場上有售,其體積小,精度高,設置在各個機械手上作為升降組件,帶動各個機械手上下升降;所述的前后移動機構包括在平移滑板下設置前后移動滑條和前后移動氣缸,滑臺氣缸上設置前后移動滑塊,前后移動滑塊與前后移動滑條相配合,前后移動氣缸連接滑臺氣缸,工作時,由前后移動氣缸通過滑臺氣缸帶動前后移動滑塊在前后移動滑條上滑動,實現切口機械手前后移動。所述的塞片機構包括在機架旁設置塞片底座,塞片底座中設置塞片槽,塞片槽的上方設置排列支架,排列支架中疊放墊片,墊片與壓槽工位相對應,塞片槽的外側設置塞板,塞片底座的底部設置塞片推動固定板,塞片推動固定板上設置塞片推動滑條,塞片推動滑條上設置塞片推動滑塊,塞片推動滑塊連接塞板,機架的底部設置塞片推動氣缸,塞片推動氣缸連接塞片推動滑塊,并且在機架上還設置工位操作啟動開關,塞片推動氣缸的氣缸桿上還設置啟動推桿,啟動推桿與工位操作啟動開關相配合。塞片放置在排列支架中,最下一塊墊片落入塞片槽中,工作時,由塞片推動氣缸帶動塞板塞入塞片槽中,將墊片從塞片槽中塞入工件中,同時,由啟動推桿帶動工位操作啟動開關啟動,工位操作啟動開關控制各個工位工作。所述的壓槽工位包括在底板上設置壓槽模具和壓槽墊桿,壓槽模具中設有吸鐵石,壓槽墊桿上設有壓槽彈簧,在上板上設置壓槽油缸,壓槽油缸下連接壓槽板,壓槽板下連接壓槽模頭,壓槽模頭與壓槽模具相對應。工作時,工件放置在壓槽模具和壓槽墊桿上,由壓槽油缸帶動壓槽模頭對工件進行壓槽,壓槽模具中設有吸鐵石,可以吸住工件,使工件放置不移位,壓槽墊桿上設有壓槽彈簧,壓槽時起緩沖作用。所述的切槽和沖孔工位包括在底板上設置切槽模塊和切槽墊板,切槽模塊中設置切槽和沖孔,在上板上設置切槽油缸,切槽油缸下連接切槽模板,切槽模板下連接切槽頭和沖孔頭,切槽頭與切槽相對應,沖孔頭與沖孔相對應。工作時,工件放置在切槽模塊和切槽墊板上,由切槽油缸帶動切槽頭和沖孔頭對壓槽后的工件進行切槽和沖孔。所述的切口工位包括在底板上設置切口模塊和切口墊板,切口模塊中設置切口模腔,在上板上設置切口油缸,切口油缸下連接切口模頭,切口模頭下連接切口模刀,切口模刀與切口模腔相配合;所述的工件推動機構包括在底板上設置推動氣缸和推動滑條,推動滑條上設置推動滑塊,推動氣缸連接推動滑塊,推動滑塊上設置推動桿,推動桿與切口墊板相對應。工作時,工件放置切口墊板上,由推動氣缸帶動推動桿將工件的一頭推入切口模塊的切口模腔中,再切口油缸帶動切口模刀對工件進行切口,切口時,推動桿一直頂在工件的另一頭上,防止工件在切口時跳動移動,使切口工整,當切口完成后,由上述的前后移動機構帶動切口機械手先將工件從切口模腔中退出,再由上述的平移機構帶動送入下一工位。所述的壓彎工位包括在底板上設置壓彎凹模和壓彎墊桿,壓彎墊桿上設置壓彎彈簧,在上板上設置壓彎油缸,壓彎油缸下連接壓彎凸模,壓彎凸模與壓彎凹模相對應。工作時,工件放置在壓彎凹模和壓彎墊桿上,由壓彎油缸帶動壓彎凸模對工件進行壓彎,壓彎墊桿上設置壓彎彈簧,在壓彎時起緩沖作用。
- 還沒有人留言評論。精彩留言會獲得點贊!