一種電流式鈑金燙平工具的制作方法
本技術涉及涉及汽車后市場鈑金維修,特別涉及一種電流式鈑金燙平工具。
背景技術:
1、現行方式中,汽車鈑金修復工作進行時,為了使凹陷的表面平整,一般使用鈑金修復機在工件便面上焊接一個介子,并通過外力拉拔介子的方式,把凹陷部位拉出來,但在實際操作時,拉拔出來的部位并不平整,每一個焊接介子部位都會高于原工件表面,如此,后續的操作過程需要用一個打磨機,把凸起部位打磨平整,但是這種打磨操作,會使原凸起的部位鈑金變薄,甚至磨出漏點。
技術實現思路
1、本實用新型要解決現有技術中焊接工件介子凸起在需要機械打磨會產生工件變薄的技術問題,提供一種電流式鈑金燙平工具。
2、為了解決上述技術問題,本實用新型的技術方案具體如下:
3、一種電流式鈑金燙平工具,包括:
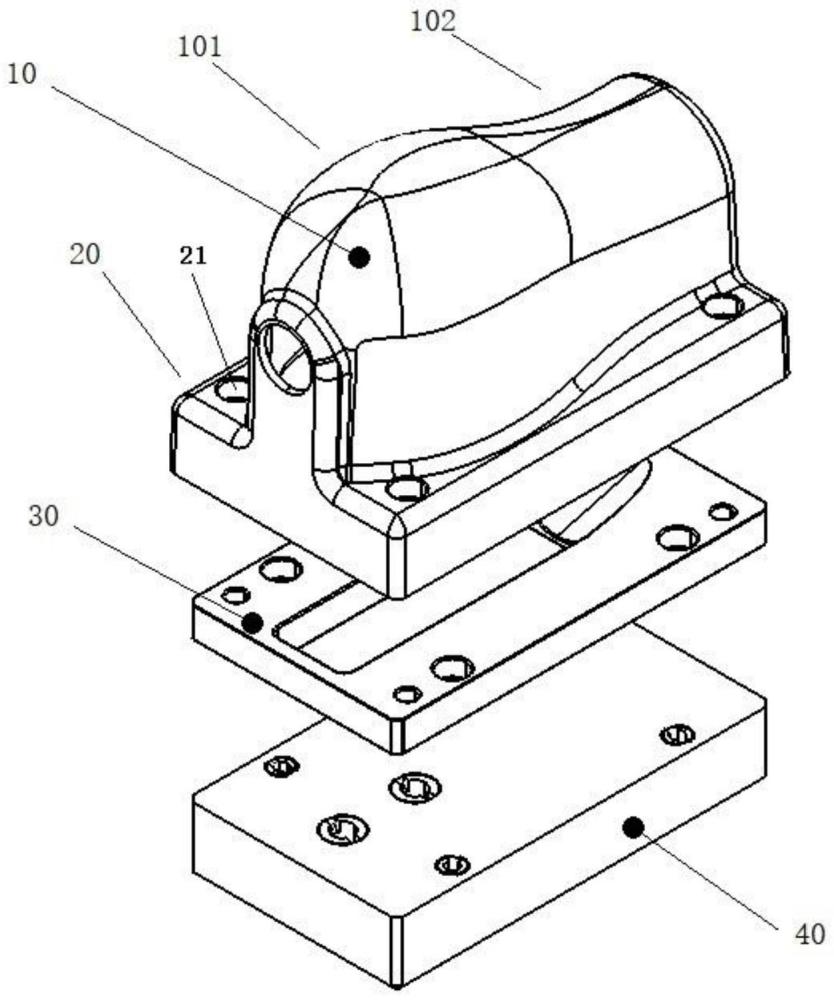
4、絕緣手柄,其構造出一呈球弧形的前抓握端以及一連接所述前抓握端的后貼合端;
5、所述絕緣手柄下方連接一手柄座;
6、所述手柄座通過螺釘可拆卸地連接一能夠絕熱絕緣的緩沖板和石墨板;
7、其中,所述緩沖板的材質為陶瓷;
8、所述螺釘上能夠連接導電線纜的凸耳,具有所述凸耳的導電線纜連接一低壓直流電源,該低壓直流電源的另一端通過一導電夾夾持在工件上;
9、當所述石墨板接觸所述工件時,該低壓直流電源放電,以使得所述石墨板與工件的接觸點作為電阻加熱,使得工件的凸起點軟化回落,以平整工件的表面。
10、具體地,所述低壓直流電源配置的額定電壓為8v,額定電流3000a。
11、具體地,所述手柄座上開設有對位孔;
12、所述緩沖板上設置有連接孔;
13、所述石墨板上設置有與所述連接孔對應的對接孔。
14、具體地,所述對位孔、所述連接孔為通孔;
15、所述對位孔、所述連接孔、所述對接孔均為螺紋孔;
16、所述螺釘螺接在所述對位孔、所述連接孔、所述對接孔上。
17、具體地,所述凸耳布置在所述所述緩沖板和所述手柄座之間,以連接所述螺釘的徑向。
18、具體地,所述緩沖板上開設有沿長度方向布置的條形槽,所述條形槽的一端形呈一弧形坡。
19、本實用新型具有以下的有益效果:
20、本技術方案的優勢在于,不再采用機械的方式對于介子凸起進行打磨,通過電流加熱的辦法軟化金屬介子,并可手動施加壓力燙平工件1的表面,實現平整。
技術特征:
1.一種電流式鈑金燙平工具,其特征在于,包括:
2.如權利要求1所述的電流式鈑金燙平工具,其特征在于,所述低壓直流電源(60)配置的額定電壓為8v,額定電流3000a。
3.如權利要求2所述的電流式鈑金燙平工具,其特征在于,所述手柄座(20)上開設有對位孔(21);
4.如權利要求3所述的電流式鈑金燙平工具,其特征在于,所述對位孔(21)、所述連接孔(31)為通孔;
5.如權利要求4所述的電流式鈑金燙平工具,其特征在于,所述凸耳(51)布置在所述所述緩沖板(30)和所述手柄座(20)之間,以連接所述螺釘(410)的徑向。
6.如權利要求5所述的電流式鈑金燙平工具,其特征在于,所述緩沖板(30)上開設有沿長度方向布置的條形槽(301),所述條形槽(301)的一端形呈一弧形坡(302)。
技術總結
本技術涉及涉及汽車后市場鈑金維修技術領域,特別涉及一種電流式鈑金燙平工具,解決現有技術中焊接工件介子凸起在需要機械打磨會產生工件變薄的技術問題,絕緣手柄下方連接一手柄座;手柄座通過螺釘可拆卸地連接一能夠絕熱絕緣的緩沖板和石墨板;緩沖板的材質為陶瓷;螺釘上能夠連接導電線纜的凸耳,具有凸耳的導電線纜連接一低壓直流電源,該低壓直流電源的另一端通過一導電夾夾持在工件上;當石墨板接觸工件時,該低壓直流電源放電,以使得石墨板與工件的接觸點作為電阻加熱,使得工件的凸起點軟化回落,以平整工件的表面。
技術研發人員:趙瑛慧,史名湖,陳麒文
受保護的技術使用者:奧萊特汽車科技有限公司
技術研發日:20240430
技術公布日:2025/3/20
- 還沒有人留言評論。精彩留言會獲得點贊!