一種彩涂板激光加工設備及其控制系統的制作方法
本發明涉及彩涂板激光加工,具體為一種彩涂板激光加工設備及其控制系統。
背景技術:
1、彩涂板激光加工是一種利用激光技術對彩涂板進行切割、打孔、雕刻、焊接和清洗類加工操作的工藝。
2、如公開號為cn113210875b的“彩涂板的激光焊接方法及系統”,包括如下步驟:步驟一,將兩塊待焊彩涂板拼接在一起;步驟二,利用激光使拼縫附近的板彩涂層燃燒,形成彩涂熔渣,擦拭去除所述彩涂熔渣,使彩涂層下方的鍍鋅層得以露出;步驟三,激光去除露出的鍍鋅層;步驟四,通過激光焊接方式將兩塊待焊彩涂板焊連。
3、但現有技術中,激光加工過程中,當激光功率設置不當,超過了涂層所能承受的溫度極限,涂層中的有機成分會發生碳化反應,導致顏色變黑或變深,影響彩涂板的美觀度,而目前激光加工裝置對于激光輸出功率的控制存在一定的誤差,并且輸出方式無法進行切換,就導致在實際加工的時候無法完成切割、焊接和清洗的工作,而不同的加工方式就需要有特定的固定方式,而在這個過程中,彩涂板的穩定性對于最終的加工質量起著至關重要的作用,而在進行激光切割的過程中,彩涂板與激光接觸的部位溫度較高,此時對彩涂板的固定就會導致已經分離的彩涂板繼續保持接觸狀態,而此時切割部位的彩涂板為熔融狀態,就容易出現彩涂板重新連接在一起的問題。
技術實現思路
1、本發明的目的在于提供一種彩涂板激光加工設備及其控制系統,以解決上述背景技術提出的當激光功率設置不當,超過了涂層所能承受的溫度極限,涂層中的有機成分會發生碳化反應,導致顏色變黑或變深,影響彩涂板的美觀度,而目前激光加工裝置對于激光輸出功率的控制存在一定的誤差,并且輸出方式進行無法切換,就導致在實際加工的時候無法完成切割、焊接和清洗的工作的問題。
2、為實現上述目的,本發明提供如下技術方案:一種彩涂板激光加工設備,包括加工臺,所述加工臺內部設置有對稱布置的固定組件,所述加工臺的頂部轉動連接有蓋板,所述加工臺的一側固定安裝有控制器,所述控制器用于控制激光的輸出功率;
3、所述固定組件包括第一連接板和第二連接板,所述第一連接板和第二連接板對稱分布在加工臺的兩側,所述第一連接板的一側和第二連接板的一側均固定安裝有限位板,所述限位板搭接在加工臺的內部,所述第一連接板的一端和第二連接板的一端均固定連接有彎折桿,所述彎折桿的另一端固定連接有齒桿,兩根所述齒桿呈上下對稱狀態水平布置,兩根所述齒桿之間嚙合連接有調節組件。
4、優選的,所述調節組件包括定位殼和減速電機,兩根所述齒桿均滑動連接在定位殼的內部,且齒桿貫穿定位殼,所述減速電機固定安裝在加工臺一側的底部。
5、優選的,所述減速電機的輸出端固定連接有帶傳動組件,所述帶傳動組件中的一個皮帶輪轉動安裝在定位殼的殼體上,所述帶傳動組件皮帶輪的軸部一端固定連接有銜接齒輪,所述銜接齒輪與兩根所述齒桿之間嚙合連接。
6、優選的,所述定位殼的兩端均固定安裝有支撐板,所述齒桿搭接在支撐板的拐角處。
7、優選的,所述加工臺的外壁上固定安裝有導向桿,所述第一連接板和第二連接板的兩端均滑動連接在導向桿的外壁上,所述導向桿的端頭處固定安裝有阻擋板。
8、優選的,所述加工臺的內部固定安裝有加固框架,所述加固框架兩側的上表面均固定安裝有導軌,所述導軌的上表面滑動連接有橫桿,所述橫桿與導軌之間相互垂直,且橫桿的一端固定安裝有第一伺服電機,所述橫桿的上表面滑動連接有光纖激光器,所述光纖激光器外殼的一側固定安裝有第二伺服電機,所述加工臺的內部固定安裝有接料臺,所述接料臺的上表面固定安裝有支撐桿。
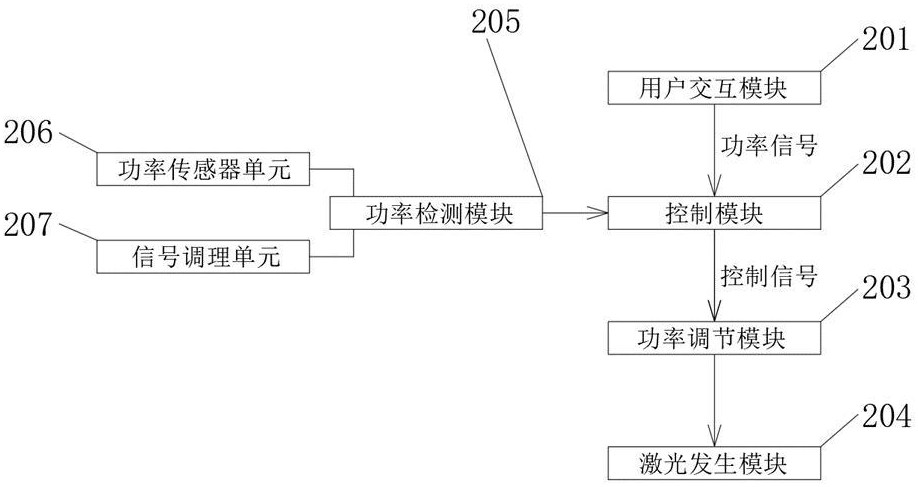
9、一種彩涂板激光加工設備的控制系統,包括用戶交互模塊、控制模塊、功率調節模塊、激光發生模塊、功率檢測模塊;
10、所述用戶交互模塊用于輸入目標激光功率值指令,并將功率信號發送給控制模塊,同時顯示系統當前的激光功率狀態信息;
11、所述控制模塊用于接收用戶交互模塊傳來的功率值指令,功率值指令根據加工需求進行設置,并等待功率檢測模塊傳來的激光功率數據,將功率檢測模塊傳來的信號,與預設的功率值指令進行比較,將比較結果代入控制算法計算出需要調節的控制量,然后發出控制信號給功率調節模塊;
12、所述功率調節模塊用于依據控制模塊傳來的控制量,對激光發生模塊的工作參數進行調整;
13、所述激光發生模塊用于產生激光束對彩涂板進行加工,且激光束一部分被功率檢測模塊采集;
14、所述功率檢測模塊包括功率傳感器單元和信號調理單元,所述功率傳感器單元用于實時測量彩涂板接收到的激光功率,所述信號調理單元用于對功率傳感器單元輸出的信號進行放大、濾波處理,并將處理后的測量信號傳輸給控制模塊。
15、優選的,所述控制模塊包括以下步驟:
16、s1、開始:啟動系統,對功率傳感器單元進行初始化設置;
17、s2、設定目標功率:輸入期望的激光功率值后光纖激光器輸出激光;
18、s3、實時檢測功率:功率檢測模塊檢測當前激光輸出功率;
19、s4、計算功率誤差:比較當前功率和目標功率,計算出誤差并進行判斷,誤差在可接受范圍內,轉到“保持當前輸出”,誤差超出范圍,轉到“調整輸出”并發送調整指令。
20、優選的,所述控制模塊中控制算法包括以下內容:
21、設定三個參數、和,其中為比例系數,為積分系數,為微分系數,三個參數根據加工的目標進行調整,在加工的過程中,持續設置多個采樣周期;
22、通過公式一:計算出當前的功率誤差;
23、通過公式二:計算出比例項輸出;
24、通過公式三:計算出積分項輸出;
25、通過公式四:計算出微分項輸出;
26、通過公式五:計算出控制信號調整量;
27、將控制信號調整量轉換為實際的控制信號輸出到功率調節模塊,以調整激光發生模塊的功率輸出功率,不斷重復上述步驟,實現對功率的實時動態調整;
28、公式一中的為目標功率值,為第個采樣時刻的實際功率值,公式三中為上一個采樣時刻的積分項輸出,公式四中為上一個采樣時刻的功率誤差。
29、優選的,所述激光發生模塊還包括模式切換單元、光學聚焦單元、運動控制單元和氣體供應單元;
30、所述模式切換單元用于同時控制光學聚焦單元、運動控制單元和氣體供應單元,根據指令控制光纖激光器的工作模式、光學聚焦單元的參數調整、運動控制單元的運動模式以及氣體供應單元的氣體切換;
31、所述光學聚焦單元包括聚焦鏡、間距調節器、擴束器、勻光器和光束模式變換器,聚焦鏡用于將激光束聚焦到工件表面,間距調節器用于調整聚焦鏡的位置,光束模式變換器用于將激光束整形成特定形狀,擴束器用于將激光束擴束,勻光器用于保證激光能量均勻的作用在工件表面,光束模式變換器用于將多模激光轉換為基模激光,將基模光束轉換為高階模光束;
32、所述運動控制單元用于控制第一伺服電機和第二伺服電機,驅動橫桿在x軸和z軸方向移動,對工件不同的位置進行加工;
33、所述氣體供應單元包括氣體存儲容器、壓力傳感器、電磁切換閥和流量計,氣體存儲容器配備氬氣和氧氣,壓力傳感器安裝在管道中,用于將壓力信號反饋給模式切換單元,電磁切換閥用于控制閥門的開閉,切換不同的氣體,流量計用于控制氣體流量。
34、與現有技術相比,本發明的有益效果是:
35、1、本發明中,通過設置控制模塊來調整激光的輸出功率,在實際使用的時候,通過定時檢測射到彩涂板上的激光的功率,同時結合實際輸入的功率值指令,通過計算得出控制量,然后對激光的輸出功率進行自動調整,從而保證激光不會破壞彩涂板表面的涂層,同時每次計算都會將之前的測量數據代入計算公式,保證每次的調整量都會將之前的數據作為參照,以此來保證調整數據的準確性,通過根據加工需求與實際情況對激光的輸出功率進行調整,在進行切割、焊接和清洗時都可以起到保護彩涂板的作用。
36、2、本發明中,設置模式切換單元來調整激光的輸出模式,使得此裝置可以對彩涂板進行焊接、切割和清洗操作,其中光學聚焦單元用于調整激光的間距,在進行焊接時,調整光斑的大小和能量密度,適合不同厚度的彩涂板,在進行切割時,將激光束整形成特定形狀,并保證激光能量會集中在切割線上,而在清洗的時候,擴束器可以將光束擴大,從而擴大單次的清洗面積,這些方式都能夠提升加工效率與質量。
37、3、本發明中,通過設置一個固定程度可以自由控制的固定組件,在進行切割的時候,第一連接板和第二連接板向加工臺的兩側移動,達到快速釋放彩涂板的目的,從而在切割過程中避免彩涂板接觸的過于緊密,以防止彩涂板重新連接在一起的問題發生,而在進行焊接的時候,第一連接板和第二連接板可以同時向加工臺的中心處移動,從而兩側對彩涂板進行固定,使兩塊彩涂板穩定接觸到一起,從而保證了焊接的質量,并且此方式可以同樣適用于激光清洗彩涂板,使得此裝置能夠進行激光切割、焊接和清洗的加工方式,擴大了單個裝置的可加工范圍。
- 還沒有人留言評論。精彩留言會獲得點贊!