一種基于能量虹吸效應的厚板激光-電弧互補式復合焊接裝置與方法
本發明屬于激光焊接,尤其涉及一種基于能量虹吸效應的厚板激光-電弧互補式復合焊接裝置與方法。
背景技術:
1、電弧焊接是最為常用的焊接方法之一。該方法設備成本低、工藝適應性強,但由于其能量密度相對較低,熱輸入大,容易導致工件產生較大的熱影響區和焊接變形。特別是在中厚板焊接時,往往需要進行多層多道焊接,不僅工作效率低下,而且容易產生層間夾渣、未熔合等缺陷。激光焊接具有能量密度高、熱影響區小、變形小等優勢。但該方法也存在明顯不足:一方面,激光設備投資成本高昂;另一方面,在中厚板焊接時,由于激光能量沿深度方向逐漸衰減,常出現根部熔深不足、熔合不良等問題,同時匙孔的穩定性也難以保證。為了克服單一熱源焊接的局限性,激光-電弧復合焊接技術應運而生。該技術采取激光和電弧協同作用:電弧熱源可以預熱工件,提高激光能量的吸收效率;激光的深熔特性則保證了良好的焊接熔深。在激光電弧復合焊接中,所謂的“能量虹吸效應”并不是一個常見的術語,但可以理解為激光與電弧之間相互作用時的能量轉移和利用現象。其中復合焊接設備中所使用的送絲結構尤為重要,送絲的位置決定了焊接成品的質量。
2、然而現有技術存在一些問題:激光電弧復合焊接設備在進行焊接工作的時候,設備上所配合使用的送絲機構只能夠單獨單方向放置焊絲,在焊接縫隙寬度較寬的板材時,需要送絲機構配合焊接槍進行擺動焊接,使焊絲在焊接過程中沿著縫隙的寬度方向擺動,從而更均勻地填充縫隙,這就導致電弧焊接和激光焊接時會出現焊接位置偏移,導致焊接質量下降,存在一定的局限性,因此我們提出一種基于能量虹吸效應的厚板激光-電弧互補式復合焊接裝置與方法。
技術實現思路
1、針對現有技術存在的問題,本發明的目的是提供一種基于能量虹吸效應的厚板激光-電弧互補式復合焊接裝置與方法,通過反復驅動組件、彎曲組件、傳動組件和下壓組件的相互配合,在不影響電弧激光焊接機構焊接工作的情況下,還可以有效的提高送絲的均勻性,從而有效的提高焊接質量,同時適用于根據不同焊件以及不同焊接間隙,從而有效的提高電弧激光復合焊接設備的實用性。
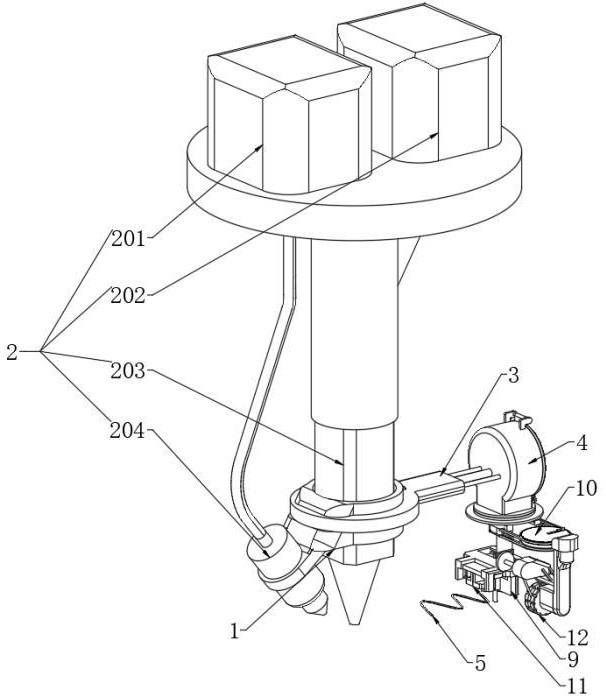
2、本發明是這樣實現的,一種基于能量虹吸效應的厚板激光-電弧互補式的復合焊接裝置,包括復合焊接機構和送絲輪,所述復合焊接機構由電弧焊機、大功率激光器、激光焊接頭和電弧焊槍組成,所述大功率激光器與激光焊接頭相互配合使用,所述電弧焊機與電弧焊槍相互配合使用,所述激光焊接頭外側固定套設有安裝套,所述電弧焊槍通過安裝套設置于激光焊接頭一側,所述安裝套外側遠離電弧焊槍的一端活動連接有送絲殼,所述送絲輪設置于送絲殼內部,還包括:
3、反復驅動組件,所述反復驅動組件設置于送絲殼底部,所述送絲殼底部活動連接有送絲管,所述送絲管與反復驅動組件傳動連接,從而送絲管通過反復驅動組件在送絲殼底部反復水平運動設置;
4、傳動組件,所述傳動組件與反復驅動組件傳動連接,且傳動組件與送絲殼活動連接,所述傳動組件用于支撐送絲殼,所述送絲殼底部對應設置有定位座,且定位座與傳動組件固定連接;
5、彎曲組件,所述彎曲組件設置于定位座一側,所述彎曲組件由兩組調節桿和彎曲機構組成,所述彎曲機構與送絲管傳動連接,兩組所述調節桿均與彎曲機構傳動連接,從而兩組調節桿均通過彎曲機構相互靠近或遠離;
6、下壓組件,所述下壓組件設置于定位座另一側,所述下壓組件與傳動組件傳動連接,從而下壓組件通過傳動組件在定位座另一側升降運動設置。
7、可選地,所述反復驅動組件包括連接座和移動套,所述連接座轉動安裝于送絲殼底部,所述送絲殼一側的下端通過螺紋連接有緊固螺栓,所述連接座通過緊固螺栓與送絲殼相互固定設置,所述連接座呈中空設置,所述送絲管位于連接座內部,連接座底部兩端均固定安裝有定位殼,兩組所述定位殼相對側均開設有滑動槽,兩組所述滑動槽內部均滑動連接有滑動座,所述移動套固定安裝于兩組滑動座之間,且移動套固定套設于送絲管外側。
8、可選地,所述反復驅動組件還包括兩組轉動盤,兩組所述轉動盤外側均轉動套設有定位套,且定位套與定位殼固定連接,兩組所述轉動盤之間設置有換向齒輪組,從而兩組轉動盤通過換向齒輪組相反轉動設置,兩組所述轉動盤相互遠離的一側的一端均轉動連接有連接桿,且兩組連接桿的一端分別于兩組滑動座轉動連接,且連接桿一端貫穿定位殼外側至滑動槽內部。
9、可選地,兩組所述轉動盤相互遠離的一側均開設有滑槽,且滑槽內部滑動連接有調節滑板,所述調節滑板一側的一端開設有螺紋孔,且螺紋孔內部通過螺紋連接有固定螺栓,從而調節滑板通過固定螺栓與轉動盤相互固定設置,所述連接桿另一端轉動安裝于調節滑板一側的另一端。
10、可選地,所述傳動組件包括移動輪和固定殼,所述固定殼與定位套固定連接,所述固定殼一側的下端開設有傳動槽,所述傳動槽內部設置有第二同步機構,所述固定殼一側的下端設置有變速齒輪組,且變速齒輪組設置于第二同步機構和移動輪之間,從而移動輪通過變速齒輪組與第二同步機構傳動連接,所述第二同步機構上端傳動連接有錐齒傳動機構,所述錐齒傳動機構設置于傳動槽內部,且錐齒傳動機構端部傳動連接有傳動齒輪,所述固定殼一側的上端開設有對接槽,且對接槽內部與傳動槽內部相通,所述傳動齒輪轉動安裝于對接槽內部,其中一組轉動盤外側一周開設有多組齒槽,且其中一組轉動盤通過齒槽與傳動齒輪嚙合連接。
11、可選地,所述彎曲機構包括承載座和驅動齒輪,所述承載座固定安裝于定位座一側,所述承載座內部開設有驅動槽,所述驅動齒輪轉動安裝于驅動槽內部中心,且驅動齒輪兩側均嚙合連接有調節齒板,兩組所述調節齒板均滑動安裝于驅動槽內部,且兩組調節齒板相互遠離的一端分別與兩組調節桿固定連接,兩組調節桿的下端呈同一水平設置。
12、可選地,其中一組調節齒板一端固定安裝有聯動桿,且聯動桿一端貫穿驅動槽內部至承載座外側,所述聯動桿一端固定安裝有聯動套,所述聯動套固定套設于送絲管外側,所述定位座上表面一端開設有穩定孔,且穩定孔內部滑動連接有穩定套,所述穩定套固定套設于送絲管外側,所述送絲輪外側纏繞連接有焊絲,且焊絲一端依次穿過送絲殼內部、連接座內部和送絲管內部至定位座底部。
13、可選地,所述下壓組件包括兩組壓板和升降座,所述定位座另一側的兩端均固定安裝有側裝板,所述升降座滑動安裝于兩組側裝板之間,且升降座底部開設有調節槽,所述調節槽內部一端轉動連接有調節輪,所述調節輪一側中心固定安裝有雙向絲桿,所述雙向絲桿一端轉動安裝于調節槽內部另一端,且兩組壓板上端均通過螺紋連接于雙向絲桿外側,兩組所述壓板呈對稱設置。
14、可選地,所述移動輪外側中心開設有同步槽,所述固定殼外側固定安裝有安裝殼,且安裝殼底部開設有連接槽,所述連接槽內部設置有第一同步機構,且第一同步機構通過同步槽與移動輪傳動連接,所述第一同步機構端部傳動連接有傳動桿,所述傳動桿一端固定安裝有旋轉盤,所述旋轉盤一側的一端固定安裝有連接軸,所述升降座一端貫穿其中一組側裝板一側至另一側,且升降座一端固定安裝有升降板,所述升降板上表面一端固定安裝有中空殼,所述連接軸活動設置于中空殼內部。
15、一種電弧互補式的復合焊接方法,采用上述的一種基于能量虹吸效應的厚板激光-電弧互補式的復合焊接裝置,包括如下步驟:
16、步驟一:依次打開電弧焊機、激光發生器,并在送絲殼內安裝送絲輪;
17、步驟二:將焊絲一端依次穿過送絲殼內部、連接座內部和送絲管內部至定位座底部,同時將兩組調節桿分別調整至焊絲兩側,并將焊絲即將熔化的一段,根據焊件間隙寬度彎曲呈蛇形狀態;
18、步驟三:根據焊接位置調節電弧焊槍的高度;
19、步驟四:根據焊件間隙寬度,結合待焊母材尺寸確定離焦量、激光功率及電弧焊機的送絲速度、焊接電流、焊接電壓;
20、步驟五:依據設置的離焦量和送絲速度,依次調整激光焊接頭和電弧焊槍的角度和位置;
21、步驟六:根據焊件間隙寬度調整變速齒輪組,實現調整送絲管的反復水平移動速度,同時根據焊件間隙寬度調整連接桿另一端在轉動盤上的位置,并保證移動輪在焊件上表面進行接觸,確保移動輪可以在焊件上移動;
22、步驟七:操作啟動大功率激光器和電弧焊機,開始激光電弧同步焊接。
23、與現有技術相比,本發明的有益效果是:
24、1、通過反復驅動組件和彎曲組件的相互配合,實現焊絲在送絲的時候,焊絲可以被進行反復折彎,從而可以均勻的填補在焊件空隙內,因此,無需擺動電弧焊槍進行調整送絲位置,從而進一步的提高電弧激光復合焊接的質量。
25、2、通過下壓組件的設計,下壓組件可以對彎曲完成的焊絲進行下壓定型,避免彎曲后的焊絲發生回彈,從而保證了焊絲彎曲后的定型,確保提高電弧激光復合焊接的質量。
26、3、通過傳動組件的設計,傳動組件接觸在焊件上表面,隨著電弧焊槍和激光焊接頭的移動,移動輪進行滾動,從而可以驅動反復驅動組件,實現無電力彎曲焊絲,因此,在提高焊接質量的同時,也節省了一定的電力成本。
27、4、通過傳動組件分別與下壓組件和反復驅動組件傳動連接的設計,移動輪在滾動的同時,同時驅動下壓組件和反復驅動組件,可以確保下壓組件和反復驅動組件同步運動,從而可以保證了彎曲后焊絲的快速定型。
28、5、通過變速齒輪組的設計,可以根據焊件間隙的深度,調整移動輪傳動反復驅動組件的頻率,從而保證了焊絲彎曲在不同焊件間隙內的均勻性。
29、通過以下參照附圖對本發明的示例性實施例的詳細描述,本發明的其它特征及其優點將會變得清楚。
- 還沒有人留言評論。精彩留言會獲得點贊!