一種離心壓縮機蝸殼鑄造裝置及其鑄造方法與流程
本發明涉及鑄造加工,尤其涉及一種離心壓縮機蝸殼鑄造裝置及其鑄造方法。
背景技術:
1、砂型鑄造是指在砂型中生產鑄件的鑄造方法,它使用型砂(由原砂、黏土和水等按一定比例混合而成)構成鑄型,并將液化材料(如熔融金屬)倒入專門設計的模具型腔中,待其冷卻凝固后取出,進行后續處理或用作最終產品。
2、由于離心壓縮機蝸殼的體積較大,通常在鑄造生產時,采用砂型鑄造的方式,現有的鑄造裝置在使用的過程中,存在一定的缺陷,例如現有的鑄造裝置通常采用煉制爐來對金屬物料等進行熔融,然后將熔融完成的金屬液體傾倒至轉接桶內完成金屬液體的轉移,通過轉接桶來對砂型件進行澆注加工,但是現有的鑄造裝置不方便對煉制爐進行定量上料操作。
技術實現思路
1、本發明的目的是為了解決現有技術中存在的問題:
2、現有的鑄造裝置不方便對煉制爐進行定量上料操作。
3、而提出的一種離心壓縮機蝸殼鑄造裝置及其鑄造方法。
4、為達到上述目的,本發明采用了下列技術方案:
5、一種離心壓縮機蝸殼鑄造裝置,包括輸送架,所述輸送架的內壁上轉動設置有多個輸送輥,輸送架的兩側均固定有側邊安裝架,兩個側邊安裝架之間轉動設置有煉制爐,兩個側邊安裝架之間固定有中間連接架,中間連接架的上方傾斜設置有承裝框,承裝框靠近煉制爐的一側設置為開口狀,承裝框的一側轉動設置有封堵板,中間連接架與承裝框之間設置有稱重組件。
6、作為本發明的進一步技術方案,所述稱重組件包括固定于中間連接架上端面的壓力傳感器,壓力傳感器的上端面固定有固定座,固定座與承裝框之間固定有多個連接座。
7、作為本發明的進一步技術方案,所述封堵板的兩側均固定有異形擋料板,異形擋料板與承裝框的外側壁滑動連接。
8、作為本發明的進一步技術方案,每個所述異形擋料板靠近固定座的一側均鉸接有拉繩,固定座的上端面對稱固定有兩個安裝塊,每個安裝塊的側壁上均轉動設置有卷繞筒,拉繩遠離異形擋料板的一端與卷繞筒的內壁固定連接,固定座上設置有配合卷繞筒轉動使用的驅動單元。
9、作為本發明的進一步技術方案,所述驅動單元包括固定于固定座上端面的雙軸電機,雙軸電機的兩個驅動軸上均固定有轉動軸,每個轉動軸遠離雙軸電機的一端均轉動貫穿安裝塊并與卷繞筒的末端固定連接。
10、作為本發明的進一步技術方案,兩個所述側邊安裝架的內壁上均固定有驅動座一,煉制爐轉動設置于兩個驅動座一之間。
11、作為本發明的進一步技術方案,所述輸送架的上方活動設置有安裝側板,安裝側板靠近煉制爐的一側對稱固定有兩個驅動座二,兩個驅動座二之間轉動設置有轉接桶,安裝側板的一側設置有配合安裝側板使用的豎向平移組件、橫向平移組件和升降組件。
12、作為本發明的進一步技術方案,所述豎向平移組件包括活動設置于輸送架上方的豎向電動滑軌,豎向電動滑軌上活動設置有電動滑塊一,電動滑塊一的上端面固定有連接臂,安裝側板固定于連接臂的末端。
13、作為本發明的進一步技術方案,所述橫向平移組件包括兩個活動設置于輸送架上方的橫向電動滑軌,每個橫向電動滑軌上均滑動設置有電動滑塊二,豎向電動滑軌固定于兩個電動滑塊二的上端面,所述升降組件包括設置于輸送架兩側的多個液壓桿,每個液壓桿伸縮端的末端均與對應橫向電動滑軌的下端面固定連接。
14、一種離心壓縮機蝸殼鑄造方法,該方法的具體操作步驟為:
15、步驟一,外設的傾斜上料機將所需的物料投送至承裝框內,當承裝框內的物料達到所需重量時,封堵板的上端朝向煉制爐翻轉打開,承裝框內的物料,在重力的作用下,通過封堵板的導送滾落至煉制爐內;
16、步驟二,煉制爐對落入到內部的物料進行熔煉,然后將生成的金屬液體傾倒至轉接桶內,然后轉接桶將承接的金屬液體,傾倒至輸送輥輸送過來的砂型件的澆筑口內,當澆筑完畢后,輸送輥對該砂型件繼續輸送,避免影響下一個砂型件的澆筑;
17、步驟三,等待砂型件內的金屬液體冷卻成型,然后進行落砂和修整加工。
18、本發明的有益效果:
19、1、在使用時,將需要熔煉的物料通過外設的傾斜上料機投送到承裝框內,在此過程中,稱重組件對承裝框和承裝框內的物料進行實時稱重反饋,當承裝框內的物料達到所需重量時,傾斜上料機停止上料,此時封堵板的上端朝向煉制爐翻轉打開,直至與承裝框的內底部平齊,由于承裝框是傾斜設置的,此時承裝框內的物料,在重力的作用下,通過封堵板的導送滾落至煉制爐內,上料方便。
20、2、在初始狀態下,封堵板是封堵在承裝框的一側,避免落入承裝框內的物料出現漏料情況,此時的拉繩是卷繞在對應的卷繞筒上的,當封堵板需要導送物料時,卷繞筒在驅動單元的作用下開始松放拉繩,在此過程中,封堵板帶動兩側的異形擋料板一起翻轉,通過設置的異形擋料板,避免封堵板在翻轉的過程中以及對物料的導送過程中,物料從封堵板的兩側掉落。
21、3、在使用時,當煉制爐對內部的物料熔煉完畢后,兩個驅動座一驅動煉制爐朝向轉接桶翻轉,從而將待鑄造成型的金屬液體傾倒至轉接桶內,然后當砂型件移動至轉接桶下方后,在豎向平移組件、橫向平移組件和升降組件的配合下,帶動轉接桶靠近砂型件的澆注口,然后兩個驅動座二驅動轉接桶翻轉,將轉接桶內的金屬液體傾倒至澆注口內,當該砂型件澆注完畢后,轉接桶轉動回豎直狀態,輸送輥轉動,將澆注完畢的砂型件輸送至,在此過程中,下一個待澆注的砂型件移動至轉接桶的下方進行澆注,操作方便。
技術特征:
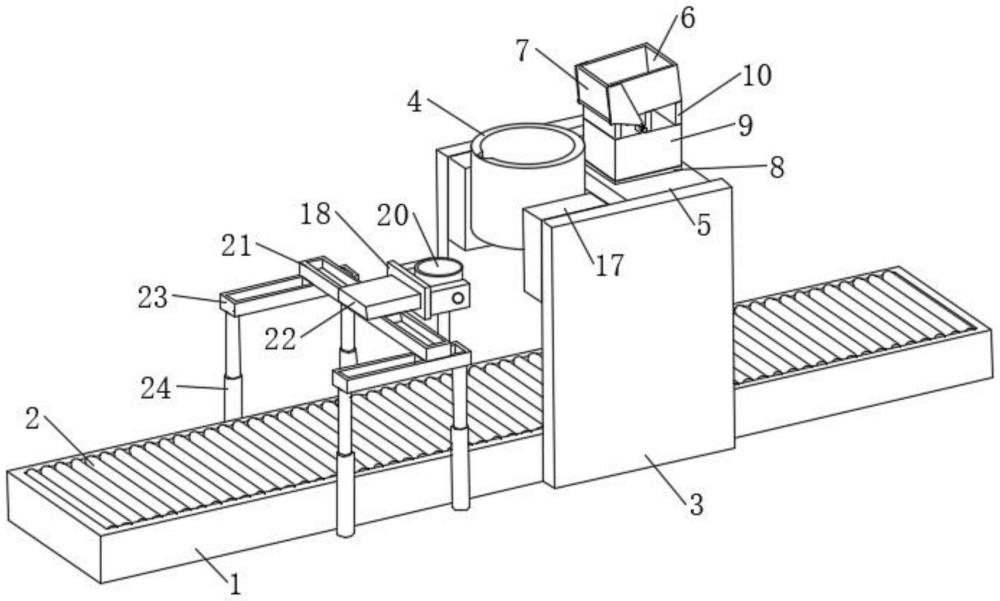
1.一種離心壓縮機蝸殼鑄造裝置,包括輸送架(1),其特征在于,所述輸送架(1)的內壁上轉動設置有多個輸送輥(2),輸送架(1)的兩側均固定有側邊安裝架(3),兩個側邊安裝架(3)之間轉動設置有煉制爐(4),兩個側邊安裝架(3)之間固定有中間連接架(5),中間連接架(5)的上方傾斜設置有承裝框(6),承裝框(6)靠近煉制爐(4)的一側設置為開口狀,承裝框(6)的一側轉動設置有封堵板(7),中間連接架(5)與承裝框(6)之間設置有稱重組件。
2.根據權利要求1所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,所述稱重組件包括固定于中間連接架(5)上端面的壓力傳感器(8),壓力傳感器(8)的上端面固定有固定座(9),固定座(9)與承裝框(6)之間固定有多個連接座(10)。
3.根據權利要求2所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,所述封堵板(7)的兩側均固定有異形擋料板(11),異形擋料板(11)與承裝框(6)的外側壁滑動連接。
4.根據權利要求3所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,每個所述異形擋料板(11)靠近固定座(9)的一側均鉸接有拉繩(12),固定座(9)的上端面對稱固定有兩個安裝塊(13),每個安裝塊(13)的側壁上均轉動設置有卷繞筒(14),拉繩(12)遠離異形擋料板(11)的一端與卷繞筒(14)的內壁固定連接,固定座(9)上設置有配合卷繞筒(14)轉動使用的驅動單元。
5.根據權利要求4所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,所述驅動單元包括固定于固定座(9)上端面的雙軸電機(15),雙軸電機(15)的兩個驅動軸上均固定有轉動軸(16),每個轉動軸(16)遠離雙軸電機(15)的一端均轉動貫穿安裝塊(13)并與卷繞筒(14)的末端固定連接。
6.根據權利要求1所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,兩個所述側邊安裝架(3)的內壁上均固定有驅動座一(17),煉制爐(4)轉動設置于兩個驅動座一(17)之間。
7.根據權利要求1所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,所述輸送架(1)的上方活動設置有安裝側板(18),安裝側板(18)靠近煉制爐(4)的一側對稱固定有兩個驅動座二(19),兩個驅動座二(19)之間轉動設置有轉接桶(20),安裝側板(18)的一側設置有配合安裝側板(18)使用的豎向平移組件、橫向平移組件和升降組件。
8.根據權利要求7所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,所述豎向平移組件包括活動設置于輸送架(1)上方的豎向電動滑軌(21),豎向電動滑軌(21)上活動設置有電動滑塊一,電動滑塊一的上端面固定有連接臂(22),安裝側板(18)固定于連接臂(22)的末端。
9.根據權利要求8所述的一種離心壓縮機蝸殼鑄造裝置,其特征在于,所述橫向平移組件包括兩個活動設置于輸送架(1)上方的橫向電動滑軌(23),每個橫向電動滑軌(23)上均滑動設置有電動滑塊二,豎向電動滑軌(21)固定于兩個電動滑塊二的上端面,所述升降組件包括設置于輸送架(1)兩側的多個液壓桿(24),每個液壓桿(24)伸縮端的末端均與對應橫向電動滑軌(23)的下端面固定連接。
10.一種離心壓縮機蝸殼鑄造方法,其特征在于,具體步驟如下:
技術總結
本發明公開了一種離心壓縮機蝸殼鑄造裝置及其鑄造方法,涉及鑄造加工技術領域,包括輸送架,輸送架的內壁上轉動設置有多個輸送輥,輸送架的兩側均固定有側邊安裝架,兩個側邊安裝架之間轉動設置有煉制爐,兩個側邊安裝架之間固定有中間連接架,中間連接架的上方傾斜設置有承裝框,承裝框靠近煉制爐的一側設置為開口狀,承裝框的一側轉動設置有封堵板,中間連接架與承裝框之間設置有稱重組件;本發明在使用時,可以方便的對煉制爐的上料量進行精確把控。
技術研發人員:高強
受保護的技術使用者:安徽天呈精密機械有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!