仿榫卯結構的鎳/銅異種金屬、紅/藍雙激光沉積裝置及方法
本發明涉及激光增材制造,具體為一種仿榫卯結構的鎳/銅異種金屬、紅/藍雙激光沉積裝置及方法。
背景技術:
1、隨著航空航天等高科技領域的迅猛發展,對高性能異種材料的需求日益增長。異種材料通過結合兩種或多種材料的優點,能夠顯著提升航空航天器的綜合性能,滿足更加嚴苛的工作環境要求。激光增材制造(laseradditive?manufacturing,lam)作為一項前沿的制造技術,以其獨特的優勢如淺熱影響區、高精度成型等特點,在金屬構件的快速成型中展現出巨大潛力。lam技術無需傳統鑄造模具,不僅降低了生產成本,還大幅提升了成型件的質量和效率。
2、然而,在利用lam技術進行鎳/銅等異種材料沉積加工時,面臨著諸多挑戰。由于這些材料之間物理和化學性質的顯著差異,加工過程中容易產生界面裂紋及應力集中現象,這些問題嚴重削弱了界面的結合強度。此外,鎳和銅對激光的吸收率存在較大差異,這使得使用同一類型的紅外激光進行沉積制造時,難以保證良好的沉積效果,進而影響界面的形成質量和結合強度。
技術實現思路
1、針對現有的激光增材制造鎳/銅異種金屬時存在的界面結合強度低和成形質量差的問題,本發明提供了一種仿榫卯結構的鎳/銅異種金屬,以及用于制備仿榫卯結構的鎳/銅異種金屬的紅/藍雙激光沉積裝置和方法,所述紅/藍雙激光沉積裝置采用紅光激光和藍光激光發射裝置,并搭配透鏡高度調節組件,實現鎳、銅兩種不同材質金屬的交替激光沉積,從而實現異種金屬的界面結合強度的提高。該裝置制備的仿榫卯結構的鎳/銅異種金屬界面結合強度高和成形質量好。
2、本發明是通過以下技術手段實現上述技術目的的。
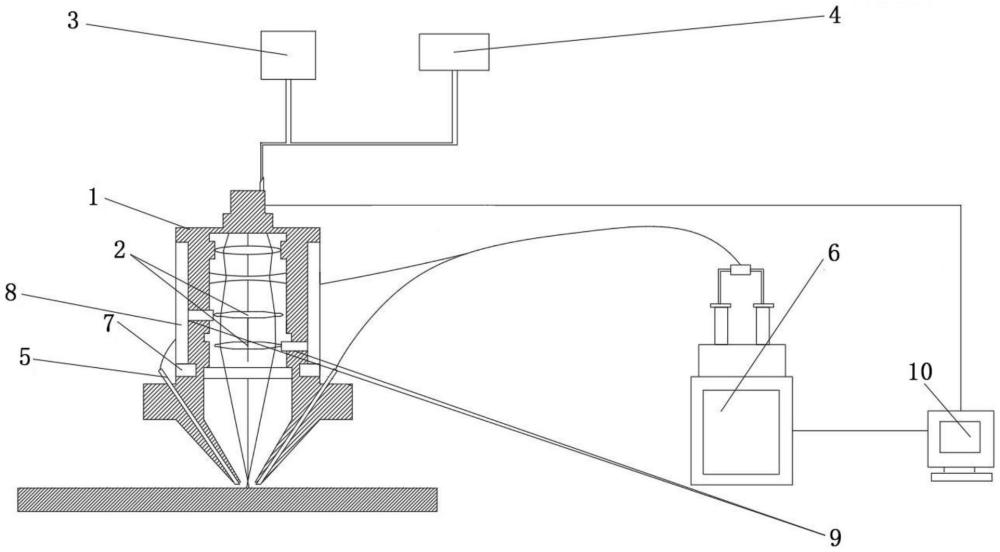
3、一種紅/藍雙激光沉積裝置,包括光纖激光器、半導體激光器、多光路激光頭、送粉組件和控制器;
4、所述光纖激光器用于發射紅光激光,半導體激光器用于發射藍光激光;所述多光路激光頭沿豎直方向的上方設有與光纖激光器和半導體激光器相連的激光入口,多光路激光頭沿豎直方向的下方設有激光出口,多光路激光頭內設有激光聚焦透鏡組,以及用于調節激光聚焦透鏡組與激光出口間距的透鏡高度調節組件;所述紅光激光和藍光激光經激光聚焦透鏡組聚焦后從激光出口射出,并在加工平面聚焦形成復合激光光斑;
5、所述送粉組件包括雙桶送粉器,以及與雙桶送粉器的出口端單獨管路連接的兩個送粉頭;所述送粉頭安裝在多光路激光頭上,且送粉頭的中軸線的延長線與多光路激光頭的中軸線的延長線相交,以保證來自激光出口的激光束與來自送粉頭的出口的粉末相聚;
6、所述控制器用于控制光纖激光器、半導體激光器的啟閉,雙桶送粉器的送粉以及透鏡高度調節組件的工作,以適應設計的異種材質金屬的沉積需求。
7、進一步地,所述激光聚焦透鏡組包括至少一個沿多光路激光頭的軸線方向水平布置的凸透鏡;所述透鏡高度調節組件包括為每個凸透鏡所配備的一套絲杠調節機構,每套絲杠調節機構包括絲杠滑塊、絲杠和驅動電機,所述驅動電機安裝在多光路激光頭上,其輸出端與絲杠相連,所述絲杠滑塊套設在絲杠上、并與絲桿螺紋連接,所述凸透鏡固定在對應的絲杠滑塊上;所述透鏡高度調節組件中的驅動電機均與控制器相連。
8、進一步地,所述控制器對透鏡高度調節組件的控制包括:根據所需沉積金屬的寬度和加工平面上的所需要的光斑直徑,結合激光的傳輸及聚焦特性,通過同步控制透鏡高度調節組件中的驅動電機同向轉動相同的圈數來調節激光聚焦透鏡組與激光出口的間距。
9、進一步地,所述光纖激光器發射的紅光激光的波長為600~700nm,半導體激光器發射的藍光激光的波長為400~600nm。
10、進一步地,調節前絲杠均位于原點,假設此時激光聚焦透鏡組中的下層凸透鏡光心與激光出口的間距為y,調節后下層凸透鏡光心與激光出口的間距為h,絲杠對應需要所轉的圈數為r,絲杠上的螺紋間距為d,所述h滿足:h=y+r*d;假設所需的光斑直徑為a,凸透鏡焦距為f,凸透鏡直徑為d,其滿足:a=(y+r*d-f)*d/f。
11、使用以上任一項所述的紅/藍雙激光沉積裝置來制備仿榫卯結構的鎳/銅異種金屬的方法,包括以下步驟:
12、s1:控制器啟動光纖激光器,并控制雙桶送粉器向送粉頭輸送鎳合金粉末,在基板上通過激光粉末沉積制備鎳合金并作為鎳合金基體層;
13、s2:在成形的鎳基合金基體表面,繼續采用紅光激光以光斑直徑a1?mm沉積間隔為b1?mm的單道鎳基合金,激光工藝參數不變,此時絲杠均位于原點,激光聚焦透鏡組中的下層凸透鏡光心與激光出口間的間距為y;
14、s3:完成單道鎳基合金沉積后,保持光纖激光器繼續工作,控制器開啟半導體激光器發出與紅光激光同軸的藍光激光,兩種激光的光斑重疊,同時控制器控制送粉頭停止輸送鈦合金粉末,改為輸送銅合金粉末;透鏡高度調節組件中的絲桿分別在相應的驅動電機的帶動下,順時針轉動相同的圈數r1,將光斑直徑調節為b1?mm,并在相鄰的單道鎳基合金的間隔處沉積單道銅合金,且藍光激光的持續時間為t;單層內半導體激光器的工作時間t,激光掃描速度v,單層內的銅合金的道數n,單道長度w之間滿足定量關系:t=nw/v;至此,完成界面仿榫卯結構的第一層的沉積;
15、s4.完成第一層的沉積后,透鏡高度調節組件中的絲桿(8)分別在相應的驅動電機(7)的帶動下均回到原點,然后分別順時針轉動相同的圈數r2,將光斑直徑調節為a2?mm。同時,半導體激光器停止工作,采用與步驟s2相同的方式,以單一的紅光激光沉積鎳基合金單道,鎳基合金單道的間隔b2?mm;所述光斑直徑a,驅動電機帶動絲杠所轉圈數r,絲杠的螺紋間距d,凸透鏡焦距f,凸透鏡直徑d以及激光聚焦透鏡組中的下層凸透鏡光心與激光出口的間距h之間滿足定量關系:h=y+r*d,a=(y+r*d-f)*d/f;凸透鏡與激光出口的間距增大,光斑直徑增大;
16、s5.完成鎳基合金單道的沉積后,透鏡高度調節組件中的絲桿分別在相應的驅動電機的帶動下均回到原點,然后分別順時針轉動相同的圈數r3,將光斑直徑調節為b2?mm;同時,半導體激光器開始工作,在第二層鎳基合金間隔處以光斑直徑b2沉積銅合金,且鎳基合金與銅合金的排列方式與第一層相同,至此榫卯結構第二層完成沉積;
17、s6.重復步驟(4)-(5)n-2次,分別依次以光斑直徑a3,a4……和光斑直徑b3,b4……沉積鎳基合金和銅合金,完成界面仿榫卯結構的構筑;榫卯結構的總層數為n;光斑直徑a1,a2,a3,a4……沿沉積方向依次增大,光斑直徑b1,b2,b3,b4……沿沉積方向依次減小,且滿足關系:a1+b1=a2+b2=....=an+bn;
18、s7.完成界面仿榫卯結構的沉積后,藍光激光一直保持與紅光激光同軸且重疊的狀態,完成銅合金基體的沉積;至此,仿榫卯結構的鎳/銅異種金屬沉積完成。
19、進一步地,所述鎳合金粉末的粒徑為50~150μm;所述銅合金粉末的粒徑為50~150μm。
20、進一步地,在沉積鎳合金時,光纖激光器發出的激光功率為1800w,掃描速度為10mm/s;在沉積銅合金時,光纖激光器發出的激光功率為800w,半導體激光器發出的激光功率為1000w、掃描速度為10mm/s。
21、采用上述制備方法所制備出的仿榫卯結構的鎳/銅異種金屬,包括依次層疊的鎳合金層、榫卯鑲嵌層和銅合金層;所述榫卯鑲嵌層內在所述銅合金層和/或鎳合金層的延伸平面內,單道銅合金和單道鎳合金交替排列,且從鎳合金層到銅合金層的方向上,單道鎳合金的寬度逐漸減小,單道銅合金對的寬度逐漸增大,兩者減小和、或增大的幅度相同。
22、進一步地,所述榫卯鑲嵌層內單道鎳合金和單道銅合金的寬度為1~4mm;榫卯結構的厚度為h,單位為mm,h=0.7n,n為榫卯結構的沉積層數。
23、本發明的有益效果如下:
24、1.本發明采用紅光激光沉積鎳合金,采用紅光激光和藍光激光沉積銅合金,從一方面來看,本發明不僅利用藍光激光更容易被銅吸收這一特性來彌補銅對紅光激光的吸收率較低這一缺陷,改善沉積質量,而且利用藍光激光集中能量,緩解使用單一波長的激光導致的熱量迅速擴散,從而避免形成較大的熱影響區,從而顯著提升異種合金的沉積質量和結合強度。從另一方面來看有助于提高激光能量的利用效率,減少不必要的能量浪費。
25、2.在增材制造過程中,本發明巧妙地實現了界面仿榫卯結構的構筑。仿榫卯結構作為一種傳統的連接方式,具有優異的力學性能和穩定性。本發明將這種結構應用于異種合金的沉積加工中,提高材料的整體強度和耐久性。同時,通過調節透鏡間距來改變光斑直徑,本發明實現了對界面榫卯結構的定量精準調控。這一功能使得用戶可以根據具體需求,靈活調整榫卯結構的尺寸和形狀,以滿足不同應用場景下的性能要求。
26、3.由于本發明在異種合金沉積質量和界面結構調控方面表現出色,因此具有廣泛的應用潛力。它可以用于航空航天、汽車制造、醫療器械等高端制造領域,為這些行業提供高性能、高精度的合金材料。此外,本發明還可以為新材料研發、材料改性等領域提供有力的技術支持,推動相關產業的創新發展。
- 還沒有人留言評論。精彩留言會獲得點贊!