基于智能傳感器的研磨液噴液監(jiān)測(cè)系統(tǒng)及方法與流程
本發(fā)明涉及研磨液監(jiān)測(cè),尤其涉及基于智能傳感器的研磨液噴液監(jiān)測(cè)系統(tǒng)及方法。
背景技術(shù):
1、隨著制造業(yè)的不斷發(fā)展,工件研磨成為了工業(yè)領(lǐng)域中精密加工階段必不可少的一項(xiàng)工藝。研磨液是工件研磨過(guò)程中的核心介質(zhì),能夠直接影響到工件加工的精度、工件表面質(zhì)量、以及產(chǎn)品的生產(chǎn)效率;傳統(tǒng)的研磨液噴液監(jiān)測(cè)手段往往依賴于人工觀察和經(jīng)驗(yàn)判斷,不僅效率低下,而且難以實(shí)現(xiàn)對(duì)研磨液噴液狀態(tài)的實(shí)時(shí)、精準(zhǔn)監(jiān)控。因此,現(xiàn)有技術(shù)可以通過(guò)使用傳感器來(lái)對(duì)研磨液噴液進(jìn)行監(jiān)測(cè),根據(jù)監(jiān)測(cè)結(jié)果進(jìn)行綜合分析,能夠確保研磨液能夠以最佳狀態(tài)噴射到工件表面,從而實(shí)現(xiàn)工件的高效率加工。
2、然而,現(xiàn)有技術(shù)在對(duì)研磨液噴液進(jìn)行監(jiān)測(cè)時(shí),往往關(guān)注于如何對(duì)研磨液本身狀態(tài)進(jìn)行優(yōu)化,沒有考慮到研磨液在研磨過(guò)程中的作用是為了使工件表面能夠達(dá)到充分研磨和均勻磨損,忽略了研磨液噴液與工件材料表面以及研磨頭之間相互作用機(jī)理,缺乏對(duì)研磨液在工件研磨過(guò)程中的動(dòng)態(tài)變化的監(jiān)測(cè)分析,導(dǎo)致研磨液無(wú)論從噴射量還是覆蓋角度上,都無(wú)法充分作用于工件的研磨區(qū)域,從而導(dǎo)致研磨效率低下,引起工件和研磨頭的過(guò)度磨損。
3、為了解決這些問(wèn)題,本技術(shù)設(shè)計(jì)了基于智能傳感器的研磨液噴液監(jiān)測(cè)系統(tǒng)及方法。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的在于提供基于智能傳感器的研磨液噴液監(jiān)測(cè)系統(tǒng)及方法,通過(guò)對(duì)工件表面的研磨液覆蓋狀態(tài)和研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行綜合分析,進(jìn)而對(duì)工件表面研磨質(zhì)量風(fēng)險(xiǎn)進(jìn)行評(píng)估,從而提高工件的研磨效率,避免工件和研磨設(shè)備的過(guò)度加工損耗,減少了研磨液的過(guò)度消耗。
2、本發(fā)明是這樣實(shí)現(xiàn)的:
3、第一方面,本發(fā)明提供基于智能傳感器的研磨液噴液監(jiān)測(cè)方法,包括下述步驟:
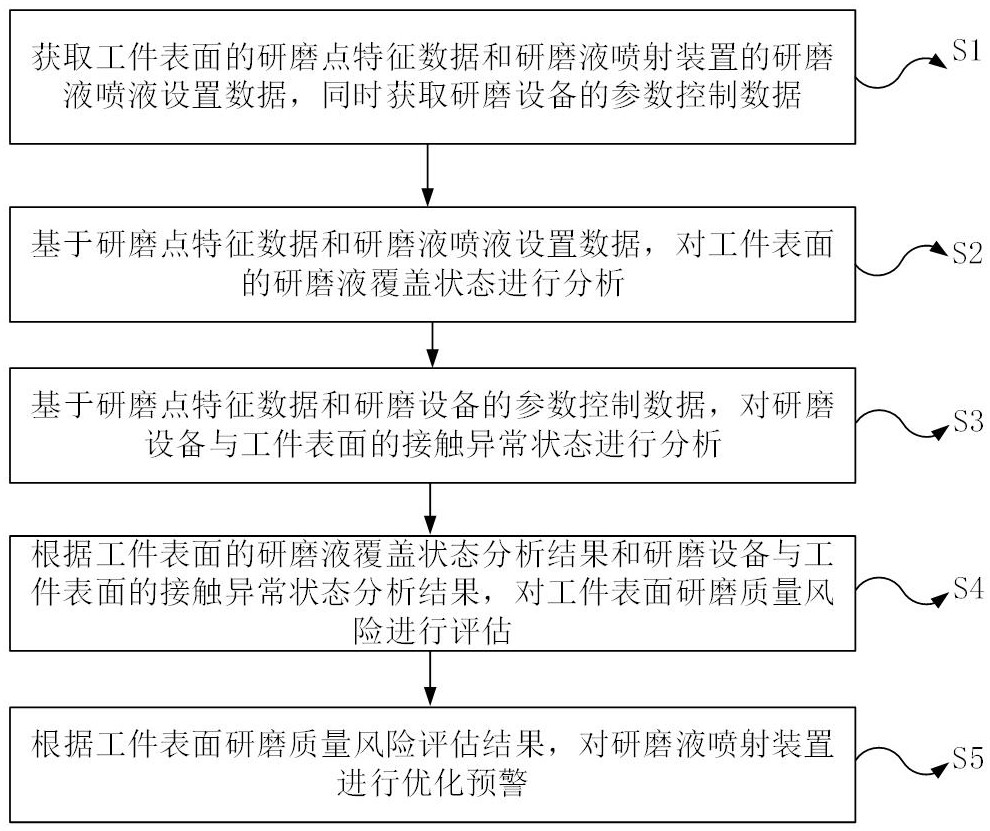
4、s1、獲取工件表面的研磨點(diǎn)特征數(shù)據(jù)和研磨液噴射裝置的研磨液噴液設(shè)置數(shù)據(jù),同時(shí)獲取研磨設(shè)備的參數(shù)控制數(shù)據(jù);
5、s2、基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液覆蓋狀態(tài)進(jìn)行分析;
6、s3、基于研磨點(diǎn)特征數(shù)據(jù)和研磨設(shè)備的參數(shù)控制數(shù)據(jù),對(duì)研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行分析;
7、s4、根據(jù)工件表面的研磨液覆蓋狀態(tài)分析結(jié)果和研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果,對(duì)工件表面研磨質(zhì)量風(fēng)險(xiǎn)進(jìn)行評(píng)估;
8、s5、根據(jù)工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果,對(duì)研磨液噴射裝置進(jìn)行優(yōu)化預(yù)警。
9、在上述方案的基礎(chǔ)上優(yōu)選,步驟s2中基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液覆蓋狀態(tài)進(jìn)行分析,具體包括:
10、s21、提取工件表面的研磨點(diǎn)特征數(shù)據(jù)和研磨液噴射裝置的研磨液噴液設(shè)置數(shù)據(jù);
11、s22、基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液覆蓋狀態(tài)進(jìn)行分析,得到工件表面的研磨液覆蓋狀態(tài)分析結(jié)果。
12、在上述方案的基礎(chǔ)上優(yōu)選,步驟s22中對(duì)工件表面的研磨液覆蓋狀態(tài)進(jìn)行分析,具體包括:
13、s221、基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液覆蓋均勻性進(jìn)行分析,得到工件表面的研磨液覆蓋均勻性分析結(jié)果;
14、s222、基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液流體動(dòng)力效能進(jìn)行分析,得到工件表面的研磨液流體動(dòng)力效能分析結(jié)果;
15、s223、對(duì)工件表面的研磨液覆蓋均勻性分析結(jié)果和研磨液流體動(dòng)力效能分析結(jié)果進(jìn)行加權(quán)求和,得到工件表面的研磨液覆蓋狀態(tài)分析結(jié)果。
16、在上述方案的基礎(chǔ)上優(yōu)選,步驟s3中基于研磨點(diǎn)特征數(shù)據(jù)和研磨設(shè)備的參數(shù)控制數(shù)據(jù),對(duì)研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行分析,具體包括以下步驟:
17、s31、提取工件表面的研磨點(diǎn)特征數(shù)據(jù)和研磨設(shè)備的參數(shù)控制數(shù)據(jù);
18、s32、基于研磨點(diǎn)特征數(shù)據(jù)和參數(shù)控制數(shù)據(jù),對(duì)研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行分析,得到研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果。
19、在上述方案的基礎(chǔ)上優(yōu)選,步驟s32中對(duì)研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行分析,包括以下具體步驟:
20、s321、基于研磨點(diǎn)特征數(shù)據(jù)和參數(shù)控制數(shù)據(jù),對(duì)研磨設(shè)備中研磨頭與工件表面接觸時(shí)的力學(xué)失衡程度進(jìn)行分析,得到研磨設(shè)備中研磨頭與工件表面接觸時(shí)的力學(xué)失衡程度分析結(jié)果;
21、s322、基于研磨點(diǎn)特征數(shù)據(jù)和參數(shù)控制數(shù)據(jù),對(duì)研磨頭研磨過(guò)程中工件表面的過(guò)研磨風(fēng)險(xiǎn)進(jìn)行分析,得到研磨頭研磨過(guò)程中工件表面的過(guò)研磨風(fēng)險(xiǎn)分析結(jié)果;
22、s323、對(duì)力學(xué)失衡程度分析結(jié)果和過(guò)研磨風(fēng)險(xiǎn)分析結(jié)果進(jìn)行加權(quán)求和,得到研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果。
23、在上述方案的基礎(chǔ)上優(yōu)選,步驟s4中根據(jù)工件表面的研磨液覆蓋狀態(tài)分析結(jié)果和研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果,對(duì)工件表面研磨質(zhì)量風(fēng)險(xiǎn)進(jìn)行評(píng)估,包括以下具體步驟:
24、s41、獲取分析得到的工件表面的研磨液覆蓋狀態(tài)分析結(jié)果,同時(shí)獲取分析得到的研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果;
25、s42、將接觸異常狀態(tài)分析結(jié)果與研磨液覆蓋狀態(tài)分析結(jié)果的比值作為工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果。
26、在上述方案的基礎(chǔ)上優(yōu)選,步驟s5中根據(jù)工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果,對(duì)研磨液噴射裝置進(jìn)行優(yōu)化預(yù)警,具體包括:
27、s51、獲取評(píng)估得到的工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果;
28、s52、預(yù)設(shè)研磨質(zhì)量風(fēng)險(xiǎn)閾值,當(dāng)工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果大于研磨質(zhì)量風(fēng)險(xiǎn)閾值時(shí),對(duì)研磨液噴射裝置進(jìn)行優(yōu)化預(yù)警。
29、第二方面,本發(fā)明提供基于智能傳感器的研磨液噴液監(jiān)測(cè)系統(tǒng),包括:
30、數(shù)據(jù)獲取模塊,用于獲取工件表面的研磨點(diǎn)特征數(shù)據(jù)和研磨液噴射裝置的研磨液噴液設(shè)置數(shù)據(jù),同時(shí)獲取研磨設(shè)備的參數(shù)控制數(shù)據(jù);
31、研磨液覆蓋狀態(tài)分析模塊,用于基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液覆蓋狀態(tài)進(jìn)行分析;
32、接觸異常狀態(tài)分析模塊,用于基于研磨點(diǎn)特征數(shù)據(jù)和研磨設(shè)備的參數(shù)控制數(shù)據(jù),對(duì)研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行分析;
33、研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估模塊,用于根據(jù)工件表面的研磨液覆蓋狀態(tài)分析結(jié)果和研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果,對(duì)工件表面研磨質(zhì)量風(fēng)險(xiǎn)進(jìn)行評(píng)估;
34、研磨液噴射裝置優(yōu)化預(yù)警模塊,用于根據(jù)工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果,對(duì)研磨液噴射裝置進(jìn)行優(yōu)化預(yù)警;
35、控制模塊,用于控制數(shù)據(jù)獲取模塊、研磨液覆蓋狀態(tài)分析模塊、接觸異常狀態(tài)分析模塊、研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估模塊、研磨液噴射裝置優(yōu)化預(yù)警模塊的運(yùn)行。
36、第三方面,本發(fā)明提供一種電子設(shè)備,包括:處理器和存儲(chǔ)器,其中,所述存儲(chǔ)器中存儲(chǔ)有可供處理器調(diào)用的計(jì)算機(jī)程序,所述處理器通過(guò)調(diào)用所述存儲(chǔ)器中存儲(chǔ)的計(jì)算機(jī)程序,執(zhí)行基于智能傳感器的研磨液噴液監(jiān)測(cè)方法。
37、本發(fā)明與現(xiàn)有技術(shù)相比,具有如下優(yōu)點(diǎn)和有益效果:
38、本發(fā)明基于研磨點(diǎn)特征數(shù)據(jù)和研磨液噴液設(shè)置數(shù)據(jù),對(duì)工件表面的研磨液覆蓋狀態(tài)進(jìn)行分析;基于研磨點(diǎn)特征數(shù)據(jù)和研磨設(shè)備的參數(shù)控制數(shù)據(jù),對(duì)研磨設(shè)備與工件表面的接觸異常狀態(tài)進(jìn)行分析;根據(jù)工件表面的研磨液覆蓋狀態(tài)分析結(jié)果和研磨設(shè)備與工件表面的接觸異常狀態(tài)分析結(jié)果,對(duì)工件表面研磨質(zhì)量風(fēng)險(xiǎn)進(jìn)行評(píng)估;根據(jù)工件表面研磨質(zhì)量風(fēng)險(xiǎn)評(píng)估結(jié)果,對(duì)研磨液噴射裝置進(jìn)行優(yōu)化預(yù)警,從而提高了工件的研磨效率,避免工件和研磨設(shè)備的過(guò)度加工損耗,減少了研磨液的過(guò)度消耗。
- 還沒有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!