一種固體氧化物燃料電池用管狀陶瓷支撐體及其制備方法
本發明屬于固體氧化燃料電池,具體涉及一種固體氧化物燃料電池用管狀陶瓷支撐體及其制備方法。
背景技術:
1、固體氧化物燃料電池(solid?oxide?fuel?cells,sofc)是一種高效的電化學轉換裝置,通過各種電化學反應將燃料(氫和其他形式的碳氫化合物)中的化學能轉化為電能。與以卡諾循環效率工作的機械發電機相比,sofc由于不涉及燃燒過程而具有更高的效率,相比于傳統發電機擁有更高的電力效率,sofc還有著廣泛的燃料靈活性,可以將氫氣、天然氣、煤氣、生物質氣、烴類、醇類等碳氫化合物作為燃料供給發電。目前,在固體氧化物燃料電池(sofc)領域,電池的結構主要由支撐體決定,常見的電池結構主要有兩種,即平板狀和管狀。平板狀sofc的結構相對簡單,具有功率密度高、制作成本低、易于集成等優點,但存在不足之處,一是sofc系統的熱循環穩定性欠佳,二是對于大面積的平板狀sofc而言,密封工作頗具難度。相較之下,管狀sofc展現出了其獨特的優勢,它能夠呈現出不同的直徑和長度規格,且易密封、熱循環穩定性好,不僅如此,管狀sofc還可有效縮短啟動時間,能夠實現更高的體積輸出密度,且具備便攜性這一特點,基于這些優勢特性,管狀sofc擁有較為廣闊的應用前景。
2、目前管狀sofc支撐體的制備方法主要有浸漬法、注漿成型法、相轉化法和擠出成型法。浸漬法是將原料與粘結劑、溶劑混合成懸浮漿料,模具浸入后勻速提拉,靠粘著力和重力形成液膜,重復操作,待溶劑揮發固化,即可得到所需厚度坯體,浸漬法操作簡單、成本低,制得的支撐體機械強度較高、形變小、微觀結構均勻,但坯體收縮率高,難精確控制電池尺寸,且管長方向厚度不均;注漿成型法是以表面活性劑調配原料粉體,形成穩定水基懸浮液并注入石膏模,隨水分滲入,陶瓷粉體因物理化學作用在模壁聚集沉積,獲特定形狀的坯體,這種方式操作簡單、適用性強、有機添加劑量少、成本低,能制多種形狀支撐體,但生產效率、石膏模循環利用率低、坯體機械強度低、燒結易變形;相轉化法是將聚合物用溶劑溶解后混入陶瓷原料,使其交聯成網狀結構,再用非溶劑液體萃取出溶劑讓聚合物固化,得到坯體,坯體具備特殊的直孔結構,孔隙豐富,而且制備工藝簡單,生產效率高,不過在高溫燒結的時候,坯體會嚴重變形。基于以上幾種方法存在的缺陷,研究人員繼續對管狀sofc的制備方法進行研究,開發了擠出成型法,該方法是把粉體原料與水和粘結劑等助劑混合煉制為擠制坯料,用擠制成型設備施壓,使坯料經擠制模具擠出成特定形狀坯體,該方法生產效率高、設備成本相對較低、工藝簡單,但受環境的溫、濕度因素影響較大,坯體易開裂變形,原料消耗量大,且剩余的坯料二次利用困難。
技術實現思路
1、本發明為了解決擠出成型法制備管狀sofc支撐體存在坯體受環境溫、濕度影響大,坯體易開裂變形、原料消耗量大、剩余的坯料二次利用困難等技術問題,提供了一種固體氧化物燃料電池用管狀陶瓷支撐體及其制備方法。
2、為解決上述技術問題,本發明通過以下技術方案實現:
3、本發明的目的是提供一種固體氧化物燃料電池用管狀陶瓷支撐體的制備方法,包括:
4、(1)粉體材料的制備:將含有金屬元素的原料粉末放入球磨罐,加入研磨球和球磨溶劑進行第一次球磨,得到漿料,將漿料烘干并搗實,隨后依次進行高溫煅燒、二次球磨和二次烘干步驟,將二次烘干后的粉體依次進行復燒、三次球磨、三次烘干和過篩,得到粉體材料;
5、(2)混料:將蠟放入攪料罐中,升高溫度,待蠟完全融化后,加入經過預熱的粉體材料或混合粉體,攪拌得到混合漿料,將混合漿料轉移到慢速度盛漿桶中,在真空下攪拌,隨后將混合漿料冷卻成塊狀物料,將塊狀物料經捏合機處理,得到坯料;
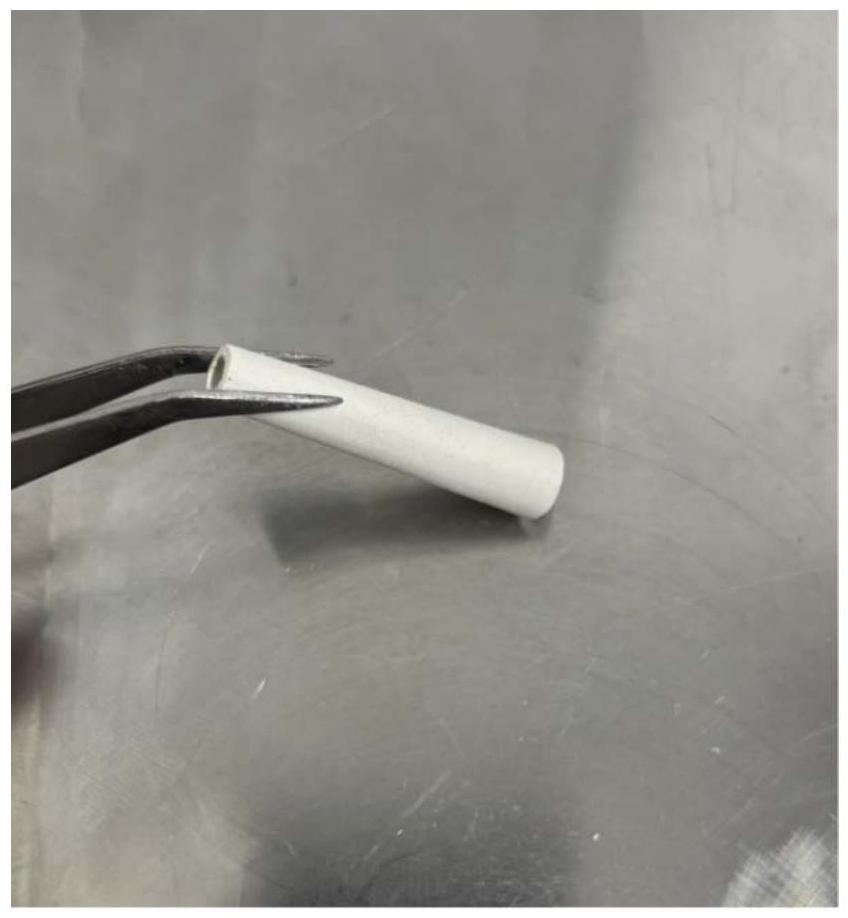
6、(3)擠出成型:將坯料在一定溫度下進行擠出成型,得到坯體,對坯體進行切割;
7、(4)干燥與燒結:將切割好的坯體干燥,將干燥后的坯體進行排蠟和燒結,得到管狀陶瓷支撐體;
8、混合粉體由粉體材料與nio組成。
9、進一步限定,粉體材料與nio的質量比為(1~3):2。
10、進一步限定,(1)中含有金屬元素的原料粉末為碳酸鋇、氧化鋯、氧化鈰、氧化鐿、氧化釔組成的混合物。
11、更進一步限定,混合物中鋇元素、鋯元素、鈰元素、鐿元素、釔元素的摩爾比為1:0.1:0.7:0.1:0.1。
12、進一步限定,(1)中研磨球與含有金屬元素的原料粉末質量比為(1~5):1。
13、進一步限定,(1)中球磨溶劑為無水乙醇、甲醇、丁酮、苯、二甲苯中的一種。
14、進一步限定,(1)中球磨轉速為200~500r/min,時間為12~36h。
15、進一步限定,(1)中高溫煅燒溫度為1000~1400℃,時間為6~12h。
16、進一步限定,(1)中復燒溫度為1000~1400℃,時間為6~12h。
17、進一步限定,(1)中粉體材料的化學式為bazr0.1ce0.7yb0.1y0.1o3-δ。
18、更進一步限定,δ為氧空位濃度,3-δ范圍為2.5~2.9。
19、進一步限定,(2)中蠟與粉體材料或混合粉體的質量比(1~3):20。
20、進一步限定,(2)中預熱溫度為60~80℃,時間為2~5h。
21、進一步限定,(2)中真空下攪拌速度為100~200r/min,時間為2~4h。
22、進一步限定,(3)中擠出成型溫度為60~100℃。
23、進一步限定,(4)中干燥時間為1~3天。
24、進一步限定,(4)中燒結過程為:以3~10℃/min的速率升溫到1000℃,然后以1~3℃/min的速率升溫到1050~1450℃,保溫6~12h。
25、本發明的目的之二是提供一種由上述方法制備的固體氧化物燃料電池用管狀陶瓷支撐體。
26、本發明的有益效果為:
27、(1)傳統管狀固體氧化物燃料電池陶瓷支撐體采用水或溶液與粉體混合,制備陶瓷坯體,在坯體長時間的干燥過程中,水或溶液的揮發受環境溫、濕度影響較大,導致坯體表面和內部干燥速度不同,引起坯體收縮不均和內部結構發生變化,從而導致坯體開裂。本發明利用蠟與粉體混合,制備坯體,相較于水或溶液,蠟在常溫下穩定,避免了因環境溫濕度影響而導致的坯體開裂。同時,蠟類物質與粉體混合更為均勻,坯體的致密性得到提高。
28、(2)本發明在加熱條件下進行擠出成型,有利于蠟在擠出頭內流動,而不會粘結在擠出頭內部,從而使坯料經擠出在擠出頭外部進行冷卻、定型,有利于坯體成型。
29、(3)本發明提供的制備方法相較于熱注塑擠出成型法,因成型過程無需使用模具,所以不受模具尺寸的限制,可以制造大尺寸管狀陶瓷支撐體,產品應用范圍更為廣闊;且本發明提供的制備方法打破了傳統熱注塑成型工藝無法制備大尺寸支撐體、需要使用模具等問題。
30、(4)本發明提供的制備方法成品率高,受環境溫、濕度影響較小,原料消耗量小、坯體不易開裂變形、剩余的坯料二次可以利用,且制備出的管狀陶瓷支撐體致密性和孔隙率適宜、具有較強的硬度,適用于工業化生產。
- 還沒有人留言評論。精彩留言會獲得點贊!