用于制造模制產(chǎn)品的設(shè)備和方法與流程
本發(fā)明涉及一種用于制造模制產(chǎn)品的設(shè)備和方法。
背景技術(shù):
1、具體地,本發(fā)明可應(yīng)用于制造從料塊(或坯料)開(kāi)始獲得的產(chǎn)品,在模制過(guò)程中進(jìn)料該料塊(或坯料)以獲得各種類(lèi)型的物體。
2、本發(fā)明特別適用于制造和形成由天然和可再生材料,例如,基于纖維素的材料所獲得的料塊的領(lǐng)域,天然和可再生材料通常用于制造目前由合成聚合物材料制成的多種物體,具體但不排他地是在包裝領(lǐng)域中的多種物體。基于纖維素的材料有利地比合成聚合物材料污染更少且更易于處理。
3、如已知的,物體是通過(guò)擠壓陽(yáng)半模和陰半模之間的基于纖維素的材料的料塊而形成的。
4、該料塊通常具有平盤(pán)形狀,從而使得它們易于運(yùn)輸和插入相應(yīng)的半模之間。
5、那些料塊主要通過(guò)模切由基于纖維素的材料所制成的幅材獲得的。
6、如例如在專(zhuān)利公開(kāi)wo2021/037946a1中所描述的,纖維素幅材朝向成形工位(forming?station)連續(xù)展開(kāi),在成形工位相應(yīng)的沖頭將幅材切割成預(yù)定的形狀和尺寸。以這種方式,然后將以平盤(pán)形式制成的料塊進(jìn)料至模制工位。
7、然而,該解決方案的主要缺點(diǎn)主要來(lái)自于在切割操作期間獲得的大量廢物(廢料)的存在。
8、事實(shí)上,應(yīng)注意直接在纖維素幅材上所獲得的一個(gè)圓盤(pán)形狀和另一個(gè)之間,產(chǎn)生了必須從物體形成線(xiàn)上去除的廢物。此外,為了避免纖維素材料的過(guò)度消耗,必須實(shí)施廢物回收步驟,從而就額外操作和處理成本而言,隨之產(chǎn)生缺點(diǎn)。
9、上述制備料塊的方法的另一個(gè)主要缺點(diǎn)來(lái)自于纖維素幅材的存在,該纖維素幅材聚集在大卷軸中,因此特別龐大。在這種情形下,事實(shí)上應(yīng)考慮為了能夠適當(dāng)形成料塊,使用了低密度并因此易于變形和成形的纖維素幅材,稱(chēng)為“氣流成網(wǎng)幅材(air-laid?web)”,由于該幅材含有大量空氣,其特別龐大。
10、最后,上述制造料塊的已知方法的另一個(gè)缺點(diǎn)是由獲得不同厚度和密度中較差的靈活性導(dǎo)致的。事實(shí)上,如上所述,連續(xù)模制工藝是在單一料塊上進(jìn)行的,該單一料塊是從通常具有恒定厚度和密度的膜開(kāi)始的由基于纖維素的材料制成的。
技術(shù)實(shí)現(xiàn)思路
1、在這種情形下,本發(fā)明的一個(gè)目的是改進(jìn)用于制造料塊(劑量,dose)的方法,該料塊旨在用于通過(guò)模制形成的方法。
2、具體地,本發(fā)明的第一目的是使得制造料塊的設(shè)備和相應(yīng)方法可用,該方法可以避免產(chǎn)生廢物。換言之,本發(fā)明的第一目的是限制(limit,減少)任何材料廢料,并因此也限制了材料的回收和重復(fù)使用的相關(guān)步驟。
3、本發(fā)明的另一個(gè)目的是使得用于制造模制產(chǎn)品的設(shè)備可用,該設(shè)備結(jié)構(gòu)簡(jiǎn)單并且不需要使用非常龐大的低密度的基于纖維素的材料的卷軸。
4、本發(fā)明的又一個(gè)目的是提供用于制造模制產(chǎn)品的設(shè)備和相關(guān)方法,該設(shè)備和相關(guān)方法在獲得多層料塊方面特別通用。
5、具體地,本發(fā)明的目的是能夠獲得具有不同厚度和/或密度的料塊,如果從具有均勻厚度的膜獲得料塊,則不能獲得具有不同厚度和/或密度的料塊。
6、根據(jù)本發(fā)明的第一方面,提供了用于制造模制產(chǎn)品的設(shè)備,該設(shè)備包括:
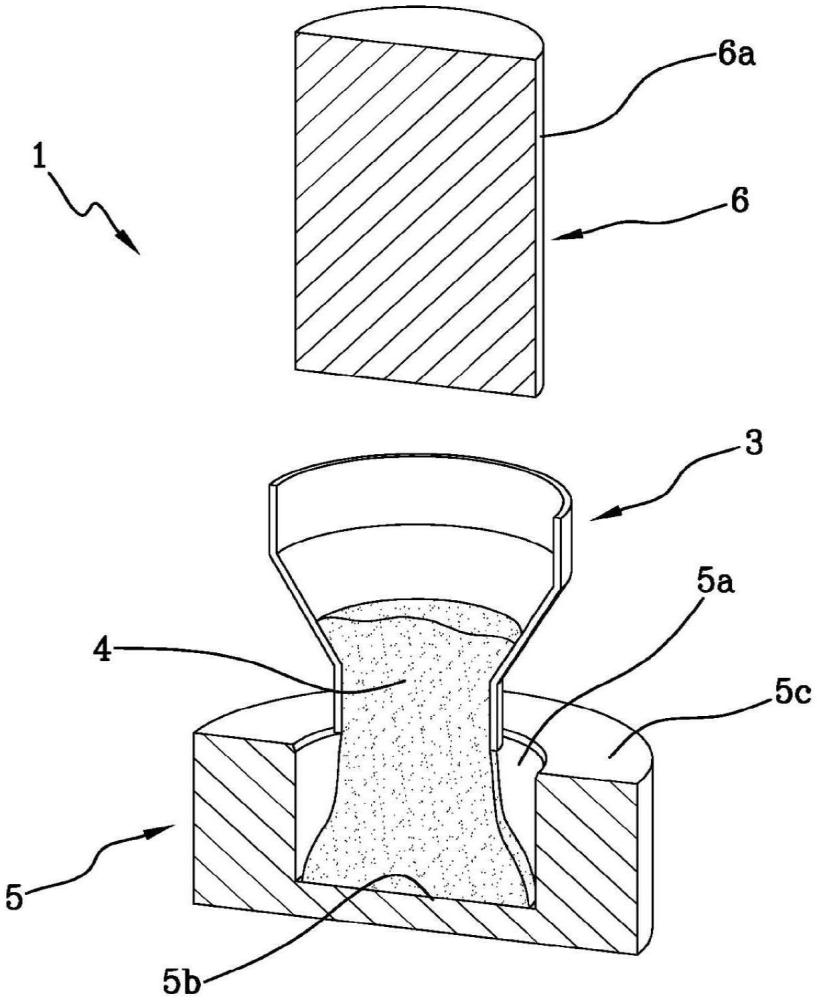
7、-容納體,該容納體用于預(yù)定量的松散材料,諸如粉狀、纖維狀或顆粒狀的材料,容納體具有至少一個(gè)用于排出材料的排出開(kāi)口;和
8、-成形室,成形室具有底壁和進(jìn)入開(kāi)口,進(jìn)入開(kāi)口被構(gòu)造成與排出開(kāi)口連通以允許材料從底壁上方的容納體通過(guò)。
9、此外,該設(shè)備優(yōu)選地具有壓實(shí)單元,該壓實(shí)單元可操作地接合在成形室中以將松散材料壓實(shí)至模制產(chǎn)品在起始密度和最終密度之間的中間密度,并限定可易于轉(zhuǎn)移至模具、可變形且可成形的單個(gè)體形式的料塊。
10、還提供了用于制造模制產(chǎn)品的方法,該方法包括以下步驟:
11、-在容納體內(nèi)制備預(yù)定量的松散材料,諸如粉狀、纖維狀或顆粒狀的材料;
12、-將容納在容納體中的材料轉(zhuǎn)移至成形室內(nèi)部。
13、有利地,最后,松散材料也在室內(nèi)被壓實(shí)以限定單個(gè)體形式的料塊。
14、以這種方式,使用確定劑量的粉狀、纖維狀或顆粒狀材料并將其進(jìn)料至成形室內(nèi),允許制備料塊,同時(shí)避免了產(chǎn)生廢物或廢料。還避免了大卷軸的使用。
15、此外,通過(guò)疊加不同的材料,可以實(shí)現(xiàn)將彼此不同的層進(jìn)行壓實(shí),從而獲得多層料塊。例如,可以將第一定量的基于纖維素的松散材料和第二定量的不同材料進(jìn)行疊加。在壓實(shí)作用之后,不同量的材料結(jié)合在限定料塊的單個(gè)體中。
16、根據(jù)本發(fā)明的進(jìn)一步的方面,從成形室出來(lái)的任何過(guò)量材料都可被刮掉并在后續(xù)步驟中重復(fù)使用。
技術(shù)特征:
1.用于制造模制產(chǎn)品的設(shè)備,其特征在于,所述設(shè)備包括:
2.根據(jù)權(quán)利要求1所述的設(shè)備,其中,所述容納體(3)的所述排出開(kāi)口(3a)通過(guò)允許所述松散材料(4)下落而將所述松散材料(4)釋放到所述成形室(5)的內(nèi)部。
3.根據(jù)前述權(quán)利要求中任一項(xiàng)所述的設(shè)備,其中,所述容納體(3)包括抽吸單元,所述抽吸單元用于在所述容納體(3)內(nèi)產(chǎn)生真空并且預(yù)壓實(shí)所述容納體(3)本身內(nèi)的所述松散材料(4)。
4.根據(jù)權(quán)利要求1或2中任一項(xiàng)所述的設(shè)備,其中,所述容納體(3)包括格柵(7),所述格柵(7)限定了用于容納所述預(yù)定量的松散材料(4)的多個(gè)隔室(7a);所述多個(gè)隔室(7a)彼此配合以限定所述排出開(kāi)口(3a)。
5.根據(jù)前述權(quán)利要求中任一項(xiàng)所述的設(shè)備,其中,所述容納體(3)在所述成形室(5)的外表面(5c)上能夠滑動(dòng),在所述成形室(5)的所述外表面(5c)上在輸送狀態(tài)和材料(4)釋放位置之間構(gòu)成相應(yīng)的進(jìn)入開(kāi)口(5a),在所述輸送狀態(tài)中,所述排出開(kāi)口(3a)被所述表面(5c)阻擋,并且在所述材料(4)釋放位置中,所述排出開(kāi)口(3a)與所述成形室(5)的所述進(jìn)入開(kāi)口(5a)重合。
6.根據(jù)前述權(quán)利要求所述的設(shè)備,其中,所述設(shè)備還包括刮擦元件(9),所述刮擦元件(9)在所述室(5)的外表面(5c)上并且在所述進(jìn)入開(kāi)口(5a)上方且在第一方向上能夠滑動(dòng),以從所述成形室(5)去除任何過(guò)量材料(4)。
7.根據(jù)前述權(quán)利要求所述的設(shè)備,其中,刮擦元件(9)在所述室(5)的外表面(5c)上并且在所述進(jìn)入開(kāi)口(5a)上方且在與第一方向相反的第二方向上能夠滑動(dòng),以從所述成形室(5)的所述底壁(5b)去除先前已壓實(shí)的料塊(2)。
8.根據(jù)權(quán)利要求5所述的設(shè)備,其中,所述成形室(5)的所述底壁(5b)在升高狀態(tài)和降低狀態(tài)之間能夠移動(dòng),在所述升高狀態(tài)下,所述底壁(5b)與所述外表面(5c)共面以阻擋所述進(jìn)入開(kāi)口(5a),并且在所述降低狀態(tài)下,所述底壁(5b)下降至所述外表面(5c)下方,以允許所述材料(4)通過(guò)下落到所述進(jìn)入開(kāi)口(5a)內(nèi)的插入。
9.根據(jù)前述權(quán)利要求中任一項(xiàng)所述的設(shè)備,其中,所述壓實(shí)單元(6)是氣動(dòng)型,用于在室(5)內(nèi)產(chǎn)生真空并將材料(2)壓實(shí)為單個(gè)體形式的所述料塊(2)。
10.根據(jù)前述權(quán)利要求中任一項(xiàng)所述的設(shè)備,其中,所述壓實(shí)單元(10)是在所述室(5)內(nèi)并朝向所述底壁(5b)能夠移動(dòng)的沖頭(6a),用于壓縮所述材料(4)并限定單個(gè)體形式的所述料塊(2)。
11.根據(jù)前述權(quán)利要求所述的設(shè)備,其中,沖頭(6a)和所述底壁(5b)朝向彼此能夠移動(dòng),以壓縮室中的所述材料(4)并限定單個(gè)體形式的料塊(2)。
12.根據(jù)權(quán)利要求5所述的設(shè)備,其中,所述設(shè)備還包括至少一個(gè)用于容納至少一種第二材料(11)的料斗(10),所述料斗(10)能夠插入到所述材料(4)上方的所述成形室(5)內(nèi)。
13.根據(jù)前述權(quán)利要求所述的設(shè)備,其中,將料斗(10)插入到所述容納體(3)和刮擦元件(9)之間;所述刮擦元件(9)在第一方向上能夠滑動(dòng),以從所述成形室(3)去除任何第二過(guò)量材料(11)。
14.根據(jù)前述權(quán)利要求中任一項(xiàng)所述的設(shè)備,其中,所述設(shè)備還包括夾緊單元(15),所述夾緊單元(15)用于夾緊單個(gè)體形式的所述料塊(2),以將所述料塊(2)從所述成形室(5)去除。
15.根據(jù)前述權(quán)利要求所述的設(shè)備,其中,夾緊單元(15)包括氣動(dòng)元件,所述氣動(dòng)元件用于通過(guò)抽吸的方式固定所述料塊(2)。
16.根據(jù)權(quán)利要求14所述的設(shè)備,其中,所述夾緊單元(15)包括至少一個(gè)銷(xiāo)釘,所述銷(xiāo)釘至少部分地能夠插入到料塊(2)中,以用于通過(guò)機(jī)械干涉的方式來(lái)固定所述料塊本身。
17.根據(jù)權(quán)利要求14所述的設(shè)備,其中,所述設(shè)備包括安裝在相應(yīng)的旋轉(zhuǎn)轉(zhuǎn)盤(pán)上的多個(gè)夾緊單元(15)。
18.根據(jù)前述權(quán)利要求中任一項(xiàng)所述的設(shè)備,其中,所述設(shè)備還包括位于所述容納體(3)上游的研磨單元(12),所述研磨單元(12)用于研磨由基于纖維素的材料制成的連續(xù)幅材(13)并使所述材料(4)處于松散形式。
19.用于制造模制產(chǎn)品的方法,其特征在于,所述方法包括以下步驟:
20.根據(jù)權(quán)利要求19所述的方法,其中,制備預(yù)定量的材料(4)的步驟是通過(guò)以下至少一個(gè)步驟的方式進(jìn)行的:研磨片材形式的基礎(chǔ)材料(13),以獲得所述材料(4)的松散的或粉狀或纖維狀或顆粒狀的形式。
21.根據(jù)權(quán)利要求19或20中任一項(xiàng)所述的方法,其中,將所述材料(4)轉(zhuǎn)移至所述成形室(5)內(nèi)的步驟是通過(guò)釋放所述松散材料(4),以允許所述松散材料(4)通過(guò)進(jìn)入開(kāi)口(5a)下落至所述成形室(5)來(lái)進(jìn)行的。
22.根據(jù)前述權(quán)利要求所述的方法,其中,在釋放所述松散材料(4)以允許所述松散材料(4)下落的步驟之前,進(jìn)行使所述容納體(3)在所述成形室(5)的外表面(5c)上滑動(dòng)直到所述容納體(3)到達(dá)進(jìn)入開(kāi)口(5a)的步驟。
23.根據(jù)權(quán)利要求19所述的方法,其中,所述方法還包括在釋放所述材料(4)使所述材料(4)下落的步驟和壓實(shí)所述材料(4)的步驟之間,通過(guò)使刮擦元件(9)在第一方向上通過(guò)而將任何過(guò)量的材料(4)從所述成形室(5)中去除的步驟。
24.根據(jù)前述權(quán)利要求所述的方法,其中,所述方法還包括在壓實(shí)所述松散材料(4)的步驟之后,通過(guò)刮擦元件(9)在第二方向上通過(guò)而從所述成形室(3)去除先前已壓實(shí)的料塊(2)的步驟。
25.根據(jù)權(quán)利要求19至24中任一項(xiàng)所述的方法,其中,所述方法還包括在所述容納體(3)本身中通過(guò)減壓來(lái)預(yù)壓實(shí)所述容納體(3)內(nèi)的所述松散材料(4)的步驟。
26.根據(jù)權(quán)利要求19至25中任一項(xiàng)所述的方法,其中,壓實(shí)所述松散材料(4)的步驟包括以下步驟:使沖頭(6a)在所述室(5)內(nèi)并朝向所述室(5)的底壁(5b)移動(dòng),以壓縮所述材料并限定單個(gè)體形式的所述料塊(2)。
27.根據(jù)權(quán)利要求23所述的方法,其中,所述方法還包括在從所述室(5)去除任何過(guò)量的材料(4)的步驟之前,將至少一種第二材料(11)沉積在所述成形室(5)內(nèi)且在所述松散材料(4)上方的步驟;單個(gè)體形式的所述料塊(2)是多層的。
28.根據(jù)權(quán)利要求19至27中任一項(xiàng)所述的方法,其中,所述方法還包括通過(guò)氣動(dòng)固定的方式和/或通過(guò)機(jī)械干涉從所述成形室(5)去除單個(gè)體形式的所述料塊(2)的步驟。
技術(shù)總結(jié)
本發(fā)明涉及用于制造模制產(chǎn)品的設(shè)備和方法,包括:容納體(3),用于預(yù)定量的松散材料(4),諸如粉狀、纖維狀或顆粒狀材料,所述體具有至少一個(gè)用于排出所述材料(4)的排出開(kāi)口(3a);成形室(5),具有底壁(5b)和進(jìn)入開(kāi)口(5a),該進(jìn)入開(kāi)口(5a)被構(gòu)造成與所述排出開(kāi)口(3a)連通以允許所述材料(4)從所述底壁(5b)上方的所述容納體(3)通過(guò);以及壓實(shí)單元(6),可操作地接合在所述成形室(5)中,以壓實(shí)松散材料并限定單個(gè)體形式的料塊(2)。
技術(shù)研發(fā)人員:法布里齊奧·普奇,菲奧倫佐·帕里內(nèi)洛,喬瓦尼·馬佐蒂,埃萊奧諾拉·巴爾杜奇,弗朗切斯科·皮拉佐利,達(dá)維德·扎諾蒂
受保護(hù)的技術(shù)使用者:薩克米伊莫拉機(jī)械合作社合作公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!