一種針閥式熱流道結(jié)構(gòu)的制作方法
本發(fā)明屬于模具熱流道,涉及一種針閥式熱流道結(jié)構(gòu)。
背景技術(shù):
1、針閥式熱流道是一種用于注塑成型的熱流道系統(tǒng),通過控制針閥的開啟和關(guān)閉來精確調(diào)節(jié)熔融塑料的流動。針閥式熱流道通過液壓、氣壓或機(jī)械驅(qū)動來控制針閥的運動。針閥在模具的澆口處開啟或關(guān)閉,從而控制塑料熔體的流動,當(dāng)針閥開啟時,熔體通過澆口進(jìn)入模腔;當(dāng)針閥關(guān)閉時,澆口被密封,防止塑料倒流或拉絲。針閥式熱流道固定嵌入在模板中,針閥式熱流道的入口與模板中的分流道對接,針閥式熱流道的出口與模腔對接,注塑機(jī)將受熱融化的塑膠原料,通過注塑機(jī)的精密螺桿推進(jìn),以高壓方式射入模板的分流道中,再由分流道流入分布在各處的針閥式熱流道內(nèi),由針閥的出口注入模腔內(nèi)。由于現(xiàn)在的注塑機(jī)都是在塑料熔化后,采用高壓泵將高壓熱熔塑料注入模具中,離高壓泵泵越遠(yuǎn),液壓越小,如果注射壓力過低,就容易導(dǎo)致熱熔的塑料進(jìn)入針閥式熱流道內(nèi)后流速減弱,最終導(dǎo)致模腔內(nèi)的原料密度不均勻。
技術(shù)實現(xiàn)思路
1、本發(fā)明的目的是針對現(xiàn)有的技術(shù)存在上述問題,提出了一種針閥式熱流道結(jié)構(gòu),通過設(shè)置壓力補(bǔ)償件,為進(jìn)入針閥式熱流道內(nèi)的塑料原料提供源源不斷的推力,將塑料原料均勻擠出咀頭,解決了塑料原料遠(yuǎn)離高壓泵后導(dǎo)致液壓不足流速減慢的問題。
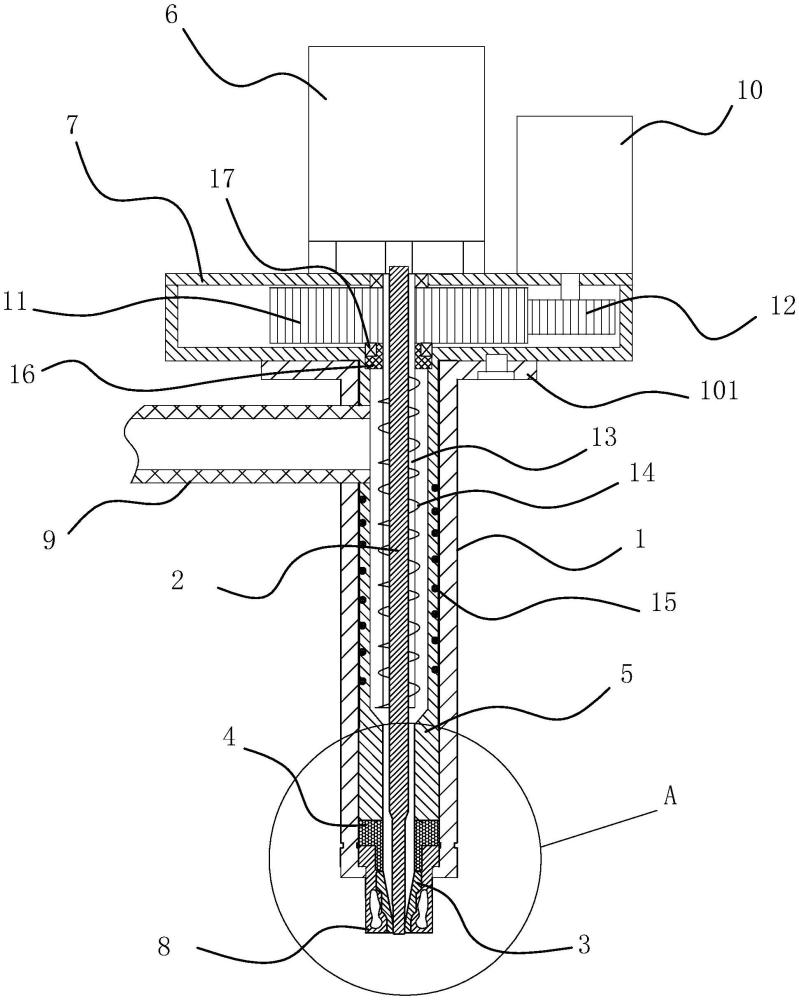
2、本發(fā)明的目的可通過下列技術(shù)方案來實現(xiàn):一種針閥式熱流道結(jié)構(gòu),包括外殼、閥針、咀頭、隔熱套、咀身和氣缸,其特征在于,咀身上端固連有安裝箱,外殼上端具有水平展開當(dāng)安裝部,安裝部與安裝箱下端面固定,外殼下端卡嵌有運水套,咀頭嵌入到運水套內(nèi),隔熱套、咀身嵌入到外殼內(nèi),隔熱套下端與運水套相抵靠,隔熱套上端與咀身相抵靠,外殼一側(cè)固定有連通咀身內(nèi)部的進(jìn)料管,閥針貫穿安裝箱、咀身、隔熱套和咀頭,氣缸固定在安裝箱上且氣缸的活塞桿與閥針上端連接,咀身內(nèi)設(shè)有將咀身的原料推向咀頭的壓力補(bǔ)償件,安裝箱上設(shè)有驅(qū)動壓力補(bǔ)償件運動的動力源。
3、開啟高壓泵后,塑料原料被注入到模具內(nèi),沿著分流道進(jìn)入到各個針閥式熱流道內(nèi),氣缸驅(qū)動閥針上移,出料孔被打開,塑料原料進(jìn)入到模腔內(nèi)。在注塑完成后,氣缸推動閥針下移,使閥針下端與咀頭緊貼,將咀頭封堵,關(guān)閉出料孔,防止塑料原料倒流。由于各種原因,例如模具內(nèi)液壓不足、原料溫度降低、原料干燥流動性差、管道設(shè)計不合理等,都會導(dǎo)致塑料原料在模具內(nèi)堵塞,此時可以開啟動力源,帶動壓力補(bǔ)償件將咀身內(nèi)的塑料原料推向出料孔,使堵塞在咀身內(nèi)的塑料原料可以順利進(jìn)入模腔。
4、進(jìn)一步的,所述動力源為固定在安裝箱上端面上的電機(jī),安裝箱內(nèi)設(shè)有大齒輪,電機(jī)的輸出軸上固定有與大齒輪嚙合的驅(qū)動齒輪,所述壓力補(bǔ)償件為套在閥針上轉(zhuǎn)動的軸套,軸套外固定有螺旋葉片,軸套上端伸入到安裝箱內(nèi)且與大齒輪固定并同軸轉(zhuǎn)動。
5、電機(jī)通過驅(qū)動齒輪和大齒輪的動力傳動,帶動軸套轉(zhuǎn)動,螺旋葉片與軸套一起轉(zhuǎn)動,將咀身內(nèi)的塑料原料推出出料孔。
6、進(jìn)一步的,咀身外壁上開有螺旋槽,螺旋槽內(nèi)纏繞有加熱電阻絲。
7、加熱電阻絲通電后,加熱咀身,使咀身內(nèi)的塑料原料保持融化狀態(tài),增加其流動性。
8、進(jìn)一步的,所述運水套上端具有向外凸出的限位凸沿,外殼底部具有向內(nèi)凸出的且與限位凸沿相抵靠的限位環(huán),咀頭外壁上具有多個與運水套內(nèi)壁貼靠的環(huán)形臺階,咀頭開有貫穿的出料孔且出料孔能與閥針下端緊密貼合。
9、環(huán)形臺階不僅便于限位咀頭,還增大了與運水套的接觸面積,提高冷卻效率。
10、進(jìn)一步的,所述運水套內(nèi)設(shè)有冷卻水道。冷卻水道接通外界水源后,可對運水套進(jìn)行冷卻,咀頭散發(fā)的熱量被冷卻水帶走,不容易傳導(dǎo)至出料孔區(qū)域,進(jìn)一步避免了出料孔區(qū)域出現(xiàn)熔體延時凝固的問題。此外,隔熱套隔開了運水套、咀頭和咀身的接觸,避免了咀身的熱量過多地散發(fā)到運水套和咀頭上,從而減弱了冷卻水道的不利影響。
11、進(jìn)一步的,所述隔熱套為陶瓷材料制成。
12、進(jìn)一步的,所述軸套上端固定有密封套筒,密封套筒通過軸承與安裝箱轉(zhuǎn)動連接。密封套筒可以防止塑料原料進(jìn)入安裝箱內(nèi),提高密封效果。
13、與現(xiàn)有技術(shù)相比,本針閥式熱流道結(jié)構(gòu)具有以下優(yōu)點:
14、1.由于軸套被電機(jī)帶著均速轉(zhuǎn)動,可以使擠出咀頭的塑料原料進(jìn)入模腔后密度均勻一致,提高產(chǎn)品質(zhì)量。
15、2.咀身上纏繞有加熱電阻絲,加熱后的高溫咀身可對塑料原料提供高溫,防止塑料原料降溫而流速減弱。
16、3.運水套與咀頭緊貼,可快速對咀頭降溫,在注塑完成后,可以使出料孔區(qū)域快速冷卻定型,減少脫模后在出料孔區(qū)產(chǎn)生毛邊的可能性。
17、4.軸套外固定有螺旋葉片,將咀身內(nèi)的塑料原料推向咀頭的出料口,作為高壓泵在液壓不足時的輔助推力,配合加熱后的咀身,更容易推動受熱融化的塑膠原料。
技術(shù)特征:
1.一種針閥式熱流道結(jié)構(gòu),包括外殼(1)、閥針(2)、咀頭(3)、隔熱套(4)、咀身(5)和氣缸(6),其特征在于,咀身(5)上端固連有安裝箱(7),外殼(1)上端具有水平展開當(dāng)安裝部(101),安裝部(101)與安裝箱(7)下端面固定,外殼(1)下端卡嵌有運水套(8),咀頭(3)嵌入到運水套(8)內(nèi),隔熱套(4)、咀身(5)嵌入到外殼(1)內(nèi),隔熱套(4)下端與運水套(8)相抵靠,隔熱套(4)上端與咀身(5)相抵靠,外殼(1)一側(cè)固定有連通咀身(5)內(nèi)部的進(jìn)料管(9),閥針(2)貫穿安裝箱(7)、咀身(5)、隔熱套(4)和咀頭(3),氣缸(6)固定在安裝箱(7)上且氣缸(6)的活塞桿與閥針(2)上端連接,咀身(5)內(nèi)設(shè)有將咀身(5)的原料推向咀頭(3)的壓力補(bǔ)償件,安裝箱(7)上設(shè)有驅(qū)動壓力補(bǔ)償件運動的動力源。
2.根據(jù)權(quán)利要求1所述的一種針閥式熱流道結(jié)構(gòu),其特征在于,所述動力源為固定在安裝箱(7)上端面上的電機(jī)(10),安裝箱(7)內(nèi)設(shè)有大齒輪(11),電機(jī)(10)的輸出軸上固定有與大齒輪(11)嚙合的驅(qū)動齒輪(12),所述壓力補(bǔ)償件為套在閥針(2)上轉(zhuǎn)動的軸套(13),軸套(13)外固定有螺旋葉片(14),軸套(13)上端伸入到安裝箱(7)內(nèi)且與大齒輪(11)固定并同軸轉(zhuǎn)動。
3.根據(jù)權(quán)利要求2所述的一種針閥式熱流道結(jié)構(gòu),其特征在于,咀身(5)外壁上開有螺旋槽,螺旋槽內(nèi)纏繞有加熱電阻絲(15)。
4.根據(jù)權(quán)利要求3所述的一種針閥式熱流道結(jié)構(gòu),其特征在于,所述運水套(8)上端具有向外凸出的限位凸沿(81),外殼(1)底部具有向內(nèi)凸出的且與限位凸沿(81)相抵靠的限位環(huán)(102),咀頭(3)外壁上具有多個與運水套(8)內(nèi)壁貼靠的環(huán)形臺階(31),咀頭(3)開有貫穿的出料孔(32)且出料孔(32)能與閥針(2)下端緊密貼合。
5.根據(jù)權(quán)利要求4所述的一種針閥式熱流道結(jié)構(gòu),其特征在于,所述運水套(8)內(nèi)設(shè)有冷卻水道(82)。
6.根據(jù)權(quán)利要求1所述的一種針閥式熱流道結(jié)構(gòu),其特征在于,所述隔熱套(4)為陶瓷材料制成。
7.根據(jù)權(quán)利要求1所述的一種針閥式熱流道結(jié)構(gòu),其特征在于,所述軸套(13)上端固定有密封套筒(16),密封套筒(16)通過軸承(17)與安裝箱(7)轉(zhuǎn)動連接。
技術(shù)總結(jié)
本發(fā)明提供了一種針閥式熱流道結(jié)構(gòu),屬于模具熱流道技術(shù)領(lǐng)域。本針閥式熱流道結(jié)構(gòu)包括外殼、閥針、咀頭、隔熱套、咀身和氣缸,咀身上端固連有安裝箱,外殼上端具有水平展開當(dāng)安裝部,安裝部與安裝箱下端面固定,外殼下端卡嵌有運水套,咀頭嵌入到運水套內(nèi),隔熱套、咀身嵌入到外殼內(nèi),隔熱套下端與運水套相抵靠,隔熱套上端與咀身相抵靠,外殼一側(cè)固定有連通咀身內(nèi)部的進(jìn)料管,閥針貫穿安裝箱、咀身、隔熱套和咀頭,氣缸固定在安裝箱上且氣缸的活塞桿與閥針上端連接,咀身內(nèi)設(shè)有將咀身的原料推向咀頭的壓力補(bǔ)償件,安裝箱上設(shè)有驅(qū)動壓力補(bǔ)償件運動的動力源。通過設(shè)置壓力補(bǔ)償件,將咀身內(nèi)的塑料原料擠出咀頭,使產(chǎn)品密度均勻一致,提高產(chǎn)品質(zhì)量。
技術(shù)研發(fā)人員:張所魁
受保護(hù)的技術(shù)使用者:臺州黃巖科雅模塑科技有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!