氣體過濾及管路便捷式固定一體化裝置的制作方法
本發明屬于航天技術防護領域,具體地,涉及一種氣體過濾及管路便捷式固定一體化裝置。
背景技術:
1、在航天飛行器的制造過程中,焊接是實現各部件連接的關鍵技術,直接影響到航天器的結構完整性和安全性,任何焊接缺陷都可能導致嚴重的安全事故,因此對焊接接頭質量、性能和多余物防控有著極高的要求。
2、在航天器管路系統中,焊接技術尤為重要。管路系統作為航天器的重要組成部分,其焊接質量直接關系到整個系統的密封性和功能性。在現有技術中,為了提高焊接質量需要采用氣體保護措施,如使用氬氣等惰性氣體進行保護。
3、但是,現有技術中的管路焊接保護氣設備存在一定的不足,例如:保護氣源管路與待焊管路一般采取紙膠帶或塑料膠帶等方式直接連接固定,存在保護氣體自帶雜質或管路連接過程中新產生多余物等引入產品的風險,進而影響管路系統安全等。受航天器布局空間限制,管路系統制造過程中,尤其是器上管路焊接工藝操作空間小,導致保護氣源管路與待焊管路不便連接,存在連接不牢固導致保護氣無法及時供給影響焊縫質量的風險。
4、相關的現有技術如下:
5、(1)用于氣體保護電弧焊炬的氣體透鏡組件(專利文獻us20020134760a1),該專利文獻公開了一種用于氣體保護焊炬中的氣體透鏡組件,以向焊池提供層流氣流。包括多個環形細網內濾網,多個環形細網內濾網以固定的軸向間隔布置安裝在形成在透鏡主體和透鏡套筒之間的氣室中;濾網通過以夾層結構設置在所述濾網之間的多個波浪形開口網狀間隔盤間隔預定距離。該裝置通過限位環和中體結構中的復雜形狀構造緊固部件,焊接時,裝置不夠牢靠,且制造工藝復雜。
6、(2)一種具有氣體保護功能的自動焊接裝置(專利文獻cn116117286a),該專利文獻公開了一種具有氣體保護功能的自動焊接裝置,涉及焊接技術領域,包括焊接裝置和工件,其工作過程中通過限位軸進行限位,包括多次不斷旋轉和聯動其他部件旋轉的過程,裝置穩定性較差,裝配和拆除過程較復雜。
7、針對現有技術中的問題,本發明提供一種輕小型、結構緊湊、操作簡便、氣體保護效果好、管路固定便捷牢靠的氣體過濾保護及管路便捷式拆裝固定一體化裝置,以滿足航天器管路系統焊接的嚴格要求。
技術實現思路
1、針對現有技術中的缺陷,本發明的目的是提供一種氣體過濾及管路便捷式固定一體化裝置及裝配、使用方法。
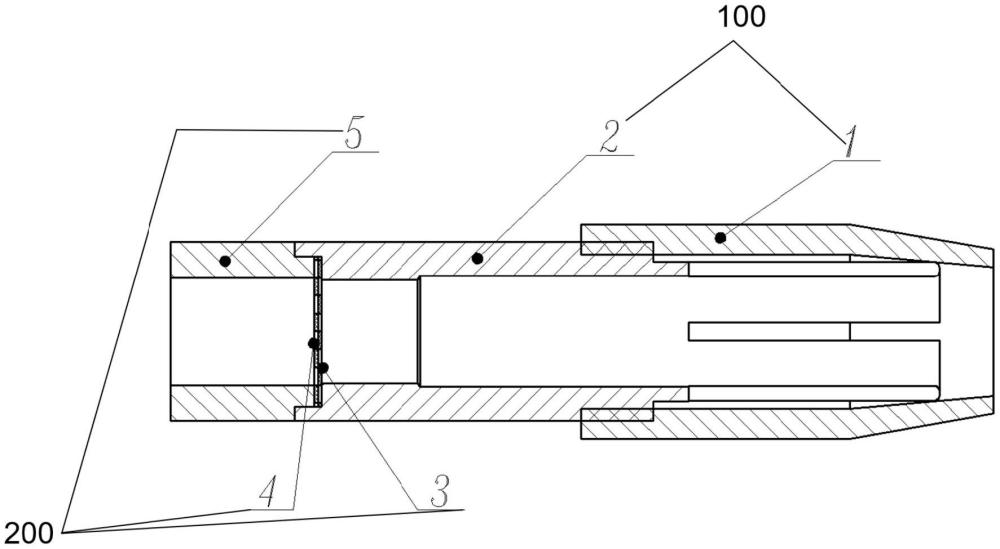
2、根據本發明提供的一種氣體過濾及管路便捷式固定一體化裝置包括:管路固定組件,過濾組件;
3、所述管路固定組件設置有抱爪,所述過濾組件設置有濾網和轉接壓環;
4、所述管路固定組件的抱爪和過濾組件的轉接壓環配合在一起,所述濾網設置在轉接壓環與抱爪配合的一端。
5、優選地,所述管路固定組件還包括:錐套;
6、所述錐套和抱爪依次安裝在待焊接管路的一端,錐套與抱爪通過螺紋連接。
7、優選地,所述錐套為一端為圓柱一端為錐段的結構,圓柱段外表面有滾花,圓柱段內表面有螺紋;
8、所述抱爪為出口一端在圓周方向開有槽口類圓柱體結構,另一端有臺階,外表面有螺紋和滾花,所述螺紋與錐套內螺紋匹配,內腔有錐面臺階,抱爪內徑略大于對應規格待焊管路外徑;
9、所述錐套為進口端有內螺紋的圓柱結構,外部有滾花,出口管呈錐形收緊形狀;內螺紋與抱爪外螺紋匹配,隨著螺紋擰入,抱爪出口端部與錐套錐段接觸并擠壓,使抱爪變形抱緊。
10、優選地,緊固待焊管路時,擰緊螺紋過程中,錐套擠壓抱爪向內變形與管路外表面接觸進而抱爪環抱住待焊管路;
11、拆除待焊管路時,手動擰松螺紋至被連接管路可自由拔出狀態。
12、優選地,抱爪內徑大于待焊管路外徑,抱爪自由狀態下,待焊管路可以自由插入抱爪出口;抱爪被擠壓狀態下,出口端變形夾持住待焊管路,抱爪進一步被擠壓狀態下,出口端變形可將待焊管路環抱實現抱緊。
13、優選地,所述過濾組件還包括:支撐網;
14、所述轉接壓環將濾網與支撐網的組合體壓入抱爪入口實現固定;
15、所述轉接壓環為有凸臺的圓柱形結構,轉接壓環的一端凸臺尺寸與抱爪的端部臺階匹配,所述與抱爪匹配端固定有濾網和支撐網,另一端與保護氣源管路連接。
16、優選地,所述濾網與支撐網邊緣焊接在一起,
17、所述支撐網為圓形不銹鋼絲材質粗網,其尺寸與抱爪端部臺階匹配;
18、所述濾網為圓形特種不銹鋼濾網,其尺寸與支撐網一致;
19、所述抱爪內表面的錐面臺階,用于待焊管路裝入時的限位,防止待焊管路將濾網損壞。
20、根據本發明提供的一種氣體過濾及管路便捷式固定一體化裝置裝配方法,包括:
21、步驟s1:將支撐網與濾網邊緣點焊在一起;
22、步驟s2:使用轉接壓環將支撐網與濾網組合體壓入抱爪端部,并將轉接壓環和抱爪的外表面對接處焊接在一起,與對應匹配的錐套形成一套裝置;管路焊接前,將焊接保護氣源管路連接至轉接壓環端部;
23、步驟s3:將待焊接管路一端插入錐套的錐段所在一端;并繼續插入抱爪開槽口所在端部,至抱爪內腔錐面臺階處限位停止;
24、步驟s4:將錐套匹配安裝至抱爪,并手動擰緊螺紋,完成管路固定;
25、步驟s5:焊接保護氣源通氣,經過過濾組件后,潔凈的保護氣填充滿至待焊接處,即可進行管路焊接;
26、步驟s6:手動松開錐套與抱爪之間的螺紋,至管路可自由拔出狀態,即完成管路拆除。
27、優選地,所述氣體過濾及管路便捷式固定一體化裝置裝配方法,其特征在于,
28、采用不同尺寸規格的錐套和抱爪實現對不同管徑待焊管路的連接固定;
29、所述焊接使用鎢極氣體保護焊、熔化極氣體保護焊、等離子焊或激光焊焊接方式。
30、根據本發明提供的一種氣體過濾及管路便捷式固定一體化裝置的使用方法,采用本發明提供的一種氣體過濾及管路便捷式固定一體化裝置,包括:
31、步驟s1:將對應規格待焊管路從錐套出口穿過,再插入抱爪出口;
32、步驟s2:將錐套與抱爪通過螺紋連接,手動擰緊;
33、步驟s3:將焊接氣源管路連接至轉接壓環進口,即可開始焊接;
34、步驟s4:焊接完成后,手動擰松螺接頭至管路可自由拔出,即可拆除;
35、所述氣體過濾及管路便捷式固定一體化裝置與自動化焊接設備配合使用。
36、與現有技術相比,本發明具有如下的有益效果:
37、1、本發明實現了管路焊接過程中穩定、潔凈的氣體保護;從而實現了焊接過程的有效保護,提高了管路焊接質量;
38、2、本發明具有結構緊湊、操作簡便、可以重復使用、適應性強等優點,適用于多種焊接工藝和工作環境;
39、3、本發明能有效提高焊接質量和效率,減少焊接缺陷,具有重要的工業價值;
40、4、本發明通過集成氣體過濾和管路固定功能于一身,同時解決了現有技術中焊接保護氣體引入雜質等多余物風險和待焊接管路便捷式拆裝固定等問題。
- 還沒有人留言評論。精彩留言會獲得點贊!