擠壓涂布頭及涂布裝置的制作方法
本技術涉及電池制造,具體涉及一種擠壓涂布頭及涂布裝置。
背景技術:
1、涂布是鋰離子電池生產過程中必不可少的工序,也是直接影響電池安全性、容量和一致性等各項性能的關鍵工序。涂布就是將制作好的電池漿料均勻地、連續或間斷地涂布在基材(鋁箔或銅箔)上,保證各個涂布位置的厚度一致性,并將涂布厚度控制在工藝要求的公差范圍內。
2、目前常用的涂布方式有兩種:轉移式涂布和擠壓式涂布。擠壓涂布頭為擠壓式涂布中常用的基礎部件。相關技術中,擠壓涂布頭包括:在高度方向上從下而上依次設置的第一擠壓模塊和第二擠壓模塊,第一擠壓模塊和第二擠壓模塊之間形成有漿料通道,漿料通道的出漿口用于對電池極片的表面進行涂布。第一擠壓模塊上開設有漿料腔,漿料腔與漿料通道連通。通過調節第一擠壓模塊和第二擠壓模塊之間的距離來調整漿料通道的過流面積,從而調節漿料流量,保證涂布時不同漿料厚度的需求。
3、但是,上述擠壓涂布頭容易造成涂布時鼓筋的問題,并且調節精度低,不能保證涂布漿料的均勻性。
技術實現思路
1、鑒于上述問題,本技術實施例提供一種擠壓涂布頭及涂布裝置,調節精度高,可保證涂布漿料的均勻性,并且可減少涂布時產生的鼓筋問題。
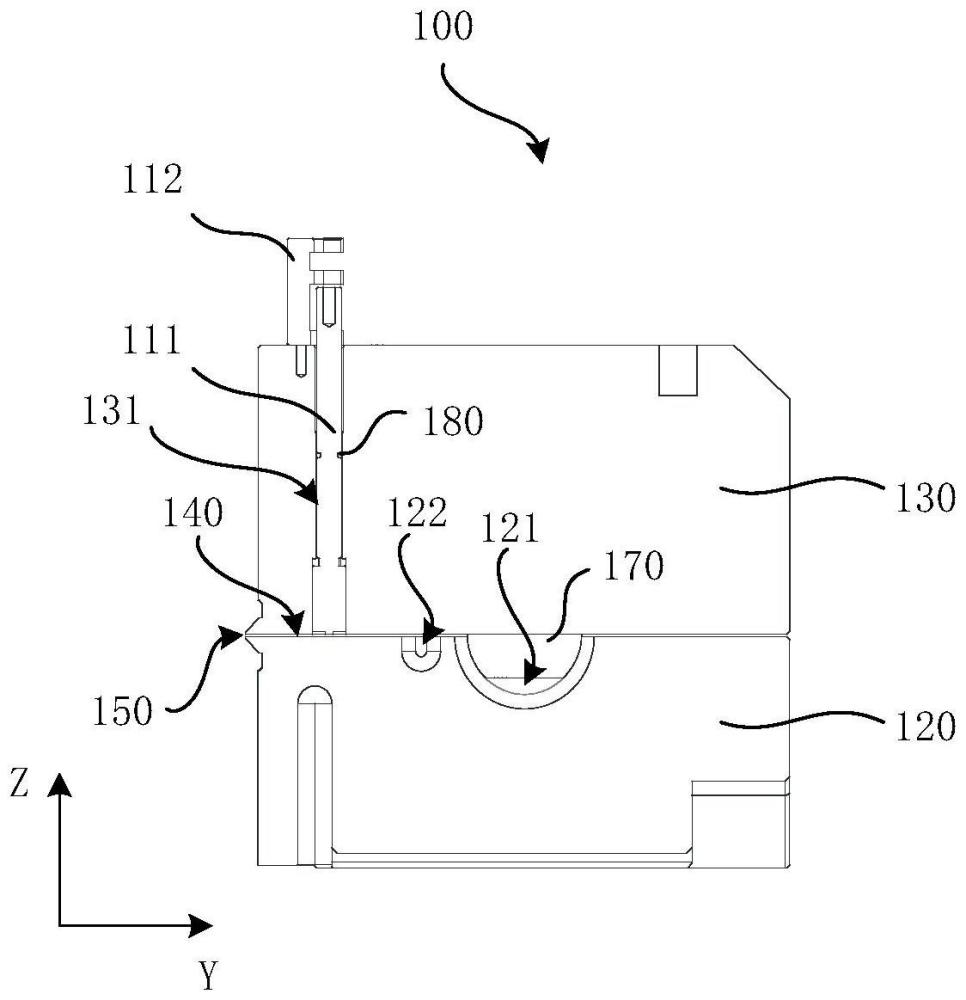
2、本技術實施例一方面提供一種擠壓涂布頭,包括:調節組件以及從下而上相對設置的第一擠壓模塊和第二擠壓模塊,所述第一擠壓模塊與所述第二擠壓模塊之間具有間隙以形成漿料通道,所述漿料通道與外界連通的開口為出料口,所述調節組件包括多個調節件,多個所述調節件沿所述出料口的延伸方向排布,所述第二擠壓模塊上開設有垂直于所述漿料通道的貫通孔,所述調節件的部分在所述貫通孔中上下可移動設置,所述調節件的一端用于伸入所述漿料通道中,所述第一擠壓模塊朝向所述第二擠壓模塊的一面沿所述出料口延伸方向開設有第一漿料腔和第二漿料腔,所述第一漿料腔用于與外部漿料輸送系統連通,所述第一漿料腔與所述第二漿料腔均與所述漿料通道連通,所述第二漿料腔位于所述第一漿料腔與所述調節件之間。
3、本技術實施例提供的擠壓涂布頭,通過調節件可調節漿料流量,有利于提高電池極片上各個區域的漿料厚度均勻性,調節精度高,保證電池極片制造形成的電極組件具有良好的安全性和化學性能,同時也能夠節約漿料,降低電極組件的制造成本,調節件還可降低漿料的流速,減少流體的直通距離,避免直沖,降低涂布時出現鼓筋的風險。通過第二漿料腔也可有效降低漿料的流速,減少流體的直通距離,避免直沖,進而可大大降低涂布時出現鼓筋的風險。并且,第二漿料腔位于第一漿料腔與調節件之間,相比第二漿料腔位于調節件正下方或者第二漿料腔位于調節件與出料口之間的方式,可降低漿料對調節件的沖擊,減小調節件的磨損、電化學腐蝕等。
4、在一種可能的實施方式中,所述調節件包括:調節部以及阻流部,所述調節部與所述阻流部相連,所述調節部用于帶動所述阻流部在所述貫通孔中上下移動,所述阻流部遠離所述調節部的一端用于伸入所述漿料通道中,所述阻流部沿所述出料口延伸方向上的寬度介于10mm-15mm之間。
5、本技術實施例將阻流部沿出料口延伸方向上的寬度設置為介于10mm-15mm之間,通過減小阻流部沿出料口延伸方向上的寬度,可提高擠壓涂布頭單位調節件的控制精度。當阻流部沿出料口延伸方向上的寬度設置為介于10mm-15mm之間時,突變位置因漿料通道厚度異常控制調節件引起的漿料變化量減少,突變位置兩側逐級遞減的調節件變化量也會相應的減少或者直接不需要調節,在設定的上、下限值范圍內能夠快速的控制涂布質量的有效性,實現控制精度和控制速度大幅提高。
6、在一種可能的實施方式中,多個所述調節件的所述阻流部中,除去首尾各一個所述阻流部之外的所有所述阻流部的橫向剖切面呈平行四邊形,所述阻流部沿所述出料口延伸方向上的兩側與所述出料口的延伸方向傾斜設置。
7、漿料會從兩個阻流部之間的間隙流過,若其間隙與出料口延伸方向垂直,會使漿料對電池極片產生直沖,本技術實施例中將其間隙設置為傾斜于出料口的延伸方向,一方面可減緩漿料的流速,另一方面可避免流經其間隙的漿料對電池極片產生直沖,可進一步減小涂布時產生鼓筋的風險,保證極片涂布時的漿料均勻性。
8、在一種可能的實施方式中,所述阻流部遠離所述調節部的一端端面具有條形凸起,所述條形凸起沿所述出料口的延伸方向延伸,多個所述阻流部的所述條形凸起首尾相連。
9、調節件在高度方向上進行調節后,兩個阻流部之間形成的臺階和間隙處,會引起漿料形成固定的差異流速和形狀,造成漿料通道不連續處漿料聚集,在幅寬上固定位置會產生微小凸起,經過數千層收卷的積累,會產生鼓筋問題,干燥后干漿料受局部鼓筋力的牽引,有開裂的風險,影響涂布質量。本技術實施例在阻流部的底部設置條形凸起,可減少涂布過程中寬度方向臺階和間隙產生的渦線強度,從而降低局部流體誘導速度,在整體漿料壓力下,未形成穩定的差異流速和凸起差異狀態前完成漿料厚度的調整,改善極片鼓筋問題。
10、在一種可能的實施方式中,擠壓涂布頭還包括:流量控制件,所述流量控制件蓋設于所述第一漿料腔,所述流量控制件上開設有多個通孔,多個所述通孔沿所述流量控制件的長度方向間隔布置,所述第一漿料腔中的漿料通過所述通孔流入所述漿料通道。
11、流量控制件可減緩漿料的流速,提高涂布厚度的穩定性,流量控制件上的通孔可使得第一漿料腔中的漿料能均勻地散布于整個出料口,有利于提高涂布時的漿料均勻性。
12、在一種可能的實施方式中,擠壓涂布頭還包括:密封件,所述密封件套設于所述調節件,所述密封件與調節件和貫穿孔均過盈配合。
13、如此,密封件可防止漿料從貫穿孔流出擠壓涂布頭,避免漿料泄漏。
14、在一種可能的實施方式中,所述調節件上開設有卡接槽,所述密封件設置于所述卡接槽中。
15、如此,調節件在貫穿孔中上下移動時,可避免密封件脫落。
16、在一種可能的實施方式中,所述調節組件還包括:支架,所述支架設置于所述第二擠壓模塊的上表面,所述支架用于固定所述調節件,所述支架具有豎直設置的螺釘,所述螺釘與所述調節件的頂部相連。
17、通過旋動螺釘可實現調節件在貫穿孔中的上下移動,并且,可實現調節件在不旋轉的情況下實現上下移動。
18、在一種可能的實施方式中,多個所述調節件的所述阻流部形成的線型阻流部中首尾兩端呈弧形。
19、整個調節組件中,阻流部的兩個端部呈弧形,弧形的端面可避免漿料對極片產生直沖,有利于提高涂布的穩定性。
20、本技術實施例另一方面提供一種涂布裝置,包括如上所述的擠壓涂布頭及漿料輸送系統所述漿料輸送系統與所述擠壓涂布頭連接,所述漿料輸送系統用于為所述擠壓涂布頭提供漿料。
21、本技術實施例提供的涂布裝置,其中,通過擠壓涂布頭的調節件可調節漿料流量,有利于提高電池極片上各個區域的漿料厚度均勻性,調節精度高,保證電池極片制造形成的電極組件具有良好的安全性和化學性能,同時也能夠節約漿料,降低電極組件的制造成本,調節件還可降低漿料的流速,減少流體的直通距離,避免直沖,降低涂布時出現鼓筋的風險。通過第二漿料腔也可有效降低漿料的流速,減少流體的直通距離,避免直沖,進而可大大降低涂布時出現鼓筋的風險。并且,第二漿料腔位于第一漿料腔與調節件之間,相比第二漿料腔位于調節件正下方或者第二漿料腔位于調節件與出料口之間的方式,可降低漿料對調節件的沖擊,減小調節件的磨損、電化學腐蝕等。
22、上述說明僅是本技術技術方案的概述,為了能夠更清楚了解本技術的技術手段,而可依照說明書的內容予以實施,并且為了讓本技術的上述和其它目的、特征和優點能夠更明顯易懂,以下特舉本技術的具體實施方式。
- 還沒有人留言評論。精彩留言會獲得點贊!