一種白卡紙生產用質量檢測裝置及檢測方法與流程
本技術涉及白卡紙生產設備的,尤其是涉及一種白卡紙生產用質量檢測裝置及檢測方法。
背景技術:
1、硬質煙盒外層的包裝通常采用白卡紙制成,因為白卡紙具有良好的挺度和印刷效果,能夠很好地呈現煙盒精美的圖案和文字。此外,白卡紙的硬度和厚度使得煙盒能夠更加耐用,便于保護香煙不受外界環境的影響。白卡紙在生產時為檢測其成品質量,除了常規的檢測手段外,可將白卡紙成品樣張制成煙盒樣品,然后通過檢測煙盒樣品的質量,來間接反映白卡紙的生產質量。
2、相關技術中授權公告號為cn210982184u的中國專利文件公開了一種卷煙軟包硬化煙盒的粘合強度檢測裝置,包括提供煙盒粘合處橫向張開力的接觸部和為接觸部提供壓力的壓力裝置,接觸部包括連接部和具有斜面結構的接觸端部,還包括用于固定煙盒位置的限位槽。檢測時,先將煙盒固定在限位槽內,將接觸部的底端對準煙盒側部的粘合處下壓,壓力裝置通過接觸部逐漸對煙盒的粘合處施壓,直至煙盒的粘合處開膠,煙盒在粘合處的一部分向左傾斜打開,在此記為剝離部,即煙盒的剝離部與煙盒本體開膠分離,記錄此時壓力裝置所施加的壓力,定義為該煙盒的粘合強度。
3、由于煙盒的剝離部與煙盒本體是否開膠分離完全依靠人眼進行觀察,而人眼并不能準確地觀察到分離的瞬間,往往需要煙盒的剝離部分離至一定程度才能觀察到,而此時所記錄到的壓力值并不能準確反映出煙盒實際的粘合強度,存在較大誤差,使得最終得到的白卡紙生產質量檢測結果受到影響。
技術實現思路
1、為了改善現有檢測裝置在檢測煙盒粘合強度時存在較大誤差,使得白卡紙生產質量檢測結果受到影響的情況,本技術提供一種白卡紙生產用質量檢測裝置及檢測方法。
2、一方面,本技術提供一種白卡紙生產用質量檢測裝置,采用如下的技術方案:
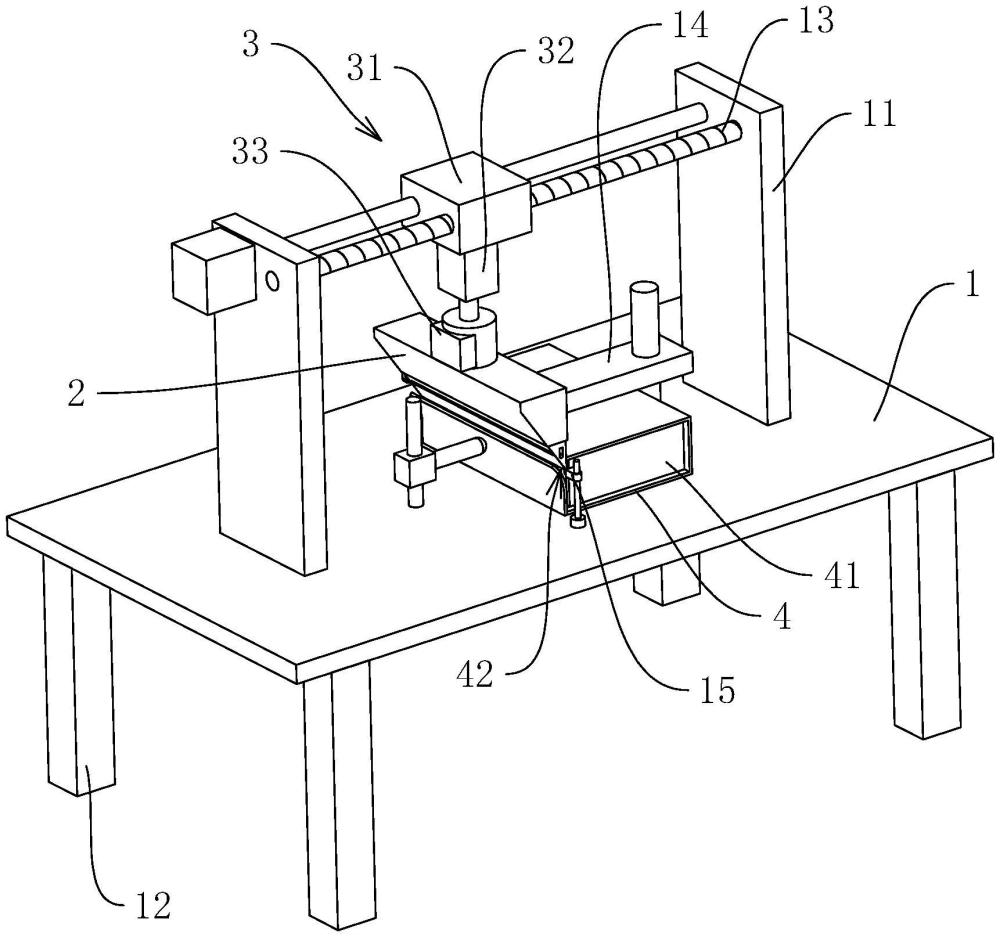
3、一種白卡紙生產用質量檢測裝置,包括
4、工作臺,用于放置煙盒;
5、驅動楔塊,位于工作臺上方并能夠豎直升降,所述驅動楔塊的底部尖端處豎直滑動連接有剝離楔塊,初始狀態下,所述剝離楔塊的底部尖端用于與煙盒的粘合處接觸,所述驅動楔塊對應剝離楔塊的頂部位置設置有接觸開關,所述驅動楔塊與剝離楔塊之間設置有第一回復件;
6、供壓機構,用于對驅動楔塊施加豎直向下的壓力,所述驅動楔塊與供壓機構之間設置有第一壓力計,所述第一壓力計能夠記錄并顯示供壓機構對驅動楔塊施加的壓力值;
7、第二壓力計,用于設置在剝離楔塊遠離煙盒的一側,所述第二壓力計用于檢測煙盒剝離部施加的水平方向的力;
8、控制單元,所述接觸開關與控制單元電連接,所述控制單元與第一壓力計電連接,當所述剝離楔塊與接觸開關相脫離時,所述第一壓力計鎖定當前壓力值。
9、可選的,所述工作臺上位于驅動楔塊的一側設置有發射模塊,用于發射水平方向的激光,所述發射模塊的設置高度低于初始狀態下剝離楔塊底部尖端的高度,并且發射模塊朝向剝離楔塊方向發射激光,所述剝離楔塊遠離發射模塊的一側固定有接收模塊,所述發射模塊和接收模塊均與控制單元電連接,當所述接收模塊與發射模塊處于同一高度時,接收模塊接收來自發射模塊的激光信號,同時供壓機構停止施加壓力。
10、可選的,所述剝離楔塊內部穿設有信號光纖,所述信號光纖一端水平朝向發射模塊一側,所述信號光纖另一端與接收模塊高度一致,且朝向接收模塊,所述信號光纖朝向發射模塊的一端活動連接于剝離楔塊。
11、可選的,所述第二壓力計水平放置,所述第二壓力計包括朝向剝離楔塊方向的壓力探頭,所述壓力探頭的設置高度低于初始狀態下剝離楔塊底部尖端的高度,所述壓力探頭用于貼近煙盒的剝離部放置,用于檢測剝離部分離時對水平方向施加的力。
12、可選的,所述剝離楔塊包括剝離斜面,所述剝離斜面設置于剝離楔塊靠近第二壓力計的一側,所述剝離斜面與壓力探頭之間的距離由上至下逐漸增大。
13、可選的,所述剝離楔塊內部滑動連接有分離塊,所述分離塊能夠從剝離斜面滑出剝離楔塊外,所述剝離楔塊內設置有吸合組件,用于控制分離塊伸出或縮回剝離楔塊。
14、可選的,所述吸合組件包括第一吸合件、第二吸合件和第二回復件,所述第一吸合件固定于剝離楔塊內,并且與控制單元電連接,所述第二吸合件固定于分離塊,所述第一吸合件與第二吸合件位置對應,所述第二回復件一端與剝離楔塊連接,另一端與分離塊連接,所述第一吸合件能夠外接電源,并且第一吸合件通電后與第二吸合件吸附在一起。
15、可選的,所述剝離楔塊于剝離斜面和遠離剝離斜面一側的側壁表面均設置有防粘涂層。
16、另一方面,本技術提供一種白卡紙生產用質量檢測方法,利用如上述的白卡紙生產用質量檢測裝置對白卡紙進行生產質量檢測,包括如下步驟:
17、s1:將待檢測的煙盒放置在工作臺上并固定位置,將剝離楔塊的底部尖端對準煙盒的粘合處,啟動供壓機構,由供壓機構對剝離楔塊施壓向下的壓力,并逐漸增大所施加的壓力,第一壓力計持續檢測供壓機構向下施加的壓力值,在煙盒的粘合處分離的瞬間,第一回復件推動剝離楔塊向下插入粘合處分離的縫隙內,將煙盒的粘合處分離出剝離部,此時剝離楔塊與接觸開關脫離,控制單元向第一壓力計發送信號,第一壓力計鎖定自身當前所檢測到的壓力值,并向外顯示,發射模塊發出的激光經由信號光纖傳輸到接收模塊,接收模塊對控制單元發送激光信號,控制單元向供壓機構發送停止施加的信號,并且由于剝離楔塊將剝離部向遠離煙盒本體方向推動,剝離部與第二壓力計接觸,第二壓力計檢測到剝離部施加的水平方向的力,第二壓力計向控制單元發送壓力信號;
18、s2:第一壓力計向外顯示的壓力值定義為待檢測煙盒的粘合強度,當粘合強度小于28n時判定為不合格,對于粘合強度不合格的煙盒樣品,重新選取與不合格煙盒樣品同批次生產的白卡紙進行質量檢測,判斷是否為共性質量問題;
19、s3:檢測時,控制單元需同時接收到激光信號與壓力信號,此次檢測結果才算作有效,否則重新調整后再繼續檢測。
20、綜上所述,本技術包括以下至少一種有益效果:
21、1.檢測時,先將剝離楔塊移動到對應煙盒的粘合處位置停止,在初始狀態下,剝離楔塊的底部尖端與煙盒的粘合處表面相接觸,隨后由供壓機構對剝離楔塊逐漸施壓,在施壓過程中,由于剝離楔塊與驅動楔塊滑動連接,所以剝離楔塊先與煙盒抵接靜止不動,而驅動楔塊逐漸下降高度,直至驅動楔塊下降至其內部的接觸開關與剝離楔塊相抵,此時第一回復件受壓形變,第一壓力計開始檢測實時壓力值,而驅動楔塊則開始與剝離楔塊一同下壓煙盒的粘合處,在煙盒的粘合處分離出剝離部的瞬間,剝離楔塊被第一回復件產生的回復力推動,瞬間向下插入粘合處的縫隙內,此時剝離楔塊的頂部與接觸開關分離,控制單元向第一壓力計發送鎖定信號,第一壓力計鎖定自身檢測到的分離瞬間的壓力值,并向外顯示,由于剝離楔塊是在粘合處分離的瞬間插入縫隙內的,相較于人眼直接觀察,剝離楔塊的動作更為迅速,能夠更加準確的反映出分離的瞬間,而第一壓力計最終得到的壓力值數據則更為精準地反映粘合處分離瞬間的壓力值,從而大大提高煙盒樣品粘合強度檢測的準確性,進而提高對應白卡紙質量檢測結果的準確性;
22、2.通過采用激光信號和壓力信號的雙重檢測,其中激光信號由發射模塊向跟隨剝離楔塊移動的信號光纖發出,信號光纖跟隨剝離楔塊向下插入縫隙內后,與發射模塊處于同一水平高度,激光沿著信號光纖傳輸至接收模塊內,接收模塊向控制單元發送激光信號,而壓力信號由第二壓力計檢測,由于剝離部與煙盒本體分離,剝離部在分離的瞬間會向遠離煙盒本體的方向攤開,剝離部因此會對第二壓力計施加一個水平方向的力,若第二壓力計檢測到這個力,則向控制單元發送壓力信號,若控制單元同時檢測到激光信號和壓力信號,則此時第一壓力計顯示的讀數有效,因為若控制單元只接收到激光信號,但第二壓力計并未檢測到壓力信號,此時可能是因為剝離楔塊沒有對準粘合處下壓;若控制單元沒有接收到激光信號,但第二壓力計檢測到有壓力信號,此時可能是因為在下壓的過程中,煙盒的位置發生偏移,兩種情況檢測到的壓力值均無效;
23、3.在剝離楔塊內設置可以彈出的分離塊,當剝離楔塊插入粘合處縫隙內時,第一吸合件斷電,此時第二吸合件被第二回復件推動遠離第一吸合件,將分離塊瞬間從剝離斜面處彈出剝離楔塊外,彈出的分離塊對已經分離出來的剝離部施加一個遠離煙盒本體方向的力,使得剝離部進一步向外攤開,進一步向外攤開的剝離部可以對第二壓力計施加一個更大更明顯的壓力,使得第二壓力計更容易檢測到,從而提高壓力信號的檢測靈敏度。
- 還沒有人留言評論。精彩留言會獲得點贊!