一種基于軌跡調(diào)整的五軸數(shù)控點膠機控制方法與流程
本發(fā)明涉及數(shù)控加工,具體涉及一種基于軌跡調(diào)整的五軸數(shù)控點膠機控制方法。
背景技術:
1、點膠機又稱涂膠機、打膠機等,是一種專門對流體進行控制,將流體點滴、涂覆于產(chǎn)品表面或產(chǎn)品內(nèi)部的自動化機器。其廣泛應用于電子、汽車、醫(yī)療、航空等領域,實現(xiàn)對產(chǎn)品粘接、封裝、固定等功能,常用于對玻璃、橡膠、陶瓷等材料加工。傳統(tǒng)點膠機加工軌跡一般為點、線、圓、弧等較為簡單的圖形,且一般為平面件加工,因此常采用控制運動卡進行運動控制,同時配合使用圖形化界面或視覺識別用于降低操作難度,使終端客戶使用簡單直觀。
2、而隨著針對曲面件的點膠加工需求日益增長(如3d曲面屏在手機行業(yè)應用越來越廣泛),點膠加工呈現(xiàn)軌跡復雜化、維度多樣化、加工要求高速高精化、功能復雜化等趨勢。為應對愈加復雜的加工需求,五軸數(shù)控系統(tǒng)被用于點膠機控制中,但由于點膠加工工藝與金屬機加工的區(qū)別,點膠場景在五軸數(shù)控系統(tǒng)中有以下需求存在技術問題:
3、1)軌跡可調(diào)整需求
4、不同于傳統(tǒng)金屬加工從毛坯件開始進行切削等操作,點膠機一般在成型的玻璃、橡膠、陶瓷等工件上加工,而這列材料通常在加工過程中存在熱效應引起的形變誤差,同一批工件中各工件形變量均有差異,因此即使針對同一種工件也需要反復在線修改加工軌跡、速度等優(yōu)化加工效果。傳統(tǒng)五軸數(shù)控系統(tǒng)通過修改g代碼內(nèi)坐標和進給速度的方式在此場景下操作繁瑣,難以定位到需修改行。
5、2)點膠可控制需求
6、由于點膠機控制的流體性質(zhì),若出膠量和出膠頭與工件的相對速度不一致,則會導致膠量過多或不足。同時用點膠閥執(zhí)行調(diào)整出膠量或開關膠操作時,從閥門調(diào)節(jié)開始到膠實際作用于工件上之間存在物理上的時間差,此時間差會導致膠路在工件上提前或延時導致膠路偏差。傳統(tǒng)五軸數(shù)控系統(tǒng)指定的進給速度f值會分配到直線軸和旋轉(zhuǎn)軸上,因此當旋轉(zhuǎn)軸每行變化較大時,易造成刀尖點速度波動,波動較大時易導致點膠閥調(diào)整不及時。同時傳統(tǒng)的五軸數(shù)控系統(tǒng)中控制開關膠一般使用m指令控制plc響應,點膠的提前延時使用修改m指令所在行的方法,而由于運行速度不同、電路機械響應速度不同等因素在各個g代碼或各個位置上需要提前延時的量不同,通過修改開關膠m指令所在行的辦法無法達到控制效果。
7、3)操作可圖形化需求
8、由于點膠行業(yè)中機床制造商和終端客戶一般對五軸數(shù)控并不了解,實際應用時終端客戶一般沒有五軸編程與工藝人員,因此對于cam后置軟件和g代碼編寫修改等都不了解,并且一般不希望將數(shù)控系統(tǒng)常用的g代碼顯示或編程界面作為主界面,所以傳統(tǒng)數(shù)控系統(tǒng)的生成修改nc程序的方式不適用點膠的常用場景,同樣的通過修改nc程序的方式進行軌跡調(diào)整的方法也不具備實際應用價值。
技術實現(xiàn)思路
1、鑒于上述問題,提出了本發(fā)明以便提供一種克服上述問題或者至少部分地解決上述問題的一種基于軌跡調(diào)整的五軸數(shù)控點膠機控制方法。
2、為了解決上述技術問題,本技術實施例公開了如下技術方案:
3、第一方面,本發(fā)明實施例公開了一種基于軌跡調(diào)整的五軸數(shù)控點膠機控制方法,包括:
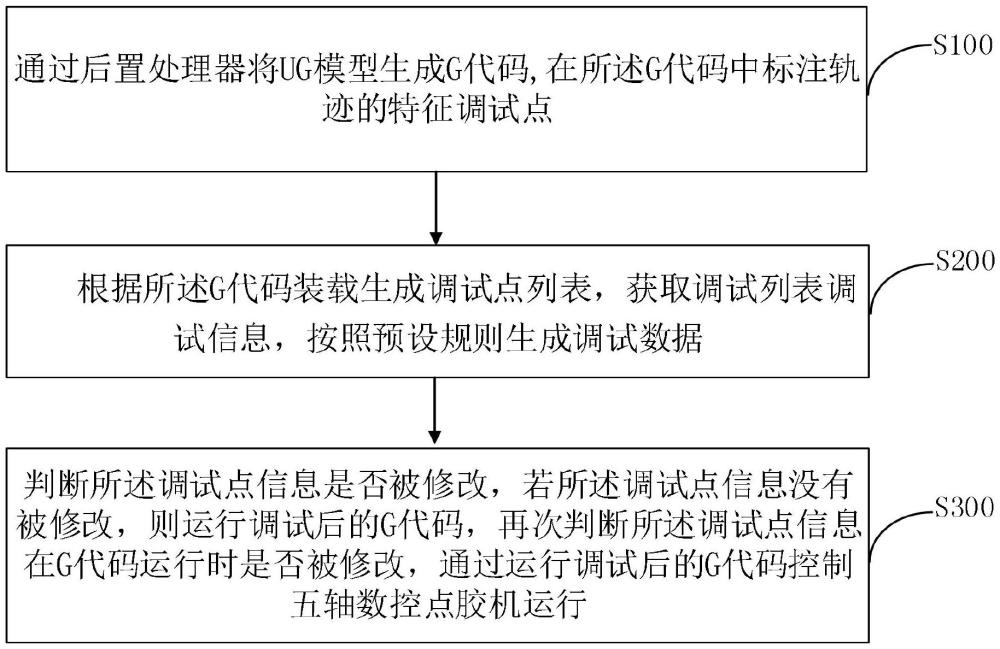
4、s100.通過后置處理器將ug模型生成g代碼,在所述g代碼中標注軌跡的特征調(diào)試點;
5、s200.根據(jù)所述g代碼裝載生成調(diào)試點列表,獲取調(diào)試列表調(diào)試信息,按照預設規(guī)則生成調(diào)試數(shù)據(jù);
6、s300.判斷所述調(diào)試點信息是否被修改,若所述調(diào)試點信息沒有被修改,則運行調(diào)試后的g代碼,再次判斷所述調(diào)試點信息在g代碼運行時是否被修改,通過運行調(diào)試后的g代碼控制五軸數(shù)控點膠機運行。
7、進一步地,s100中,通過后置處理器將ug模型生成g代碼,具體方法包括:使用ug進行三維建模,創(chuàng)建零件的ug模型;根據(jù)零件的加工需求,在ug中選擇對于的加工策略,生成刀具路徑;將所述刀具路徑轉(zhuǎn)換為數(shù)控機床所能識別的g代碼;對生成的g代碼進行驗證,將經(jīng)過驗證的g代碼上傳五軸數(shù)控點膠機。
8、進一步地,s100中,在所述g代碼中標注軌跡的特征調(diào)試點,具體方法包括:獲取g代碼中每段軌跡類型和每段軌跡對應特征調(diào)試點定義范圍,所述軌跡類型至少包括直線、順圓弧、逆圓弧和空間圓弧;每段軌跡對應特征調(diào)試點定義范圍至少包括起終點和中間點。
9、進一步地,s200中,根據(jù)所述g代碼裝載生成調(diào)試點列表,獲取調(diào)試列表調(diào)試信息,所述調(diào)試點列表信息至少包括調(diào)試點x坐標補償、調(diào)試點y坐標補償、調(diào)試點z坐標補償、調(diào)試點之間的速度、調(diào)試點處開關膠狀態(tài)和調(diào)試點處開關膠提前/滯后的距離或時間。
10、進一步地,獲取調(diào)試列表調(diào)試信息,按照預設規(guī)則生成調(diào)試數(shù)據(jù),具體方法包括:當擴展到五軸以ac雙轉(zhuǎn)臺機床,調(diào)試點列表信息為xyzac五軸時,采用3d跟隨補償算法生成調(diào)試數(shù)據(jù),通過調(diào)試點設定的補償值與各程序段相對于其前后調(diào)試點的空間距離或累計弧長計算各程序段端點空間偏移值。
11、進一步地,通過調(diào)試點設定的補償值與各程序段相對于其前后調(diào)試點的空間距離計算各程序段端點空間偏移值,具體方法包括:
12、獲取待計算程序段端點的補償前位置p,補償后位置pc,補償前位置p和補償后位置pc之間空間偏移矢量為補償前位置p的前一個調(diào)試點偏移前為ep1,偏移后為ep1c,ep1和ep1c之間的空間偏移矢量補償前位置p的后一個調(diào)試點偏移前為ep2,偏移后為ep2c,ep2和ep2c之間的空間偏移矢量p到ep1c的空間距離為d1,p到ep2c的空間距離為d2,則使用空間距離計算補償量公式如下:
13、
14、進一步地,通過調(diào)試點設定的補償值與各程序段相對于其前后調(diào)試點的累計弧長計算各程序段端點空間偏移值,具體方法包括:
15、獲取待計算程序段端點的補償前位置p,補償后位置pc,補償前位置p和補償后位置pc之間空間偏移矢量為補償前位置p的前一個調(diào)試點偏移前為ep1,偏移后為ep1c,ep1和ep1c之間的空間偏移矢量補償前位置p的后一個調(diào)試點偏移前為ep2,偏移后為ep2c,ep2和ep2c之間的空間偏移矢量獲取p到ep1的累計弧長為l1,p到ep2的累計弧長為l2,則使用累計弧長計算補償量公式如下:
16、
17、進一步地,s300中,當運行調(diào)試后的g代碼時,采用五軸恒進給算法控制五軸數(shù)控點膠機運行,具體方法包括:獲取數(shù)控程序中各軸位置,將給進速度分配到工件系刀尖點合成上,通過刀尖點速度計算旋轉(zhuǎn)軸跟隨速度,根據(jù)各軸限速調(diào)整旋轉(zhuǎn)軸跟隨速度,根據(jù)調(diào)整后旋轉(zhuǎn)軸速度速度調(diào)整合成軸速度,根據(jù)得到的合成軸速度得到各軸增量。
18、進一步地,s300中,當運行調(diào)試后的g代碼時,采用五軸實際速度配合pwm坡調(diào)模塊控制五軸數(shù)控點膠機運行,具體方法包括:通過每周期各軸增量與位置使用五軸rtcp算法解算五軸工件系下刀尖點的實際速度,再通過plc中的坡調(diào)模塊計算出膠量,所述坡調(diào)模塊使用pwm原理實現(xiàn)。
19、第二方面,本發(fā)明實施例公開了一種電子設備,包括:
20、一個或多個處理器;
21、存儲器,用于存儲一個或多個程序;
22、當所述一個或多個程序被所述一個或多個處理器執(zhí)行,使得所述一個或多個處理器實現(xiàn)所述五軸數(shù)控點膠機控制方法。
23、本發(fā)明實施例提供的上述技術方案的有益效果至少包括:
24、本發(fā)明公開了一種基于軌跡調(diào)整的五軸數(shù)控點膠機控制方法,包括:通過后置處理器將ug模型生成g代碼,在所述g代碼中標注軌跡的特征調(diào)試點;根據(jù)所述g代碼裝載生成調(diào)試點列表,獲取調(diào)試列表調(diào)試信息,按照預設規(guī)則生成調(diào)試數(shù)據(jù);判斷所述調(diào)試點信息是否被修改,若所述調(diào)試點信息沒有被修改,則運行調(diào)試后的g代碼,再次判斷所述調(diào)試點信息在g代碼運行時是否被修改,通過運行調(diào)試后的g代碼控制五軸數(shù)控點膠機運行。本發(fā)明通過使用圖形化的易用性操作界面完成數(shù)控程序生成、點膠專用軌跡與速度調(diào)整功能、點膠專用膠量與開關控制功能等滿足點膠的工藝要求,通過本專利整體的配套方法可以有效解決傳統(tǒng)控制方法無法解決的技術問題。
25、下面通過附圖和實施例,對本發(fā)明的技術方案做進一步的詳細描述。
- 還沒有人留言評論。精彩留言會獲得點贊!