一種焊接路徑的規劃方法及相關設備與流程
本技術實施例涉及電路焊接,尤其涉及一種焊接路徑的規劃方法及相關設備。
背景技術:
1、在電路板激光焊接場景中,當激光器點對點對柔性電路板(fpc,flexibleprinted?circuit)或印制電路板(pcb,printed?circuit?board)的焊盤進行焊接時,多是同一平面上采用兩個激光器進行焊接,每個激光器各分配一半的焊盤。對于同一運動平面存在兩個激光器的場景,因為要規避結構上兩個激光頭互相干涉的問題,所以傳統的方案是直接等面積將焊接區域一分為二,讓兩個激光頭各自負責所屬區域的焊盤。
2、但是,因為焊盤的分布是會變化的,例如,若焊盤隨機分配在電路板上,直接等面積劃分焊接區域,所有焊盤最終都會落到1個焊接區域。因此,直接等面積劃分焊接區域的方案,無法靈活適配所有的焊接場景。同時,只在同一面上增加激光器數量,也無法提升單個焊盤的焊接效率。
技術實現思路
1、本技術實施例提供了一種焊接路徑的規劃方法及相關設備,用于盡可能地提高焊盤的焊接效率。
2、本技術實施例第一方面提供了一種焊接路徑的規劃方法,應用于工控機,所述方法包括:
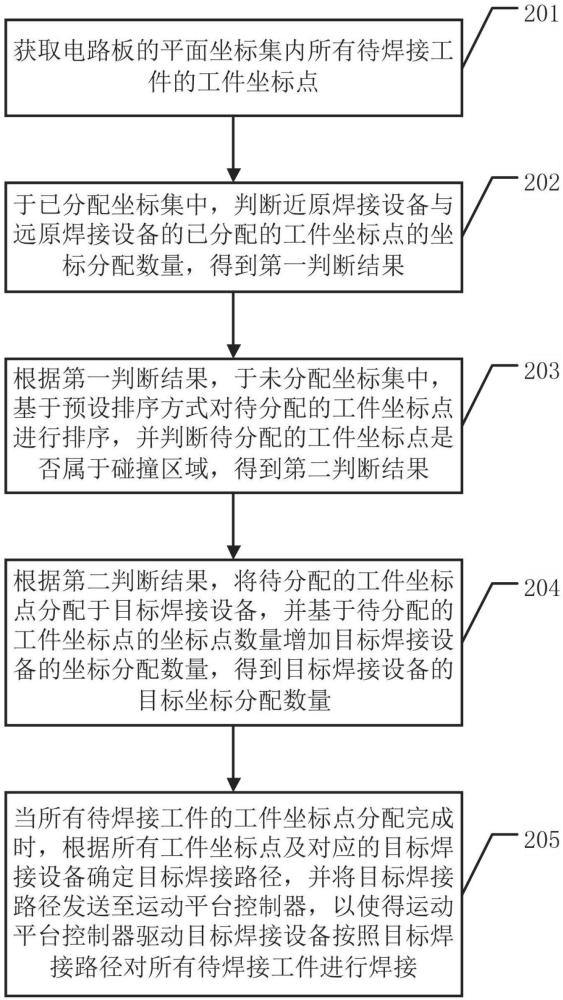
3、獲取電路板的平面坐標集內所有待焊接工件的工件坐標點;
4、于已分配坐標集中,判斷近原焊接設備與遠原焊接設備的已分配的工件坐標點的坐標分配數量,得到第一判斷結果;其中,所述近原焊接設備的初始位置為位于所述平面坐標集中坐標原點的焊接設備,所述遠原焊接設備的初始位置為位于所述平面坐標集中遠離所述坐標原點的焊接設備;
5、根據所述第一判斷結果,于未分配坐標集中,基于預設排序方式對待分配的工件坐標點進行排序,并判斷所述待分配的工件坐標點是否屬于碰撞區域,得到第二判斷結果;
6、根據所述第二判斷結果,將所述待分配的工件坐標點分配于目標焊接設備,并基于所述待分配的工件坐標點的坐標點數量增加所述目標焊接設備的坐標分配數量,得到所述目標焊接設備的目標坐標分配數量;其中,所述目標焊接設備為所述近原焊接設備或所述遠原焊接設備中的其中一個;
7、當所述所有待焊接工件的工件坐標點分配完成時,根據所有工件坐標點及對應的目標焊接設備確定目標焊接路徑,并將所述目標焊接路徑發送至運動平臺控制器,以使得所述運動平臺控制器驅動所述目標焊接設備按照所述目標焊接路徑對所述所有待焊接工件進行焊接。
8、可選地,所述根據所述第一判斷結果,于未分配坐標集中,基于預設排序方式對待分配的工件坐標點進行排序,包括:
9、若所述第一判斷結果為所述近原焊接設備的坐標分配數量不大于所述遠原焊接設備的坐標分配數量,于所述未分配坐標集中,對所有待分配的工件坐標點的橫坐標進行排序,獲取橫坐標排序最小的工件坐標點;或,
10、若所述第一判斷結果為所述近原焊接設備的坐標分配數量不大于所述遠原焊接設備的坐標分配數量,于所述未分配坐標集中,對所述所有待分配的工件坐標點的縱坐標進行排序,獲取縱坐標排序最小的工件坐標點。
11、可選地,所述根據所述第一判斷結果,于未分配坐標集中,基于預設排序方式對待分配的工件坐標點進行排序,包括:
12、若所述第一判斷結果為所述近原焊接設備的坐標分配數量大于所述遠原焊接設備的坐標分配數量,于所述未分配坐標集中,對所有待分配的工件坐標點的橫坐標進行排序,獲取橫坐標排序最大的工件坐標點;或,
13、若所述第一判斷結果為所述近原焊接設備的坐標分配數量大于所述遠原焊接設備的坐標分配數量,于所述未分配坐標集中,對所述所有待分配的工件坐標點的縱坐標進行排序,獲取縱坐標排序最大的工件坐標點。
14、可選地,所述未分配坐標集中,基于預設排序方式對待分配的工件坐標點進行排序,并判斷所述待分配的工件坐標點是否屬于碰撞區域,包括:
15、將所述未分配坐標集中的所有待分配的工件坐標點,按照橫軸維度,從小到大依次進行排序;
16、確定任意兩個待分配的工件坐標點,并設定所述任意兩個待分配的工件坐標點分別為所述近原焊接設備的近原中心坐標點和所述遠原焊接設備的遠原中心坐標點;其中,所述近原中心坐標點包括近原橫坐標和近原縱坐標,所述遠原中心坐標點包括遠原橫坐標和遠原縱坐標;
17、當所述近原縱坐標與所述遠原縱坐標的縱軸坐標之間的差值的絕對值大于焊接設備的長度值時,判斷所述遠原橫坐標的值是否不大于所述近原橫坐標的值;或,
18、當所述近原縱坐標與所述遠原縱坐標的縱軸坐標之間的差值的絕對值不大于焊接設備的長度值時,判斷所述遠原橫坐標的值是否不大于所述近原橫坐標的值與焊接設備的寬度值之和。
19、可選地,所述得到第二判斷結果,包括:
20、若所述遠原橫坐標的值不大于所述近原橫坐標的值,確定所述第二判斷結果為所述待分配的工件坐標點屬于所述碰撞區域;或,
21、若所述遠原橫坐標的值大于所述近原橫坐標的值,確定所述第二判斷結果為所述待分配的工件坐標點不屬于所述碰撞區域;或,
22、若所述遠原橫坐標的值不大于所述近原橫坐標的值與焊接設備的寬度值之和,確定所述第二判斷結果為所述待分配的工件坐標點屬于所述碰撞區域;
23、若所述遠原橫坐標的值大于所述近原橫坐標的值與焊接設備的寬度值之和,確定所述第二判斷結果為所述待分配的工件坐標點不屬于所述碰撞區域;
24、所述得到第二判斷結果之后,所述方法還包括:
25、當所述待分配的工件坐標點屬于所述碰撞區域時,將所述任意兩個待分配的工件坐標點基于碰撞區域編號進行標識,直至所有待分配的工件坐標點判斷完成;其中,任一碰撞區域編號內的工件坐標點僅分配給所述近原焊接設備或遠原焊接設備中的其中一個。
26、可選地,所述將所述待分配的工件坐標點分配于目標焊接設備,并基于所述待分配的工件坐標點的坐標點數量增加所述目標焊接設備的坐標分配數量,包括:
27、若所述待分配的工件坐標點屬于所述碰撞區域,將所述碰撞區域內的所有待分配的工件坐標點依次取出,并將所述碰撞區域內的所有待分配的工件坐標點均分配于所述目標焊接設備,并確定所述目標焊接設備的目標坐標分配數量為所述碰撞區域內的所有待分配的工件坐標點的坐標點數量與所述已分配坐標集中對應于所述目標焊接設備的坐標分配數量之和;
28、或,若所述待分配的工件坐標點不屬于所述碰撞區域,將所述待分配的工件坐標點分配于所述目標焊接設備,并確定所述目標焊接設備的目標坐標分配數量為所述已分配坐標集中對應于所述目標焊接設備的坐標分配數量與所述待分配的工件坐標點對應的坐標點數量之和。
29、可選地,所述得到所述目標焊接設備的目標坐標分配數量之后,所述方法還包括:
30、將所述待分配的工件坐標點放置于所述已分配坐標集,并判斷所述未分配坐標集中是否包括未分配的工件坐標點;
31、若所述未分配坐標集中包括所述未分配的工件坐標點,執行所述判斷近原焊接設備與遠原焊接設備的已分配的工件坐標點的坐標分配數量,得到第一判斷結果的步驟;
32、若所述未分配坐標集中未包括所述未分配的工件坐標點,執行所述根據所有工件坐標點及對應的目標焊接設備確定目標焊接路徑,并將所述目標焊接路徑發送至運動平臺控制器的步驟。
33、可選地,所述近原焊接設備包括與所述電路板呈鏡像設置的正面近原焊接設備和反面近原焊接設備;
34、所述遠原焊接設備包括與所述電路板呈鏡像設置的正面遠原焊接設備和反面遠原焊接設備;
35、所述正面近原焊接設備和所述正面遠原焊接設備從所述電路板的正面執行如第一方面所示的規劃方法;
36、所述反面近原焊接設備和所述反面遠原焊接設備從所述電路板的反面執行如第一方面所示的規劃方法。
37、本技術實施例第二方面提供了一種焊接路徑的規劃方法,應用于運動平臺控制器,所述運動平臺控制器包括橫軸電機和縱軸電機,所述方法包括:
38、獲取針對于所有待焊接工件的目標焊接路徑;其中,所述目標焊接路徑包括所述所有待焊接工件的工件坐標點,以及焊接所述所有待焊接工件的目標焊接設備;
39、根據所述目標焊接路徑,依次取出所述所有待焊接工件的工件坐標點,以按照取出順序驅動所述橫軸電機運動到所述工件坐標點的橫軸坐標,驅動所述縱軸電機運動到所述工件坐標點的縱軸坐標,以使得所述目標焊接設備依次對待焊接工件進行焊接;
40、若存在未焊接的待焊接工件的工件坐標點,執行所述獲取針對于所有待焊接工件的目標焊接路徑的步驟,直至所有待焊接工件焊接完成。
41、本技術實施例第三方面提供了一種焊接路徑的規劃裝置,包括:
42、中央處理器,存儲器,輸入輸出接口,有線或無線網絡接口以及電源;
43、所述存儲器為短暫存儲存儲器或持久存儲存儲器;
44、所述中央處理器配置為與所述存儲器通信,并執行所述存儲器中的指令操作以執行第一方面或第二方面所述的焊接路徑的規劃方法。
45、本技術實施例第四方面提供了一種計算機可讀存儲介質,所述計算機可讀存儲介質包括指令,當所述指令在計算機上運行時,使得計算機執行第一方面或第二方面所述的焊接路徑的規劃方法。
46、本技術實施例第五方面提供了一種計算機程序產品,所述計算機程序產品包括指令,當所述指令在計算機上運行時,使得計算機執行第一方面或第二方面所述的焊接路徑的規劃方法。
47、從以上技術方案可以看出,本技術實施例具有以下優點:通過本技術實施例公開的一種焊接路徑的規劃方法,在電路板上的同一平面,工控機可以控制多激光器(近原焊接設備與遠原焊接設備)按照焊接路徑同時焊接,進而提升整體焊接效率。同時,同一平面的多激光器同時工作,且各自獨立,規避碰撞,確保了焊接安全。
- 還沒有人留言評論。精彩留言會獲得點贊!