一種基于裝配誤差傳遞分析的變速機(jī)構(gòu)工藝規(guī)劃方法
本發(fā)明涉及一種基于裝配誤差傳遞分析的變速機(jī)構(gòu)工藝規(guī)劃方法,屬于機(jī)械工業(yè)領(lǐng)域。
背景技術(shù):
1、變速機(jī)構(gòu)是突擊車(chē)傳動(dòng)系統(tǒng)的核心,它負(fù)責(zé)實(shí)現(xiàn)變速與換擋操作,是傳動(dòng)系統(tǒng)中傳遞動(dòng)力和運(yùn)動(dòng)的關(guān)鍵組件,確保了突擊車(chē)能夠迅速啟動(dòng)停止、靈活操作、高速行進(jìn)以及克服各種地形障礙的能力。隨著輕量化需求的提升,變速機(jī)構(gòu)的體積和質(zhì)量被大幅縮減,同時(shí)其內(nèi)部零件數(shù)量眾多,這使得變速機(jī)構(gòu)的裝配過(guò)程變得極為復(fù)雜,且難以確保高精度的裝配要求。
2、機(jī)械零件裝配是機(jī)械產(chǎn)品制造流程中極為關(guān)鍵且不可或缺的一環(huán),其質(zhì)量的好壞直接決定了最終產(chǎn)品的整體質(zhì)量與性能表現(xiàn)。在這一環(huán)節(jié)中,每一個(gè)裝配步驟的精確執(zhí)行都至關(guān)重要,因?yàn)槿魏挝⑿〉钠罨蛘`差都可能累積并放大,最終對(duì)產(chǎn)品的工作狀態(tài)、耐用度以及用戶體驗(yàn)產(chǎn)生顯著影響。
3、為了提升機(jī)械產(chǎn)品的穩(wěn)定性和可靠性,深入研究和分析產(chǎn)品裝配過(guò)程中的誤差傳遞過(guò)程顯得尤為重要。這包括了對(duì)誤差傳遞機(jī)理的深入理解,即探究誤差如何在不同的裝配階段之間傳遞、累積,并最終影響產(chǎn)品的整體精度和性能。傳統(tǒng)的裝配過(guò)程建模主要依賴于理想模型,通過(guò)設(shè)定理想的定位基準(zhǔn)來(lái)構(gòu)建裝配約束,進(jìn)而形成產(chǎn)品的裝配體模型。然而,這種理想化的裝配過(guò)程往往與實(shí)際裝配情況存在偏差。
4、一方面,機(jī)械零件在加工制造過(guò)程中不可避免地會(huì)產(chǎn)生誤差,導(dǎo)致這些零件在通過(guò)裝配特征進(jìn)行定位或連接時(shí),其幾何特征往往無(wú)法精確地對(duì)準(zhǔn)名義位置,出現(xiàn)偏差。另一方面,考慮到機(jī)械零件的裝配順序和方向,每一對(duì)裝配特征的接觸或配合并不是同時(shí)完成的,而是按照一定的先后順序進(jìn)行的。這意味著裝配約束之間存在著定位優(yōu)先級(jí)的差異,零件裝配定位的先后順序會(huì)影響每一對(duì)裝配特征的約束方向,進(jìn)而影響到裝配特征的貼合或配合狀態(tài)。這種影響可能導(dǎo)致零件無(wú)法滿足預(yù)期的裝配功能需求。這兩方面的因素共同作用,會(huì)導(dǎo)致零件裝配特征之間的配合間隙發(fā)生變化,有時(shí)甚至造成零件無(wú)法正常裝配,從而降低了零件裝配的成功率。
5、因此,通過(guò)對(duì)變速機(jī)構(gòu)的裝配過(guò)程進(jìn)行裝配定位約束分析、裝配過(guò)程優(yōu)先級(jí)分析和誤差傳遞機(jī)理分析等手段,可以有效地識(shí)別和控制裝配過(guò)程中的關(guān)鍵誤差源,從而減少或消除裝配誤差,提高產(chǎn)品的裝配精度和一致性。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明的目的:針對(duì)當(dāng)前變速器傳動(dòng)系統(tǒng)在組裝復(fù)雜零部件時(shí)遇到的裝配誤差偏大、精度不足以及缺乏關(guān)鍵裝配環(huán)節(jié)指導(dǎo)等問(wèn)題,提出一種具有廣泛適用性且操作簡(jiǎn)便的變速機(jī)構(gòu)裝配誤差傳遞工藝規(guī)劃方案。此方法旨在減少裝配過(guò)程中的誤差,提升裝配精度,從而確保變速機(jī)構(gòu)能夠達(dá)到高合格率的生產(chǎn)標(biāo)準(zhǔn)。
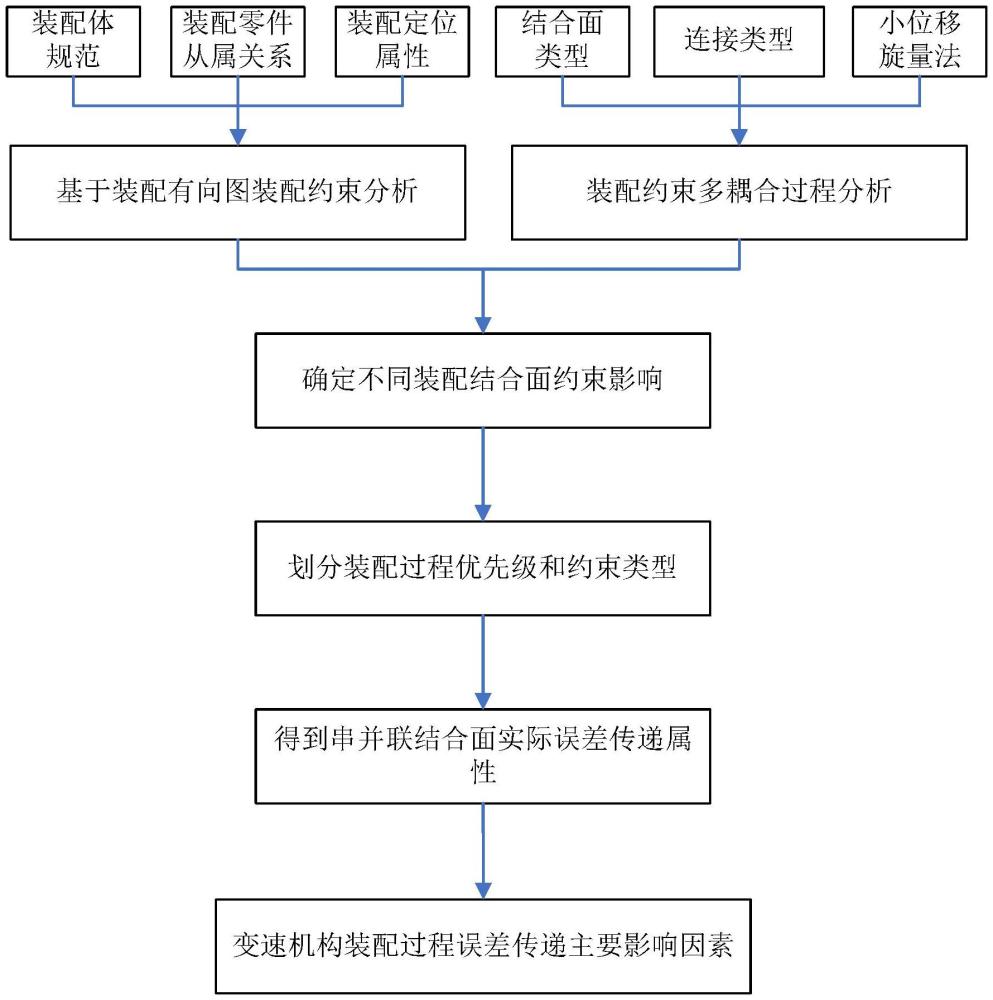
2、本發(fā)明采用的技術(shù)實(shí)施方案:一種基于裝配誤差傳遞分析的變速機(jī)構(gòu)工藝規(guī)劃方法,包括:基于裝配有向圖的變速機(jī)構(gòu)裝配定位約束關(guān)系分析方法;針對(duì)變速機(jī)構(gòu)裝配的多約束耦合過(guò)程,結(jié)合小位移旋量法和裝配約束類型,分析不同裝配結(jié)合面誤差傳遞屬性;進(jìn)行串并聯(lián)結(jié)合面組誤差傳遞機(jī)理分析,分析串并聯(lián)結(jié)合面誤差傳遞過(guò)程,建立變速機(jī)構(gòu)誤差傳遞工藝規(guī)劃方法。
3、基于裝配有向圖的變速機(jī)構(gòu)裝配定位約束關(guān)系分析方法是利用裝配有向圖的方式,分析變速機(jī)構(gòu)裝配定位約束關(guān)系。零件裝配定位約束過(guò)程中的核心問(wèn)題在于如何有效表達(dá)包含非理想表面的零件裝配特征的約束關(guān)系。傳統(tǒng)上,零件裝配依賴于理想cad模型,通過(guò)精確對(duì)準(zhǔn)多個(gè)理想裝配特征之間的配準(zhǔn)元素,如點(diǎn)、線、面,來(lái)限制零件的自由度。成功的裝配要求能夠精確識(shí)別這些理想裝配特征的配準(zhǔn)元素,并與之對(duì)應(yīng)的實(shí)際元素實(shí)現(xiàn)精準(zhǔn)定位匹配。然而,當(dāng)面對(duì)包含裝配誤差的實(shí)際零件進(jìn)行裝配特征分解時(shí),情況就復(fù)雜得多。這些零件上的配準(zhǔn)元素(點(diǎn)、線、面)并非完全處于理想位置,而是存在微小的平移和旋轉(zhuǎn)誤差。因此,實(shí)際零件的裝配定位約束遠(yuǎn)比理想cad模型中的裝配更為復(fù)雜,導(dǎo)致零件的裝配配合條件難以與理想cad模型中的裝配定位約束關(guān)系相匹配。
4、進(jìn)一步的,使用裝配有向圖構(gòu)建模型的裝配誤差傳遞鏈路,表達(dá)裝配體規(guī)范、裝配特征對(duì)的零件從屬關(guān)系以及裝配定位鏈接屬性等信息。
5、進(jìn)一步的,用字母符號(hào)表達(dá)模型的特征表面,單箭頭實(shí)線表達(dá)外部?jī)闪慵g的幾何關(guān)系。
6、進(jìn)一步的,框圖配合指引線表達(dá)兩零件之間的裝配定位優(yōu)先級(jí)、裝配定位連接類型和配合類型。
7、進(jìn)一步的,考慮零件裝配過(guò)程中的多約束耦合過(guò)程,獲取變速機(jī)構(gòu)拓?fù)浣Y(jié)構(gòu)屬性。
8、進(jìn)一步的,獲取變速機(jī)構(gòu)典型幾何要素類型,得到基本結(jié)合面類型。
9、進(jìn)一步的,根據(jù)誤差傳遞方向上的裝配關(guān)系,將裝配結(jié)合面分為串聯(lián)裝配結(jié)合面和并聯(lián)裝配結(jié)合面。
10、進(jìn)一步的,使用小位移旋量法a=[u,v,w,α,β,γ]描述零件裝配過(guò)程中因約束引起的位移變動(dòng)。
11、進(jìn)一步的,結(jié)合定位連接方式和配合方式,將約束分為硬約束和軟約束。
12、進(jìn)一步的,使用裝配定位優(yōu)先級(jí)和約束類型劃分方法,得到串并聯(lián)變速機(jī)構(gòu)實(shí)際誤差傳遞屬性。
13、進(jìn)一步的,獲取變速機(jī)構(gòu)誤差傳遞中主要影響的配合面,對(duì)重點(diǎn)裝配工藝進(jìn)行有效監(jiān)控與規(guī)劃。
14、本發(fā)明與現(xiàn)有技術(shù)相比的優(yōu)點(diǎn)在于:以裝配有向圖的方法分析變速機(jī)構(gòu)約束關(guān)系,直觀表達(dá)裝配約束形式,引入小位移旋量法和串并聯(lián)裝配誤差傳遞屬性分析變速機(jī)構(gòu)實(shí)際傳遞過(guò)程,且提供一套面向變速機(jī)構(gòu)裝配過(guò)程的,獲取誤差傳遞過(guò)程主要影響配合結(jié)合面的選取方法。
技術(shù)特征:
1.一種基于裝配誤差傳遞分析的變速機(jī)構(gòu)工藝規(guī)劃方法,其特征包括:基于裝配有向圖的變速機(jī)構(gòu)裝配定位約束關(guān)系分析方法;變速機(jī)構(gòu)串并聯(lián)結(jié)合面組裝配過(guò)程誤差傳遞機(jī)理分析方法。
2.如權(quán)利要求1所述的基于裝配有向圖的變速機(jī)構(gòu)裝配定位約束關(guān)系分析方法,其主要特征在于:使用裝配有向圖構(gòu)建模型的裝配誤差傳遞鏈路,表達(dá)裝配體規(guī)范、裝配特征對(duì)的零件從屬關(guān)系以及裝配定位鏈接屬性等信息,用字母符號(hào)表達(dá)模型的特征表面,單箭頭實(shí)線表達(dá)外部?jī)闪慵g的幾何關(guān)系,框圖配合指引線表達(dá)兩零件之間的裝配定位優(yōu)先級(jí)、裝配定位連接類型和配合類型。
3.如權(quán)利要求1所述的變速機(jī)構(gòu)串并聯(lián)結(jié)合面組裝配過(guò)程誤差傳遞機(jī)理分析方法,其主要特征在于:針對(duì)零件裝配過(guò)程中的多約束耦合過(guò)程,獲取零件裝配過(guò)程中因約束引起的位移變化,結(jié)合定位連接方式和配合方式,使用裝配定位優(yōu)先級(jí)和約束類型劃分方法,得到串并聯(lián)變速機(jī)構(gòu)實(shí)際誤差傳遞屬性。
技術(shù)總結(jié)
發(fā)明專利申請(qǐng)涉及一種基于裝配誤差傳遞分析的變速機(jī)構(gòu)工藝規(guī)劃方法,該方法通過(guò)對(duì)變速機(jī)構(gòu)的裝配過(guò)程進(jìn)行基于裝配有向圖的裝配定位約束分析,直觀表達(dá)裝配定位關(guān)系,并結(jié)合裝配過(guò)程優(yōu)先級(jí)進(jìn)行串并聯(lián)結(jié)合面組誤差傳遞機(jī)理分析,可以有效地識(shí)別和控制裝配過(guò)程中誤差傳遞的關(guān)鍵誤差源,建立變速機(jī)構(gòu)誤差傳遞工藝規(guī)劃方法,從而減少或消除裝配誤差,提高產(chǎn)品的裝配精度和一致性。
技術(shù)研發(fā)人員:王延忠,張欣宇,謝斌,郭李澤,楊毅青
受保護(hù)的技術(shù)使用者:北京航空航天大學(xué)
技術(shù)研發(fā)日:
技術(shù)公布日:2025/3/20
- 還沒(méi)有人留言評(píng)論。精彩留言會(huì)獲得點(diǎn)贊!