一種改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置的制作方法
本技術(shù)屬于鋰離子電池,尤其涉及一種改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置。
背景技術(shù):
1、在鋰離子電池的生產(chǎn)過程中,極片生產(chǎn)完成后,通常采用卷繞或者疊片方式將正極片、負(fù)極片和隔膜組裝成裸電芯。然而,無論采用卷繞或者疊片的方式,都必須對隔膜施加一定張力,使隔膜沿走帶方向的收縮量增大,導(dǎo)致裸電芯貼膠下料后經(jīng)常出現(xiàn)外觀不平整及內(nèi)部隔膜褶皺的現(xiàn)象,進(jìn)而造成電池容量低、循環(huán)性能差等質(zhì)量問題。此外,若極片上含有鐵粉,則在鋰離子電池充電過程中,正極上的鐵會發(fā)生氧化而在負(fù)極被還原形成樹突狀的鐵枝晶,鐵枝晶容易刺穿隔膜,造成熱失控,鐵含量超標(biāo)也會嚴(yán)重惡化鋰離子電池的循環(huán)性能。
2、目前,在鋰離子電池的生產(chǎn)過程中,常采用極片與隔膜熱復(fù)合的工藝將極片與隔膜緊密粘合在一起,以改善裸電芯外觀不平整及隔膜褶皺的現(xiàn)象。
3、專利申請cn108878984a公開了一種鋰電池?zé)釓?fù)合z字疊片裝置及其疊片方法,雖然整個z字疊片的過程自動化程度高,但是,該裝置及疊片方法操作繁雜,生產(chǎn)一個裸電芯需進(jìn)行二次疊片及二次熱復(fù)合,工序間的流轉(zhuǎn)時間長,生產(chǎn)效率低。
4、專利申請cn115663263a公開了一種熱復(fù)合疊片設(shè)備,該設(shè)備的第一輥壓組件首先將正、負(fù)極片輥壓至隔膜上,隨后第二輥壓組件對至少兩個疊片裝置輸出的經(jīng)第一輥壓組件輥壓后的單層疊片進(jìn)行二次輥壓,以得到多層疊片,在一定程度上提高了生產(chǎn)效率。但是,該疊片設(shè)備應(yīng)用的組件較多且雜,需額外增加除鐵裝置,且熱復(fù)合與輥壓裝置未能實(shí)現(xiàn)一體化。
技術(shù)實(shí)現(xiàn)思路
1、本實(shí)用新型實(shí)施例提供一種改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,旨在解決鋰電池在生產(chǎn)過程中發(fā)生內(nèi)部隔膜褶皺、熱復(fù)合與除鐵裝置分體化設(shè)置、不便于使用等問題。
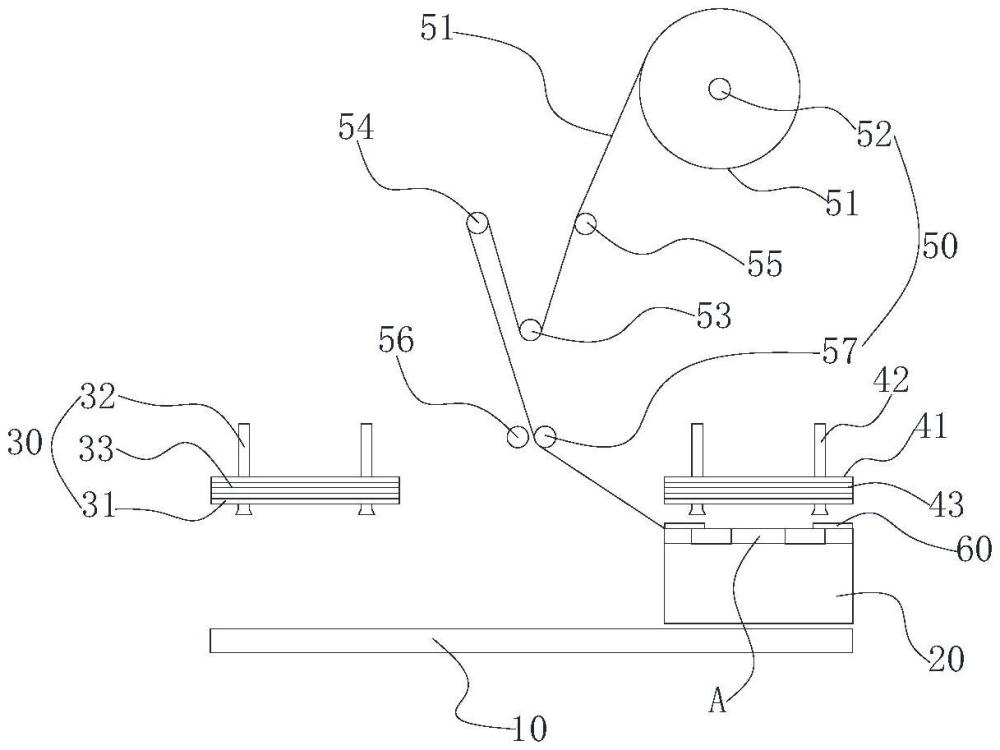
2、為解決上述問題,本實(shí)用新型實(shí)施例提供一種改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,適用于待疊片產(chǎn)品,包括導(dǎo)軌、設(shè)置在所述導(dǎo)軌上的可移動疊片臺、設(shè)置在所述可移動疊片臺上方的正極上壓機(jī)構(gòu)、設(shè)置在所述可移動疊片臺上方的負(fù)極上壓機(jī)構(gòu)以及隔膜輸送機(jī)構(gòu);所述隔膜輸送機(jī)構(gòu)設(shè)置于所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)之間;
3、所述負(fù)極上壓機(jī)構(gòu)包括第一上壓金屬板、數(shù)個用于將所述待疊片產(chǎn)品吸附至所述可移動疊片臺上的第一吸盤和環(huán)設(shè)于所述第一上壓金屬板外側(cè)面上的數(shù)圈第一通電線圈,數(shù)個所述第一吸盤均勻穿設(shè)于所述第一上壓金屬板上。
4、作為優(yōu)選的實(shí)施方式,數(shù)圈所述第一通電線圈相互平行設(shè)置;所述第一通電線圈為經(jīng)絕緣處理的交流電通電線圈。通過調(diào)整第一通電線圈交流電的頻率來調(diào)整第一上壓金屬板內(nèi)部的渦流大小,從而可以調(diào)控第一上壓金屬板的溫度。
5、作為優(yōu)選的實(shí)施方式,所述熱復(fù)合與除鐵一體化疊片裝置還包括數(shù)個用于固定所述待疊片產(chǎn)品的壓爪;當(dāng)所述熱復(fù)合與除鐵一體化疊片裝置處于工作狀態(tài)時,所述待疊片產(chǎn)品放置于所述可移動疊片臺上,數(shù)個所述壓爪分別通過機(jī)械臂設(shè)置于所述待疊片產(chǎn)品的端角上。
6、作為優(yōu)選的實(shí)施方式,所述正極上壓機(jī)構(gòu)包括第二上壓金屬板、數(shù)個用于將所述待疊片產(chǎn)品吸附至所述可移動疊片臺上的第二吸盤和環(huán)設(shè)于所述第二上壓金屬板外側(cè)面上的數(shù)圈第二通電線圈,數(shù)個所述第二吸盤均勻穿設(shè)于所述第二上壓金屬板上。
7、作為優(yōu)選的實(shí)施方式,數(shù)圈所述第二通電線圈相互平行設(shè)置;所述第二通電線圈為經(jīng)絕緣處理的交流電通電線圈。通過調(diào)整第二通電線圈交流電的頻率來調(diào)整第二上壓金屬板內(nèi)部的渦流大小,從而可以調(diào)控第二上壓金屬板的溫度。
8、作為優(yōu)選的實(shí)施方式,所述隔膜輸送機(jī)構(gòu)包括隔膜、氣脹軸、張力輥和第一浮力輥;所述隔膜纏繞于所述氣脹軸上,所述隔膜的自由端依次繞于所述張力輥、所述第一浮力輥上,所述張力輥抵接于所述隔膜的一側(cè)面上,所述第一浮力輥抵接于所述隔膜的另一側(cè)面上。
9、作為優(yōu)選的實(shí)施方式,所述隔膜輸送機(jī)構(gòu)還包括第二浮力輥,所述第二浮力輥設(shè)置于所述氣脹軸與所述張力輥之間;所述第二浮力輥與所述第一浮力輥均抵接于所述隔膜的同一側(cè)面上。
10、作為優(yōu)選的實(shí)施方式,所述隔膜輸送機(jī)構(gòu)還包括相對設(shè)置的第三浮力輥和第四浮力輥,所述隔膜的自由端設(shè)置于所述第三浮力輥和所述第四浮力輥之間;所述第四浮力輥與所述第一浮力輥均抵接于所述隔膜的同一側(cè)面上;所述第三浮力輥與所述張力輥抵接于所述隔膜的同一側(cè)面上。
11、作為優(yōu)選的實(shí)施方式,所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)對稱設(shè)置;且所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)結(jié)構(gòu)相同。
12、作為優(yōu)選的實(shí)施方式,所述可移動疊片臺滑動連接于所述導(dǎo)軌上;所述待疊片產(chǎn)品為正極片、負(fù)極片、隔膜或裸電芯中的一種或至少兩種。
13、本實(shí)用新型的裝置相對于現(xiàn)有技術(shù)具有以下有益效果:本實(shí)用新型公開了一種改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,利用電磁感應(yīng)作用產(chǎn)生的渦流來加熱z字疊片裝置的上壓金屬板,使疊片過程中的每一片極片都能與隔膜進(jìn)行均勻的熱復(fù)合,可有效改善每一層隔膜的褶皺現(xiàn)象,避免了疊片完成后對裸電芯整體進(jìn)行熱壓而造成的裸電芯內(nèi)部溫度不均勻、隔膜褶皺消除不完全的現(xiàn)象,實(shí)現(xiàn)熱復(fù)合與加壓的一體化,有助于提高生產(chǎn)效率。此外,利用電生磁現(xiàn)象,在疊片熱復(fù)合的同時對極片進(jìn)行除鐵操作,減少了需額外增加除鐵裝置的成本,實(shí)現(xiàn)了熱復(fù)合與除鐵一體化,提升了鋰離子電池的循環(huán)性能。
技術(shù)特征:
1.一種改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,適用于待疊片產(chǎn)品,其特征在于,包括導(dǎo)軌、設(shè)置在所述導(dǎo)軌上的可移動疊片臺、設(shè)置在所述可移動疊片臺上方的正極上壓機(jī)構(gòu)、設(shè)置在所述可移動疊片臺上方的負(fù)極上壓機(jī)構(gòu)以及隔膜輸送機(jī)構(gòu);所述隔膜輸送機(jī)構(gòu)設(shè)置于所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)之間;
2.根據(jù)權(quán)利要求1所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,數(shù)圈所述第一通電線圈相互平行設(shè)置;所述第一通電線圈為經(jīng)絕緣處理的交流電通電線圈。
3.根據(jù)權(quán)利要求2所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述熱復(fù)合與除鐵一體化疊片裝置還包括數(shù)個用于固定所述待疊片產(chǎn)品的壓爪;當(dāng)所述熱復(fù)合與除鐵一體化疊片裝置處于工作狀態(tài)時,所述待疊片產(chǎn)品放置于所述可移動疊片臺上,數(shù)個所述壓爪分別通過機(jī)械臂設(shè)置于所述待疊片產(chǎn)品的端角上。
4.根據(jù)權(quán)利要求3所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述正極上壓機(jī)構(gòu)包括第二上壓金屬板、數(shù)個用于將所述待疊片產(chǎn)品吸附至所述可移動疊片臺上的第二吸盤和環(huán)設(shè)于所述第二上壓金屬板外側(cè)面上的數(shù)圈第二通電線圈,數(shù)個所述第二吸盤均勻穿設(shè)于所述第二上壓金屬板上。
5.根據(jù)權(quán)利要求4所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,數(shù)圈所述第二通電線圈相互平行設(shè)置;所述第二通電線圈為經(jīng)絕緣處理的交流電通電線圈。
6.根據(jù)權(quán)利要求5所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述隔膜輸送機(jī)構(gòu)包括隔膜、氣脹軸、張力輥和第一浮力輥;所述隔膜纏繞于所述氣脹軸上,所述隔膜的自由端依次繞于所述張力輥、所述第一浮力輥上,所述張力輥抵接于所述隔膜的一側(cè)面上,所述第一浮力輥抵接于所述隔膜的另一側(cè)面上。
7.根據(jù)權(quán)利要求6所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述隔膜輸送機(jī)構(gòu)還包括第二浮力輥,所述第二浮力輥設(shè)置于所述氣脹軸與所述張力輥之間;所述第二浮力輥與所述第一浮力輥均抵接于所述隔膜的同一側(cè)面上。
8.根據(jù)權(quán)利要求7所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述隔膜輸送機(jī)構(gòu)還包括相對設(shè)置的第三浮力輥和第四浮力輥,所述隔膜的自由端設(shè)置于所述第三浮力輥和所述第四浮力輥之間;所述第四浮力輥與所述第一浮力輥均抵接于所述隔膜的同一側(cè)面上;所述第三浮力輥與所述張力輥抵接于所述隔膜的同一側(cè)面上。
9.根據(jù)權(quán)利要求1所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)對稱設(shè)置;且所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)結(jié)構(gòu)相同。
10.根據(jù)權(quán)利要求1所述的改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,其特征在于,所述可移動疊片臺滑動連接于所述導(dǎo)軌上;所述待疊片產(chǎn)品為正極片、負(fù)極片、隔膜或裸電芯中的一種或至少兩種。
技術(shù)總結(jié)
本申請?zhí)峁┮环N改善隔膜褶皺的熱復(fù)合與除鐵一體化疊片裝置,適用于待疊片產(chǎn)品,包括導(dǎo)軌、設(shè)置在所述導(dǎo)軌上的可移動疊片臺、設(shè)置在所述可移動疊片臺上方的正極上壓機(jī)構(gòu)、設(shè)置在所述可移動疊片臺上方的負(fù)極上壓機(jī)構(gòu)以及隔膜輸送機(jī)構(gòu);所述隔膜輸送機(jī)構(gòu)設(shè)置于所述正極上壓機(jī)構(gòu)與所述負(fù)極上壓機(jī)構(gòu)之間;所述負(fù)極上壓機(jī)構(gòu)包括第一上壓金屬板、數(shù)個用于將所述待疊片產(chǎn)品吸附至所述可移動疊片臺上的第一吸盤和環(huán)設(shè)于所述第一上壓金屬板外側(cè)面上的數(shù)圈第一通電線圈,數(shù)個所述第一吸盤均勻穿設(shè)于所述第一上壓金屬板上。本申請利用渦流加熱及電生磁現(xiàn)象,實(shí)現(xiàn)隔膜和極片間的熱復(fù)合與極片除鐵一體化,提高了生產(chǎn)效率且減少了工廠的設(shè)備成本投入。
技術(shù)研發(fā)人員:謝其蓉,李盟
受保護(hù)的技術(shù)使用者:深圳市雄韜鋰電有限公司
技術(shù)研發(fā)日:20240605
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!