一種直線電機定子線圈通電加熱固化全自動繞線機的制作方法
本技術涉及繞線機領域,尤其涉及一種直線電機定子線圈通電加熱固化全自動繞線機。
背景技術:
1、直線電機定子空芯線圈采用漆包線繞制而成,市面上的繞線機繞制好空芯線圈后一般通過電熱風對其吹熱以固化空芯線圈成型,電熱風對空芯線圈吹熱風加熱只能對線圈表面的漆包線進行加熱,線圈表面相鄰的線材的絕緣層經熱熔而粘連在一起,線圈相鄰的漆包線粘連一起使得線圈得以固化成型,而線圈內部的線材卻未被加熱而繼續呈現松散的狀態,如果持續對線圈過度加熱,線圈表面的線材的絕緣層被過度加熱會造成相鄰兩條線材因裸露的金屬線短接而發生短路,從而造成產品的成品率低。且電熱風吹風加熱線圈只能對線圈表面的線材加熱固化成型,而線圈內部的線材則沒有被加熱固化成型,導致其具有線圈固化不完全、線圈固化成型不堅實、線圈容易松散和線圈固化不牢固等問題。
技術實現思路
1、本實用新型的目的在于克服現有技術的不足,提供一種直線電機定子線圈通電加熱固化全自動繞線機。
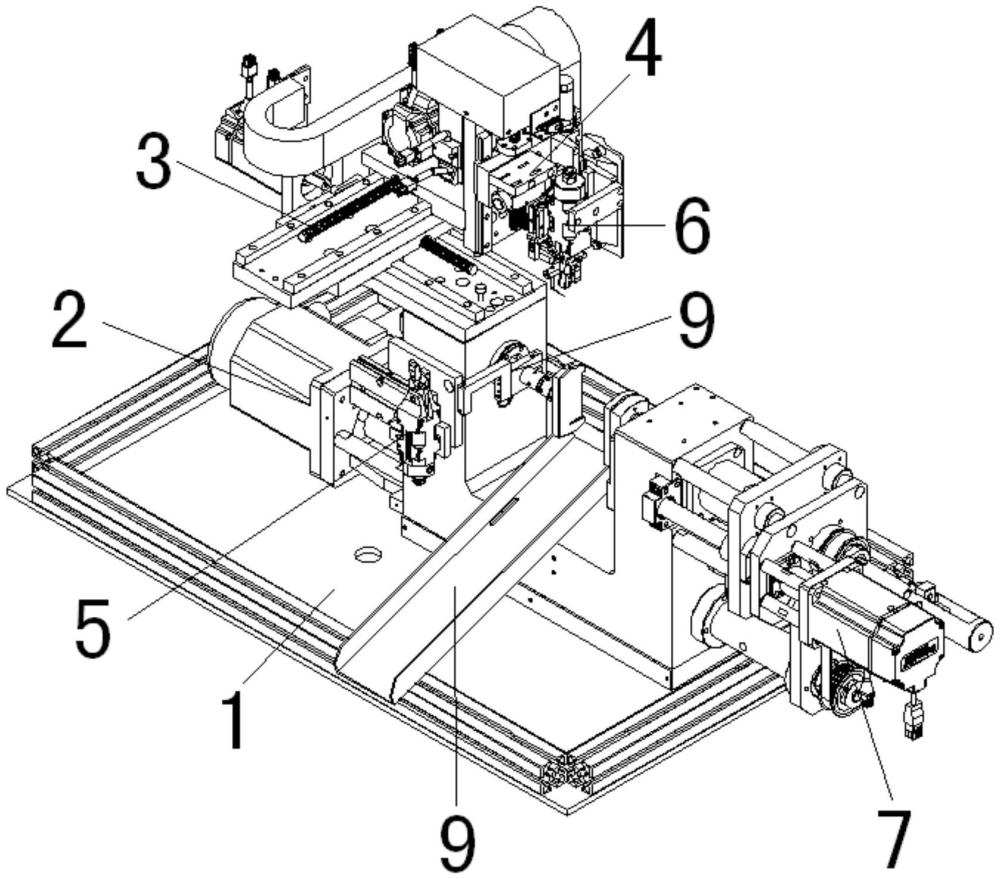
2、為了解決上述技術問題,本實用新型采用了下述技術方案:該直線電機定子線圈通電加熱固化全自動繞線機,包括機臺,機臺上設有繞線機構,繞線機構上設有用于對導線定位的三維直線模組,三維直線模組上設有對繞制線圈進行導線的導線機構,繞線機構一側設有用于夾破線頭絕緣層的第一夾線通電裝置,導線機構上設有用于夾斷線材以及夾破線尾絕緣層的第二夾線通電裝置,繞線機構還上設有對繞制線圈寬度進行限位的合模調節機構,合模調節機構靠近繞線機構的一側設有對成品進行下料回收的下料槽。
3、作為優選,繞線機構中的第一繞線主軸設有纏線件,纏線件包括夾持在第一繞線主軸上的主軸夾持件,主軸夾持件上設有纏線架,纏線架上設有掛線纏腳固定線頭的纏線柱,主軸夾持件上設有對線材進行阻擋折彎的擋線柱。纏線件的結構設計能為模芯在其內繞制線圈作準備,當線材繞纏線柱纏線一定圈數后繞過擋線柱能進入到模芯內準備繞制線圈。
4、通過采用上述的技術方案,導線機構通過三維直線模組能在三維空間隨處移動導線,使導線機構在三維直線模組的驅動下能導線到第一夾線通電裝置,第一夾線通電裝置夾緊并夾破漆包線,使漆包線里面的線材能與第一夾線通電裝置導通通電。導線機構通過三維直線模組能引線至纏線件上進行纏線以穩固線材的線頭。當導線機構引線至繞線機構時,合模調節機構進行線圈骨架合模并調整骨架內槽的寬度以控制繞制線圈的寬度;然后,繞線機構繞制線圈。待線圈繞制完畢后,導線機構夾緊線圈的線尾,以防止后續第二夾線通電裝置剪斷線材后線材受張力器的拉力而將線材拉扯退出導線機構。接著,第二夾線通電裝置分別剪斷和夾破線圈的線尾(夾破處位于剪斷處與線圈之間),使得漆包線里面的線材能與第二夾線通電裝置導通通電。再接著,第一夾線通電裝置和第二夾線通電裝置外接電源的正負極通電以對線圈進行通電,線圈通電后會發熱,使得線圈的線材上的絕緣層受熱而融化,進而實現對線圈的固化。線圈在固化后,合模調節機構開模以對線圈進行下料,使線圈掉落到下料槽進行成品回收。
5、作為優選,所述繞線機構包括底座,貫穿底座設有傳動軸,底座一側設有第一電機,底座另一側設有第一軸套,傳動軸的一端通過第一聯軸器與第一電機連接,傳動軸的另一端貫穿第一軸套,第一軸套遠離底座的一側設有第二電機安裝板;
6、底座一端上設有第一軸承,第一軸承內設有第一繞線主軸,傳動軸通過第一皮帶輪套件與第一繞線主軸的一端部驅動連接,第一繞線主軸的另一端設有第一擋板;
7、第二電機安裝板上安裝有第二軸承,底座另一端上設有脫模軸承套筒,脫模軸承套筒內設有第二繞線主軸;第二繞線主軸一側設有模芯套筒,模芯套筒上套設有脫模套筒,脫模套筒外表面套設有擋板復位彈簧,脫模套筒一端設有彈簧卡環,彈簧卡環與擋板復位彈簧的中部固定連接,脫模套筒外套設有彈簧套筒,彈簧套筒的一側軸向設有脫模軸承,彈簧套筒靠近脫模軸承的一端與模芯套筒固定連接,脫模套筒在模芯套筒上滑動,擋板復位彈簧兩端分別對彈簧套筒和模芯套筒提供反向的彈力,脫模套筒遠離彈簧卡環的一端側面設有第二擋板;
8、脫模軸承遠離模芯套筒一端的側面設有脫模連接環,脫模連接環和第二軸承分別套設在第二繞線主軸上,傳動軸遠離第一電機的一端通過第二皮帶輪套件與第二繞線主軸驅動連接;
9、第二繞線主軸內設有模芯連桿,模芯連桿靠近第二擋板的一端設有模芯安裝座,模芯安裝座一端與模芯連桿連接安裝,模芯安裝座的另一端連接安裝有模芯,模芯可在第二擋板內伸縮滑動;模芯連桿遠離第二擋板的一端設有彈簧擋塊,彈簧擋塊外圍設有彈簧安裝座,貫通彈簧安裝座設有彈簧擋塊滑槽,彈簧擋塊貫穿彈簧擋塊滑槽設置,彈簧安裝座內設有模芯復位彈簧,模芯復位彈簧一端抵觸彈簧擋塊,模芯復位彈簧的另一端抵觸彈簧安裝座。
10、作為優選,三維直線模組上設有第一導線輪;所述導線機構包括升降滑板,升降滑板一側設有第一夾指氣缸,第一夾指氣缸一側設有導線安裝板,導線安裝板與升降滑板垂直設置,導線安裝板上依次設有第二導線輪、線材限位板和導針,線材限位板的一側設有第二夾指氣缸,導針引導線材進行掛線和排線,第一夾指氣缸和第二夾指氣缸分別夾緊剪斷后線材。
11、通過采用上述的技術方案,線材依次穿過第一導線輪、第二導線輪、線材限位板和導針后外露于導針,第一夾指氣缸和第二夾指氣缸同時夾緊線材以固定線材,防止線材被與繞線機配合使用的張力器拉扯而退出導線機構;當其需要送線時,第一夾指氣缸和第二夾指氣缸松開對線材的夾持。
12、作為優選,所述第一夾線通電裝置包括安裝在底座側面的夾線裝置安裝板,夾線裝置安裝板側面設有滑臺氣缸,滑臺氣缸輸出軸設有第三夾指氣缸,第三夾指氣缸輸出端分別設有第一夾臂和第二夾臂,第二夾臂上設有夾破線頭絕緣層的第一刀片,第二夾臂外接電源的其中一個電極(如電源的正極或電源的負極)。
13、通過采用上述的技術方案,滑臺氣缸驅動第三夾指氣缸移動至纏線件的側邊,導線機構引線材到第一夾線通電裝置中,第三夾指氣缸驅動其上的兩個夾臂合攏而夾緊線材的前端,第三夾指氣缸上的兩個夾臂合攏時能驅使第一刀片將線材的絕緣層夾破。
14、作為優選,所述第二夾線通電裝置包括安裝在導線安裝板側面的第一氣缸,第一氣缸輸出軸連接設有連接板,連接板上設有滑動組件,滑動組件一側與連接板固定安裝,滑動組件的另一側與導線安裝板連接安裝,連接板側邊設有第二安裝板,第二安裝板上安裝有第四夾指氣缸,第四夾指氣缸上分別設置有第三夾臂和第四夾臂,第四夾臂上分別設有夾斷線尾的第二刀片和夾破線尾絕緣層的第三刀片,第四夾臂外接電源的另一個電極(如電源的負極或電源的正極)。
15、通過采用上述的技術方案,電源對兩個電極進行通電,電流通過繞制好的線圈,線圈發熱使得線圈中的線材的絕緣層受熱,相鄰的兩根線材的絕緣層受熱融化會粘連在一起,使得繞制好的線圈經過通電加熱后能固化成型,固化成型后的線圈具有整體固化穩定、固化牢固和固化效果好的優點。
16、作為優選,所述合模調節機構包括設置在第二電機安裝板一側的第二電機,第二電機安裝板的另一側設有脫模安裝板,貫穿脫模安裝板設有導桿軸承組件,導桿軸承組件一端與底座連接安裝,導桿軸承組件的另一端與第二電機安裝板連接安裝,第二電機通過第一電機安裝架安裝在第二電機安裝板上;貫穿脫模安裝板還設有絲桿軸承組件,絲桿軸承組件一端與底座連接安裝,第二電機通過第二聯軸器與絲桿軸承組件連接安裝;所述脫模軸承與脫模安裝板固定安裝;脫模套筒下設有脫模叉板,貫穿底座設有第一脫模連桿,脫模叉板一端活動卡持脫模套筒,脫模叉板另一端夾持第一脫模連桿,第二電機安裝板上設有第二脫模連桿,第一脫模連桿與第二脫模連桿通過卡板卡持連接。其中,第一電機為繞線電機,第二電機為脫模電機。
17、通過采用上述的技術方案,當合模調節機構需要合模時,第二電機通過絲桿軸承組件驅動脫模安裝板前移(即往第一擋板的方向移動),脫模安裝板驅動脫模軸承前移,由于模芯套筒和彈簧套筒均安裝在脫模軸承的同一端,使模芯套筒和彈簧套筒能共同隨脫模軸承的移動而前移,模芯套筒前移能驅動擋板復位彈簧同步前移,擋板復位彈簧驅動彈簧卡環同步前移,彈簧卡環則驅動脫模套筒和第二擋板共同向第一擋板靠近以限定繞制線圈的寬度。第二繞線主軸通過彈簧安裝座、模芯復位彈簧、彈簧擋塊、模芯連桿、模芯安裝座和模芯向第一擋板的方向移動,并移動至模芯與第一擋板貼合的狀態便完成合模,其實現能根據線圈的不同寬度進行合模。如當線圈的寬度較小時,模芯受到第一擋板的反推,模芯復位彈簧受第一擋板反推的壓力影響使模芯受壓而內縮于第二擋板;此時模芯貼合第一擋板,并能調整第一擋板與第二擋板的寬度以適應所需的線圈的寬度。
18、當合模調節機構脫模時,第二電機通過絲桿軸承組件驅動脫模安裝板后退(即往遠離第一擋板的方向移動),脫模安裝板驅動脫模軸承后退,脫模軸承驅動模芯套筒和彈簧套筒共同后退,彈簧套筒后退能驅動擋板復位彈簧后退,擋板復位彈簧驅動彈簧卡環進而驅動脫模套筒同步后退,使第二擋板隨脫模套筒后退(即向遠離第一擋板的方向)一段距離后,脫模叉板能擋住第二擋板往遠離第一擋板的方向移動,擋板復位彈簧受到彈簧卡簧和彈簧套筒的壓縮,彈簧套筒和模芯套筒相對脫模套筒遠離的方向后退,脫模軸承推動脫模連接環、第二繞線主軸、彈簧安裝座、彈簧擋塊、模芯連桿、模芯安裝座和模芯共同后退,使模芯內縮于第二擋板,線圈脫離模芯后自動落入到下料槽進行回收。其實現能全自動定制線圈的厚度,并具有繞制線圈效率高、效果好和成本低的優點。
19、作為優選,分別與三維直線模組、繞線機構、導線機構、第一夾線通電裝置、第二夾線通電裝置和合模調節機構等部件進行信號控制設置有控制器或控制系統,控制器為plc可編程邏輯控制器,plc可編程邏輯控制器可采用產地為深圳、型號為xds-40t-d的可編程邏輯控制器,但不以此為局限。
20、需要說明的是,三維直線模組包括x軸直線模組,及設于x軸直線模組上的y軸直線模組,及設于y軸直線模組上的z軸直線模組,x軸直線模組、x軸直線模組和z軸直線模組均可采用絲桿直線模組,所有可實現往復運動的結構均可嘗試選用,在此不作具體限制。而絲桿直線模組的具體結構和工作原理已是公知常識,此處不再詳細解釋。第一皮帶輪套件和第二皮帶輪套件均包括兩個同步輪,及連接兩個同步輪的皮帶,皮帶輪套件為常用的機械組件,其的工作原理已是公知常識,此處不再詳細解釋。滑動組件包括滑軌,及于滑軌上滑動的滑塊。導桿軸承組件包括導向桿,導向桿上設有軸承,軸承上設有軸套。絲桿軸承組件為絲桿組件。其中,導桿軸承組件和絲桿組件均為常用的機械組件,其的工作原理已是公知常識,此處不再詳細解釋。脫模軸承套筒、模芯套筒、脫模套筒和彈簧套筒均是對套筒的功能性描述。脫模連接環、彈簧擋塊、彈簧擋塊滑槽、第一電機安裝架、脫模叉板、脫模軸承和線材限位板分別是對連接環、擋塊、滑槽、安裝架、叉板、軸承和限位板的功能性描述。擋板復位彈簧和模芯復位彈簧均是對復位彈簧的功能性描述。模芯連桿、第一脫模連桿和第二脫模連桿均是對連桿的功能性描述。導線安裝板、夾線裝置安裝板、脫模安裝板和第二電機安裝板均是對安裝板的功能性描述。模芯安裝座和彈簧安裝座均是對安裝座的功能性描述。
21、與現有技術相比,本實用新型的有益效果為:1、其通過對第一夾線通電裝置和第二夾線通電裝置的結構分別進行設計,使其通過第一夾線通電裝置中的第二夾臂能外接電源的其中一個電極及通過第二夾線通電裝置中的第四夾臂能外接電源的另一個電極,當外接電源的正負極通電能對線圈進行通電,使電流能通過繞制好的線圈,通電的線圈發熱能使線圈中的線材的絕緣層受熱,相鄰的兩根線材的絕緣層受熱融化會粘連在一起,以取代現市面上的繞線機采用電熱風對線圈吹熱風加熱的方式來固化成型線圈,其避免了線圈出現固化成型不堅實、固化不完全和固化不牢固等而導致線圈容易松散的現象,其使繞制好的線圈經通電加熱后實現能固化成型,且線圈整體具有固化穩定、固化完全、固化牢固、固化堅實和固化效果好的優點。
22、2、其通過對合模調節機構的結構進行設計,使其實現通過調整第一擋板與第二擋板之間的寬度以適應所需繞制的線圈的寬度;脫模時,脫模叉板能擋住由第二電機驅動的第二擋板往遠離第一擋板的方向移動,使模芯能內縮于第二擋板而實現對繞制好的線圈進行脫模,使其實現能根據不同寬度的線圈進行自動合模和脫模,并實現能全自動定制線圈的厚度,且其與繞線機構配合使用能確保繞制線圈的效率高和繞制線圈的效果好。
23、3、其通過在第一繞線主軸上設有纏線件及對纏線件的結構進行設計,使線材先繞纏線柱纏線數圈后再繞過擋線柱能進入到模芯內為繞制線圈作準備,以確保線圈的繞制效率高和繞制效果好。
24、4、其通過將繞線機構、導線機構、三維直線模組、第一夾線通電裝置、第二夾線通電裝置和合模調節機構配合使用,使其實現能在一臺設備上自動對骨架進行導線、夾破漆包線并導通通電、引線、排線、纏線、掛線、合模、繞線、剪斷線圈的線尾、夾破線圈的線尾并導通通電、對線圈進行通電發熱固化、對繞制好的線圈開模和對成品線圈進行下料回收等一系列操作,采用其繞制出來的線圈具有固化完全、固化成型堅實、固化成型效果好、線圈繞制牢固和產品的良品率高等優點,其不但解決了現市面上的繞線機采用電熱風吹熱的方式來對線圈進行成型而導致線圈具有固化成型不堅實、固化不完全和固化不牢固的問題,其還解決了采用電熱風吹熱的方式持續對線圈過度加熱使線圈表面的線材的絕緣層被過度加熱融化造成相鄰兩條線材因裸露的金屬線短接并發生短路而導致其的成品率低的問題。
- 還沒有人留言評論。精彩留言會獲得點贊!