汽車座椅套用絎縫工裝的制作方法
本技術涉及汽車內飾生產,具體而言,涉及汽車座椅套用絎縫工裝。
背景技術:
1、目前市面上汽車座椅絎縫工藝普遍,加強座椅的強度和穩定性,讓座椅更加堅固耐用,提高了座椅的舒適性,可以讓座椅更加平整柔軟,并且起到調和凸起和凹陷的作用,讓座椅更加美觀大方,隨著絎縫工藝的普遍利用,陸續增加了絎縫工藝的難度,從簡單的直線絎縫到曲線絎縫、z字型絎縫、u型絎縫,逐漸在技術上增加了一定的難度。
2、若是絎縫工藝為曲線絎縫,裁片正面絎縫,裁片背面還需要增加pwp條,并且在一條絎縫線上完成,且保證pwp條弧度位置精確和縫距均勻,相關技術中,利用劃線版在裁片正面畫線,放置pwp條位置在裁片正面做標記,裁片背面放置pwp條,根據畫線線跡手工控制絎縫,若絎縫線為6條,每條絎縫距離30毫米,pwp條寬度35毫米,減去絎縫縫距8毫米,放一根pwp的位置需要27毫米,距離下一道絎縫距離只差3毫米,手工控制容易絎線偏移,并且pwp條兩端與裁片邊緣距離偏差大,造成質量不過關,材料浪費,工藝重復,浪費工時,且此工藝流程繁瑣,工時長,效率低。
3、因此,有必要提供一種汽車座椅套用絎縫工裝。
技術實現思路
1、本實用新型提供了一種汽車座椅套用絎縫工裝來解決上述技術問題。
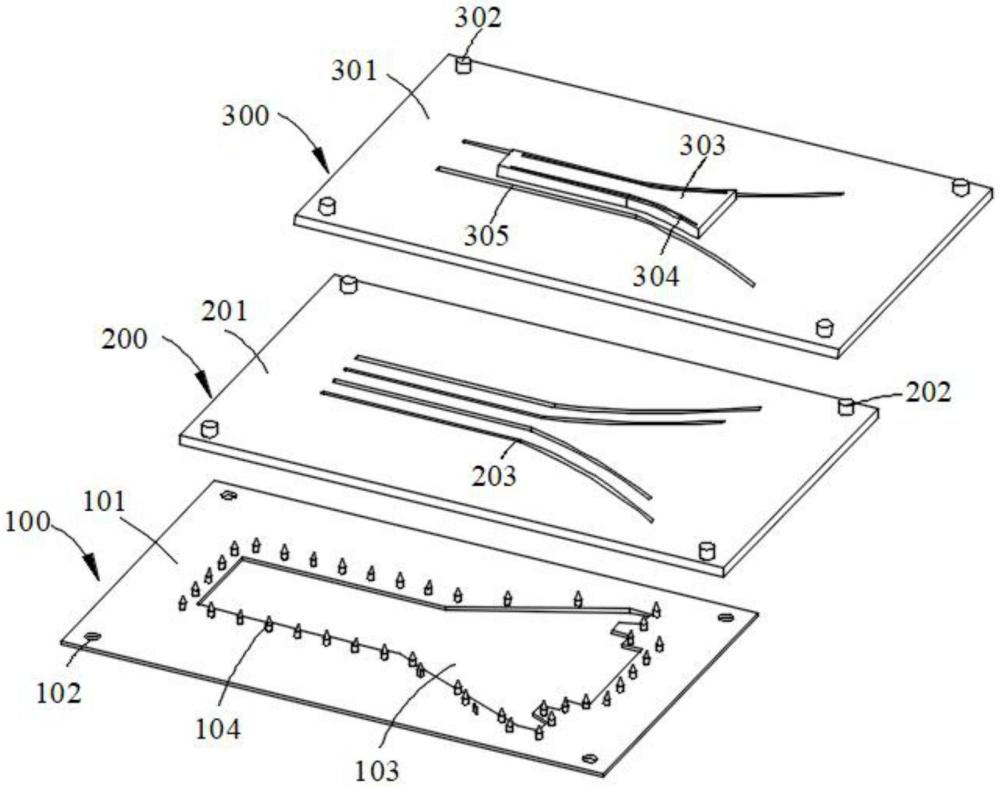
2、為了實現上述目的,本實用新型實施例提供了一種汽車座椅套用絎縫工裝,包括:移動托片、第一固定托片和第二固定托片,所述移動托片上具有裁片固定面,所述裁片固定面的拐角位置設置有定位孔,所述裁片固定面上設置有裁片固定釘,裁片通過所述裁片固定釘貼在所述裁片固定面上,所述第一固定托片上具有裁片正面貼合面,所述裁片正面貼合面的拐角位置設置有第一定位釘,所述第二固定托片上具有裁片背面貼合面,所述裁片背面貼合面的拐角位置設置有第二定位釘。
3、進一步的,所述移動托片的厚度為1mm。
4、進一步的,所述第一固定托片與所述第二固定托片的厚度為3mm。
5、進一步的,所述裁片固定面上設置有絎縫區域,所述絎縫區域為貫穿槽,所述定位釘沿所述絎縫區域邊沿等間距設置。
6、進一步的,所述定位釘與裁片邊沿之間的距離≤8mm。
7、進一步的,所述裁片正面貼合面上設置有正面絎縫軌跡槽。
8、進一步的,所述裁片背面貼合面的背面設置有背面絎縫軌跡槽。
9、進一步的,所述背面絎縫軌跡槽的一側設置有凸起片,所述凸起片上開設有膠條卡槽。
10、進一步的,所述凸起片的厚度為3mm。
11、進一步的,所述移動托片通過定位孔套在所述第一定位釘上使裁片正面的部分與所述裁片正面貼合面相抵或所述移動托片通過定位孔套在所述第二定位釘上使裁片背面的部分與所述裁片背面貼合面相抵。
12、相對于現有技術,本實用新型的有益效果是:通過設置移動托片、第一固定托片和第二固定托片,讓絎縫流程操作簡單,且提高效率,降低次品率;通過設置膠條卡槽,降低pwp條絎縫難度,提供優品產出率,降低生產成本。
技術特征:
1.一種汽車座椅套用絎縫工裝,其特征在于,包括:移動托片(100)、第一固定托片(200)和第二固定托片(300),所述移動托片(100)上具有裁片固定面(101),所述裁片固定面(101)的拐角位置設置有定位孔(102),所述裁片固定面(101)上設置有裁片固定釘(104),裁片通過所述裁片固定釘(104)貼在所述裁片固定面(101)上,所述第一固定托片(200)上具有裁片正面貼合面(201),所述裁片正面貼合面(201)的拐角位置設置有第一定位釘(202),所述第二固定托片(300)上具有裁片背面貼合面(301),所述裁片背面貼合面(301)的拐角位置設置有第二定位釘(302)。
2.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述移動托片(100)的厚度為1mm。
3.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述第一固定托片(200)與所述第二固定托片(300)的厚度為3mm。
4.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述裁片固定面(101)上設置有絎縫區域(103),所述絎縫區域(103)為貫穿槽,所述定位釘沿所述絎縫區域(103)邊沿等間距設置。
5.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述定位釘與裁片邊沿之間的距離≤8mm。
6.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述裁片正面貼合面(201)上設置有正面絎縫軌跡槽(203)。
7.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述裁片背面貼合面(301)的背面設置有背面絎縫軌跡槽(305)。
8.如權利要求7所述的汽車座椅套用絎縫工裝,其特征在于:所述背面絎縫軌跡槽(305)的一側設置有凸起片(303),所述凸起片(303)上開設有膠條卡槽(304)。
9.如權利要求8所述的汽車座椅套用絎縫工裝,其特征在于:所述凸起片(303)的厚度為3mm。
10.如權利要求1所述的汽車座椅套用絎縫工裝,其特征在于:所述移動托片(100)通過定位孔(102)套在所述第一定位釘(202)上使裁片正面的部分與所述裁片正面貼合面(201)相抵或所述移動托片(100)通過定位孔(102)套在所述第二定位釘(302)上使裁片背面的部分與所述裁片背面貼合面(301)相抵。
技術總結
本技術涉及汽車內飾生產技術領域,具體涉及汽車座椅套用絎縫工裝,本技術提供了一種汽車座椅套用絎縫工裝,包括:移動托片、第一固定托片和第二固定托片,所述移動托片上具有裁片固定面,所述裁片固定面的拐角位置設置有定位孔,所述裁片固定面上設置有裁片固定釘,裁片通過所述裁片固定釘貼在所述裁片固定面上,所述第一固定托片上具有裁片正面貼合面,所述裁片正面貼合面的拐角位置設置有第一定位釘,所述第二固定托片上具有裁片背面貼合面,所述裁片背面貼合面的拐角位置設置有第二定位釘;本技術通過設置移動托片、第一固定托片和第二固定托片,讓絎縫流程操作簡單,且提高效率。
技術研發人員:陳瓊,孫仲字,時福才,許瑩,李麗,張琳
受保護的技術使用者:曠達汽車飾件系統有限公司
技術研發日:20240717
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!