紗線零色差星籠染色裝置及采用其的染色工藝的制作方法
本發(fā)明屬于紡織品染色,具體涉及紗線零色差星籠染色裝置及采用其的染色工藝。
背景技術(shù):
1、色織面料穿著舒適,具有吸濕、保濕、耐熱、耐堿、衛(wèi)生、美觀等優(yōu)點(diǎn),是制作正裝服飾的首選面料。色織是先對紗線進(jìn)行筒子紗染色,再將筒子紗染色后的紗線通過織機(jī),由經(jīng)緯紗縱橫沉浮相互交織而成的紡織品,其色彩豐富,花型多變。
2、傳統(tǒng)的筒子紗染色是將紗線纏繞在樹脂筒管上,再將筒子紗逐個(gè)裝在紗架桿(豎直帶孔管)上進(jìn)行染色。傳統(tǒng)的筒子紗染色一直存在染色后的筒子紗存在外層和中層、外層和內(nèi)層紗線色差質(zhì)量問題,嚴(yán)重影響紗線染色質(zhì)量,進(jìn)一步影響色織面料的質(zhì)量,且筒子紗染色對樹脂筒管的要求特別高,為了避免沾色,染不同顏色的樹脂筒管不能混用,所以樹脂筒消耗量很大,成本很高,這也是一直是困擾紡織行業(yè)的難題。
3、現(xiàn)有技術(shù)中,松式絡(luò)筒后的筒子紗逐個(gè)摞在豎直的帶孔管上,一鍋通常有若干個(gè)豎直帶孔管,工作液或染液分成好幾股從不同的帶孔管中噴射出,通常會產(chǎn)生工作液或染液不均勻的問題,在不同豎直的帶孔管上的筒子紗的顏色或多或少會產(chǎn)生色差。且上下相鄰的筒子紗之間是有間隙的,因?yàn)榧喚€在樹脂筒管上的卷繞不可能實(shí)現(xiàn)兩端靠近邊緣的樹脂筒管上都布滿紗線,而上下相鄰的筒子紗之間的間隙就會造成染液流量損失,即經(jīng)過一個(gè)循環(huán)的染液或工作液并沒有全部與紗線接觸,就流出進(jìn)入了下一個(gè)循環(huán),造成了資源能源的浪費(fèi),同時(shí)降低了生產(chǎn)效率。
4、專利cn102277698a公開了一種滌綸空變紗染色新工藝。該發(fā)明涉及紡織印染技術(shù)領(lǐng)域,提供一種染色時(shí)能使染液充分地滲透到筒子紗內(nèi)、外層紗線,即染色前先對筒子紗進(jìn)行兩次松式絡(luò)筒和汽蒸法,以物理方法充分的保證滌綸空變紗線的彈性,減少所染筒子紗紗線內(nèi)、外層色差的滌綸空變紗染色新工藝,包括松式絡(luò)筒工序、汽蒸定型工序、松式絡(luò)筒工序、染色工序、后整理工序及脫水烘干工序。此專利通過提前對滌綸進(jìn)行蒸汽預(yù)縮,減少染色時(shí)滌綸收縮造成的染色內(nèi)外差,雖然比傳統(tǒng)筒子紗的染色方法,能夠減少紗線染色的內(nèi)、外色差情況,但仍采用的是筒子紗的染色方法,樹脂筒子的存在,永遠(yuǎn)不能徹底解決紗線染色的內(nèi)、外色差問題,且增加了成本。
5、專利cn108611881a公開了一種纖維素纖維留白染色織物的制備方法。此專利介紹了一種改性纖維素纖維/未改性纖維素纖維的染色工藝方法,工藝操作簡單易行。但此工藝方法是針對織物的一種工藝方法,且此工藝過程中用到的還原劑會剝除掉部分顏色,影響顏色的穩(wěn)定性。并不適用于先染紗線后織布的色織工藝。
6、專利cn107964812a公開了一種改性纖維素纖維染色工藝,其采用茶皂素的前處理煮練工藝,此工藝可以起到降低能耗的作用,但茶皂素煮練效果比較柔和,會有部分雜質(zhì)的殘留,會降低顏色的鮮艷度。
7、專利cn104358161a公開了一種纖維素纖維的無鹽低堿改性染色工藝。此專利介紹了一種纖維素纖維無鹽低堿改性染色工藝方法,重點(diǎn)從纖維素纖維的改性工藝對染色的影響方面進(jìn)行了闡述,它采用的無鹽少堿的染色工藝方法,可以降低染色廢水中鹽堿的含量,降低染色廢水的處理壓力。但此方法中未進(jìn)行染色前處理,對于局部改性的紗線染色不適合,會降低顏色的深度及顏色鮮艷度,也不適合筒子紗染色無色差的要求。
8、專利cn108660653a公開了一種紗線加工染色裝置,包括底座,所述底座的上端對稱設(shè)有烘干桶和染色桶,且烘干桶和染色桶中分別設(shè)有開口向上的烘干腔和染色腔,所述烘干桶的側(cè)壁設(shè)有加熱板,且加熱板中設(shè)有加熱腔。該發(fā)明通過將紗線加工過程中的染色烘干同時(shí)進(jìn)行,染好色的紗線原料隨后就能進(jìn)行烘干,實(shí)現(xiàn)紗線染色烘干的流程化,減少了加工時(shí)間的浪費(fèi),提高了工作效率,通過傳動裝置,帶動橫桿上的插桿轉(zhuǎn)動,從而使位于烘干腔和染色腔中插桿上繞有紗線的套筒轉(zhuǎn)動,使烘干腔中的紗線各個(gè)面都能被熱風(fēng)吹到,加快烘干,減少了烘干時(shí)間,提高了工作效率,染色腔中的套筒在染料中轉(zhuǎn)動,使其染色更加充分,提高了染色效果,提高了染色效率。然而該裝置依然無法擺脫套筒的使用,即使通過旋轉(zhuǎn)加熱燈方式對其染色效果的改善依然十分有限。
技術(shù)實(shí)現(xiàn)思路
1、針對現(xiàn)有技術(shù)的不足,本發(fā)明的目的是提供一種紗線零色差星籠染色裝置,打破了筒子紗染色生產(chǎn)器材的現(xiàn)狀,實(shí)現(xiàn)了無筒管無張力紗束染色,通過染液循環(huán)實(shí)現(xiàn)了零色差的紗線染色效果。
2、本發(fā)明還提供采用其的染色工藝,克服了筒子紗染色色差的缺陷,能保證足夠顏色鮮艷度及深度的情況下,實(shí)現(xiàn)紗線無色差的效果,生產(chǎn)操作簡易,染色效率高。
3、前處理將無張力紗束裝在星籠罩里經(jīng)過柔和的漂白處理工藝,可在不改變紗線基本狀態(tài)的前提下將雜質(zhì)去除干凈,工作液經(jīng)循環(huán)泵由星管噴出,通過纖維和星籠罩的溢流孔,回到星管形成染液循環(huán)進(jìn)行前處理和染色。能夠顯著提高染色后色紗線的顏色鮮艷度,解決了筒子紗染色色差的行業(yè)難題。
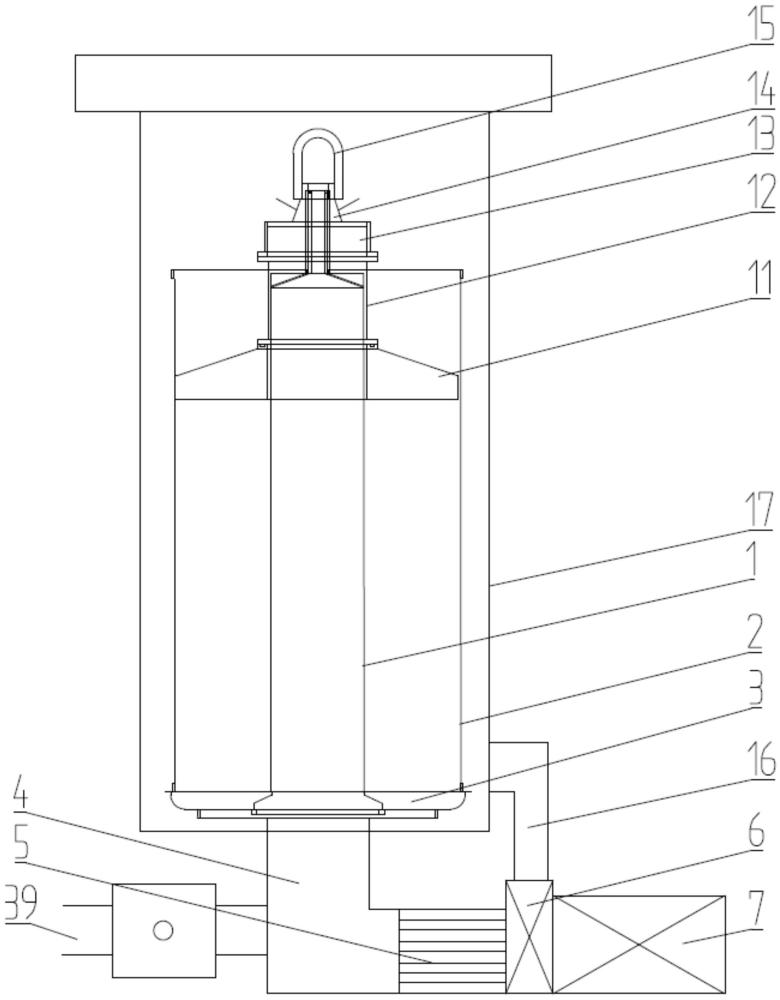
4、本發(fā)明所述的紗線零色差星籠染色裝置,包括染色機(jī)主缸,所述染色機(jī)主缸內(nèi)部可拆卸式的設(shè)有星籠染色器,所述星籠染色器包括星籠罩,星籠罩底部為星籠紗束架座,星籠罩內(nèi)部豎直設(shè)有星管,星管穿過星籠紗束架座與染色機(jī)主缸下的循環(huán)管路上端對應(yīng)連接,星籠罩內(nèi)部設(shè)有可拆卸紗束篦子,紗束篦子穿過星管,設(shè)于星籠紗束架座上,星管頂部設(shè)有中心桿,中心桿上螺紋連接有壓緊密封裝置,壓緊密封裝置上與中心桿螺紋連接有起吊螺母;循環(huán)管路連接加熱器、循環(huán)泵、電機(jī),染色機(jī)主缸通過出液管連接循環(huán)泵;所述星籠罩和星管上設(shè)有若干溢流孔。
5、所述紗束篦子上設(shè)有起吊環(huán)。
6、所述紗線零色差星籠染色裝置還包括十字吊鏈,所述十字吊鏈包括十字桿,十字桿下方設(shè)有若干直徑調(diào)節(jié)環(huán),十字桿中心位置設(shè)有環(huán)狀起吊結(jié)構(gòu),還包括懸吊鏈,懸吊鏈的兩端設(shè)有拆解扣。
7、可以根據(jù)紗束篦子的直徑規(guī)格大小選擇將懸吊鏈扣在不同位置的直徑調(diào)節(jié)環(huán)上,適配多種規(guī)格的紗束篦子。
8、所述壓緊密封裝置由下向上依次為紗束壓蓋、盲管、帽蓋、鎖緊螺母;
9、所述星籠紗束架座和紗束篦子之間設(shè)有密封墊。密封墊與紗束篦子形成密封,防止染液流量損失。所述循環(huán)管路連接排液管。排液管上設(shè)有閥門,當(dāng)需要排放工作液或染液時(shí),自動控制閥門排放。
10、本發(fā)明所述的采用所述的紗線零色差星籠染色裝置的染色工藝,包括以下工藝步驟:
11、1)?松式絡(luò)筒:將紗線通過松式絡(luò)筒機(jī)一體式夾頭筒管均勻絡(luò)成無張力紗束;
12、2)?紗束裝填:采用起吊裝置將紗束篦子水平吊起,進(jìn)一步的,起吊裝置吊住十字吊鏈的環(huán)狀起吊結(jié)構(gòu),懸吊鏈下方的拆解扣勾住紗束篦子的起吊環(huán),將紗束篦子水平吊起,將外包有襪筒的無張力紗束逐層圍繞中心環(huán)形擺放在紗束篦子上,無張力紗束的擺放方式為水平方向和豎直方向均交錯(cuò)擺放,即“品”字型擺放;
13、3)?紗線零色差星籠染色裝置組裝:將密封墊穿過星管壓至星籠紗束架座上,然后將裝填好的紗束篦子穿過星管置于密封墊上,將紗束壓蓋穿過星管壓在擺放好的無張力紗束上,然后根據(jù)無張力紗束的裝填高度選擇盲管長度壓在紗束壓蓋上,依次將帽蓋、鎖緊螺母、起吊螺母通過螺紋與中心桿固定連接,起吊裝置勾住起吊螺母將組裝好的裝置置于染色機(jī)主缸內(nèi),星籠紗束架座與染色機(jī)主缸底部的循環(huán)管路緊密配合,無流量損失;
14、4)?前處理+染色工藝或前處理增白一浴工藝:
15、前處理+染色工藝:采用工作液循環(huán)法進(jìn)行處理:啟動循環(huán)泵,將煮練、漂白工作液由循環(huán)管線打入星管內(nèi),通過星管上的溢流孔依次由內(nèi)而外與擺放在星籠罩內(nèi)的無張力紗束進(jìn)行充分接觸,然后通過星籠罩上的溢流孔溢流至染色機(jī)主缸內(nèi),通過出液管經(jīng)由循環(huán)泵再次打入星管內(nèi),循環(huán)往復(fù)進(jìn)行處理,前處理煮練、漂白過程結(jié)束后,將煮練、漂白工作液經(jīng)排液管排盡,加入水、染料、助劑得到染液,同樣采用循環(huán)泵將染液從星管由內(nèi)而外噴射,透過無張力紗束從星籠罩溢流至染色機(jī)主缸再往復(fù)循環(huán);
16、前處理增白一浴工藝:采用工作液循環(huán)法進(jìn)行處理:啟動循環(huán)泵,將煮練、漂白、增白工作液由循環(huán)管線打入星管內(nèi),通過星管上的溢流孔依次由內(nèi)而外與擺放在星籠罩內(nèi)的無張力紗束進(jìn)行充分接觸,然后通過星籠罩上的溢流孔溢流至染色機(jī)主缸內(nèi),通過出液管經(jīng)由循環(huán)泵再次打入星管內(nèi),循環(huán)往復(fù)進(jìn)行處理,結(jié)束后,將煮練、漂白、增白工作液經(jīng)排液管排盡;
17、5)?后處理:進(jìn)行水洗→(皂洗→固色)→柔軟步驟,采用工作液循環(huán)法進(jìn)行處理;增白和淺色染色工藝不需皂洗和固色步驟;
18、6)?脫水烘干:將無張力紗束通過離心脫水機(jī)脫水后進(jìn)行烘干;
19、7)?緊式絡(luò)筒:烘干后的無張力紗束經(jīng)過伸縮紗線支撐架均勻支撐后,安裝在主動退繞自動絡(luò)筒機(jī)的主動退繞筒管軸上進(jìn)行緊式絡(luò)筒。
20、步驟1)所述的無張力紗束個(gè)重為0.5-2?kg/個(gè)。
21、步驟4)所述的前處理+染色工藝,煮練、漂白工作液為精煉劑2-4?g/l、燒堿2-4?g/l、雙氧水4-8?g/l,前處理溫度為100-110?℃,保溫時(shí)間為30-60min;所述的染色工藝,采用浸染的方式,所加鹽10-80g/l,在40-50℃下控制在10-30min內(nèi)均勻?qū)⑷玖霞尤氲饺旧珯C(jī)主缸中,染料濃度為無張力紗束總重量的0.1%-8%,循環(huán)泵的功率為額定功率的80-95%,當(dāng)染色機(jī)裝載率(改進(jìn)后的裝置裝載率可以比出廠設(shè)定的裝載率要高,可超過100%,裝載率為重量裝載率)為100%時(shí),循環(huán)泵的功率為額定功率的85%,裝載率每±10%,循環(huán)泵的功率±5%。
22、染液循環(huán)方向采用無換向的方式以保證紗束跟染液充分接觸,保溫20-45min,再升溫到60-90℃,加入純堿,純堿濃度為5-20?g/l,固色40-60min。
23、染液循環(huán)方向采用無換向的方式以保證紗束跟染液充分接觸,以1℃/分升溫到60-90℃,保溫20-45min,固色40-60min。
24、步驟4)所述的前處理增白一浴工藝,煮練、漂白、增白工作液為精煉劑2-4?g/l、燒堿2-4?g/l、雙氧水4-8?g/l、增白劑0.4-0.7%(對無張力紗束總重量)溫度為100-110?℃,保溫時(shí)間為30-60min,循環(huán)泵的功率為額定功率的80-95%,當(dāng)染色機(jī)裝載率(改進(jìn)后的裝置裝載率可以比出廠設(shè)定的裝載率要高,可超過100%,裝載率為重量裝載率)為100%時(shí),循環(huán)泵的功率為額定功率的85%,裝載率每±10%,循環(huán)泵的功率±5%。工作液循環(huán)方向采用無換向的方式以保證紗束跟染液充分接觸。
25、步驟1)中所述的紗線為纖維素纖維、再生纖維、合成纖維及其混紡與包芯;整個(gè)處理過程是在無筒管、無張力的狀態(tài)下進(jìn)行。
26、步驟5)所述皂洗采用皂洗劑進(jìn)行皂洗,用量為1-2g/l,溫度控制在95-105℃,保溫時(shí)間為10-15?min。皂洗后進(jìn)行5-10min水洗洗去浮色后,深色品種用陽離子固色劑2-4%進(jìn)行固色,同時(shí)加入無張力紗束重量的3-5%柔軟劑同浴進(jìn)行固色柔軟,工藝55±1℃處理20min,淺色或白色品種只進(jìn)行柔軟,加入無張力紗束重量的3-5%的柔軟劑,工藝55±1℃處理20min。
27、紗線零色差星籠染色裝置的使用,首先需要改變紗線的形態(tài),現(xiàn)有技術(shù)中松式絡(luò)筒將紗線卷繞在樹脂筒管上,本發(fā)明所述的紗線零色差星籠染色裝置所使用的紗線形態(tài)為無張力紗束,即紗線完全脫離了樹脂筒管,為了實(shí)現(xiàn)該紗束形態(tài),對松式絡(luò)筒機(jī)上的夾頭和樹脂筒管進(jìn)行改造,現(xiàn)有技術(shù)中夾頭固定在松式絡(luò)筒機(jī)上,樹脂筒管與夾頭是可拆卸式連接,松式絡(luò)筒結(jié)束后將樹脂筒管和卷繞在樹脂筒管的紗線一起取下,運(yùn)輸至染色機(jī)進(jìn)行染色,改造后,采用一體式夾頭筒管。
28、步驟1)所述一體式夾頭筒管包括外筒和內(nèi)固定筒,所述外筒表面光滑,一體式夾頭筒管分為前端和后端,后端的內(nèi)固定筒和外筒中間開設(shè)環(huán)形塞襪槽;塞襪槽與外筒之間開設(shè)若干弧形槽;前端的內(nèi)固定筒和外筒中間開設(shè)若干梯形槽。
29、弧形槽和梯形槽的開設(shè)有助于減輕一體式夾頭筒管重量,提高紡紗速度,使用前,使用兩端不封口的筒形針織襪筒將一體式夾頭筒管包覆住,因一體式夾頭筒管的內(nèi)固定筒安裝在松式自動筒紗絡(luò)筒機(jī)的筒管軸上,后端靠近筒管軸的底部,將襪筒的一端塞進(jìn)環(huán)形塞襪槽中固定,前端將襪筒的另一端塞進(jìn)內(nèi)固定筒中然后使用襪筒固定塞塞住內(nèi)固定筒,襪筒固定塞是圓臺形的空心塞,圓臺的小直徑端的直徑小于內(nèi)固定筒的直徑,圓臺的大直徑端大于內(nèi)固定筒的直徑,如此可以確保襪筒在一體式夾頭筒管的前端被塞住固定。紗線通過松式絡(luò)筒機(jī)絡(luò)筒的過程中,將紗線絡(luò)至襪筒外部,絡(luò)筒結(jié)束后,將襪筒的兩端開口拿起,向中間兜住,然后將襪筒包覆住的紗線從一體式夾頭筒管上擼下來,即得襪筒包覆的無張力紗束。使用襪筒對無張力紗束進(jìn)行包覆,可以防止無張力紗束在紗線零色差星籠染色裝置中被工作液或染液沖散。
30、步驟7)所述伸縮紗線支撐架包括主桿,所述主桿中心設(shè)有空心腔,主桿的兩端設(shè)有前固定頭和后固定頭,所述前固定頭的內(nèi)部設(shè)有彈簧,彈簧的底部與環(huán)形滑套抵接,主桿上開設(shè)調(diào)節(jié)孔,調(diào)節(jié)孔上方設(shè)有調(diào)節(jié)滑塊,調(diào)節(jié)滑塊上開設(shè)條形滑孔,鎖緊螺栓穿過條形滑孔和調(diào)節(jié)孔將調(diào)節(jié)滑塊固定在主桿上,調(diào)節(jié)滑塊的一端與環(huán)形滑套抵接,所述伸縮紗線支撐架還包括伸縮連接于主桿上的若干張力條,后固定頭通過固定支架與張力條連接,固定支架與后固定頭和張力條的連接方式為鉸接,環(huán)形滑套通過活動支架與張力條連接,活動支架與環(huán)形滑套為鉸接,張力條上設(shè)有滑槽,活動支架通過穿設(shè)于滑槽中的調(diào)節(jié)軸與張力條連接。
31、所述彈簧通過固定銷固定在前固定頭的內(nèi)部。
32、所述張力條上設(shè)有若干防滑凸起。
33、所述調(diào)節(jié)滑塊底部為弧形面,與主桿緊密貼合。此設(shè)計(jì)可以防止調(diào)節(jié)滑塊左右擺動或旋轉(zhuǎn),使得調(diào)節(jié)滑塊只能沿著軸向上下運(yùn)動,使得其可以更好的抵住環(huán)形滑套,結(jié)構(gòu)更穩(wěn)定。
34、所述張力條靠近后固定頭端遠(yuǎn)離主桿方向沿徑向向外擴(kuò)張,張力條靠近前固定頭端靠近主桿方向沿徑向向內(nèi)收斂。
35、無張力紗束從前固定頭端套入張力條外部,向內(nèi)收斂端起到導(dǎo)向作用,使得無張力紗束更容易套入有張力的張力條外部。通過彈簧、環(huán)形滑套和調(diào)節(jié)滑塊的位置設(shè)定,根據(jù)不同的紗束直徑選擇合適的位置,彈簧施加一個(gè)向外的張力,使得無張力紗束在張力條上能一直保持一個(gè)緊繃的狀態(tài),從而可以順利完成主動退繞的過程,隨著主動退繞過程的進(jìn)行,在張力條上的紗線也越來越少,向內(nèi)的壓力也越來越小,彈簧可以持續(xù)向外施加壓力,隨時(shí)保持紗束處于繃緊的狀態(tài)。
36、伸縮紗線支撐架主桿的空心腔插入主動退繞自動絡(luò)筒機(jī)的主動退繞筒管軸中,優(yōu)選的,前方用固定夾頭進(jìn)一步固定,防止退繞旋轉(zhuǎn)過程脫落,在退繞過程中,伸縮紗線支撐架隨著主動退繞筒管軸旋轉(zhuǎn),紗線受主動退繞筒管軸旋轉(zhuǎn)的軸向力影響容易向外滑動,防滑凸起和張力條向外擴(kuò)張端可以協(xié)同防止紗線滑移和脫落。
37、與現(xiàn)有技術(shù)相比,本發(fā)明有益效果如下:
38、(1)本發(fā)明打破了行業(yè)內(nèi)筒子紗染色的思維慣性,采用無筒管的無張力紗束染色,解決了現(xiàn)有技術(shù)中的樹脂筒管沒有彈性,緊密卷繞在樹脂筒管上的紗線,染色時(shí)染料難以均勻滲透,易出現(xiàn)內(nèi)外層色差和染色不均的問題。同時(shí)省去了樹脂筒管,在染色過程中無需搬運(yùn)樹脂筒管,節(jié)省了人力物力。
39、(2)現(xiàn)有技術(shù)中樹脂筒管隨著不同的染料會發(fā)生沾色現(xiàn)象,沾色后的樹脂筒管就不能用于其他顏色的筒子紗染色,縮小了適用范圍,而本發(fā)明采用無筒管染色可以根據(jù)對顏色的需求進(jìn)行任意顏色生產(chǎn),拓寬了色譜的使用范圍。
40、(3)無張力紗束在紗線零色差星籠染色裝置中,通過中心的星管向外噴射工作液或染液進(jìn)行處理,比起現(xiàn)有技術(shù)中的摞成好幾摞的筒子紗樹脂筒管中心的帶孔管線向外噴射工作液或染液,集中到一個(gè)星管向外噴射的工作液或染液比分成好幾股從不同的管線中噴射出要更加均勻,進(jìn)一步解決了現(xiàn)有技術(shù)中筒子紗與筒子紗之間的色差的問題。
41、(4)本發(fā)明在星籠罩中的無張力紗束,“品”字型交錯(cuò)環(huán)繞擺放,從上到下,從里到外不存在徑向的縫隙,因此不會造成工作液或染液的流量損失,從星管噴射出的工作液或染液必定是與紗線接觸滲透過后才會重新進(jìn)入循環(huán),大大提高了生產(chǎn)效率。
42、(5)本發(fā)明所述的染色工藝,染色過程各個(gè)工藝參數(shù)的調(diào)整控制,使得染色后的紗束無內(nèi)外層色差;減少廢紗的產(chǎn)生,從而降低染色成本。
43、(6)本發(fā)明所述的染色工藝,顏色透染性好,顏色鮮艷度、紗線牢度較好,可以適用于各種風(fēng)格色織面料。
44、(7)因本發(fā)明針對無張力的紗束進(jìn)行染色,不像結(jié)構(gòu)緊密的筒子紗,采用低循環(huán)流量進(jìn)行染色,即可實(shí)現(xiàn)均勻上染,同時(shí)低流量染色還能減少紗線的強(qiáng)力損失,節(jié)約了能源成本。
45、(8)本發(fā)明采用無筒管染色,在相同型號的染色機(jī)中,可以盛裝更多的紗束,可以實(shí)現(xiàn)大批量紗束染色,提高到了生產(chǎn)效率,且不使用樹脂筒管大大降低了生產(chǎn)成本,無需搬運(yùn)筒子,使得生產(chǎn)過程更加靈活且快速。
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!