用于建筑中的混凝土預制構件的生產系統的制作方法
本發明涉及預制構件生產,特別涉及用于建筑中的混凝土預制構件的生產系統。
背景技術:
1、隨著城市化進程的加速和建筑規模的不斷擴大,建筑行業面臨著對建設速度、質量和可持續性的更高要求。傳統的現場澆筑建筑方式存在諸多局限,如施工周期長、受天氣影響大、質量控制難度高以及資源浪費等問題。在此背景下,裝配式建筑以其獨特的優勢逐漸成為建筑行業發展的重要方向。裝配式建筑將建筑物分解為多個預制構件,在工廠中進行標準化生產,然后運輸到施工現場進行快速組裝。這種方式顯著提高了建筑的施工效率,縮短了建設周期,同時由于工廠化生產環境相對穩定,能夠更好地保證構件質量,減少了因現場施工條件差異導致的質量波動。
2、目前預制構件的生產工藝主要包括固定模臺式生產和流水線式生產。固定模臺式生產是將模臺固定在地面,在模臺上放置模具進行構件生產。這種方式雖然模具和設備投資小,能適應復雜形狀和大尺寸構件生產,但生產效率低下,因為每個模臺相對獨立,不能形成連續的生產流程,因此針對此問題本方案提出了用于建筑中的混凝土預制構件的生產系統。
技術實現思路
1、本發明的目的在于至少解決現有技術中存在的技術問題之一,提供用于建筑中的混凝土預制構件的生產系統,通過實現從原料到配料再到下料以及成型和養護各個生產環節的自動化控制,減少人工干預,提高生產效率和質量穩定性,實現不同型號的預制構件的混合生產,從而有效地解決了拼裝構件的多條生產線生產的繁瑣性,使得整體生產流程更加方便快捷。
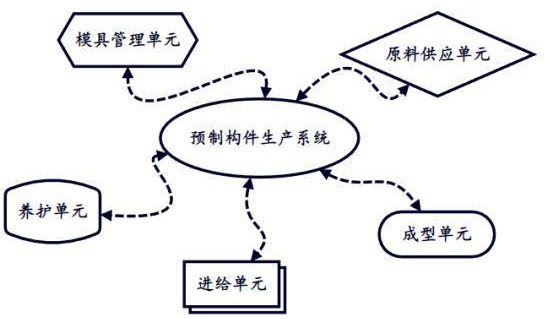
2、本發明還提供具有上述用于建筑中的混凝土預制構件的生產系統,包括原料供應單元、模具管理單元、進給單元、成型單元、養護單元,其特征在于,所述原料供應單元設有多個儲料倉,分別存儲水、水泥、砂、石子主要原材料,配備專門的添加劑存儲罐區,存儲減水劑、早強劑、緩凝劑、引氣劑;儲料倉采用封閉式設計,有效防止原材料受潮、受污染;
3、所述儲料倉的輸出端安裝有電子計量裝置,能夠精確控制原材料的出料量,所述儲料倉采用密閉式皮帶輸送機和螺旋輸送機相結合的原材料輸送方式;添加劑在混凝土攪拌過程中的加入時機也可通過控制系統精準控制,以達到最佳的使用效果。皮帶輸送機負責將大宗原材料從儲料倉輸送至攪拌站附近的暫存料斗,螺旋輸送機則用于將暫存料斗中的原材料精確輸送至攪拌機內,確保輸送過程中原材料無灑落、損耗;
4、所述模具管理單元設有多個模具收發倉,根據不同預制構件的尺寸、形狀和工藝要求,將所有模具分類存放在收發倉內部,所述收發倉的輸入和輸出端均設有滾筒輸送機,所述進給單元包括原料進料裝置、模具傳送裝置和配備視覺采樣裝置,所述原料進料裝置的輸入端與電子計量裝置的輸出端相連接,所述模具傳送裝置的輸出端與原料進料裝置相互對接,所述視覺采樣裝置布設于電子計量裝置的正上方;對模具的品列通過視覺采樣分析,并將采集數據發送至中央數據庫,配備一級輸送機構和計量機構,將原料供應單元中所制備的各種原料通過配比,分別將水泥、水、砂、石子分別利用定量給料機輸送至攪拌機中充分攪拌,通過均勻攪拌后的混凝土漿統一輸送至儲料枓中集中存儲備用,存儲過程中對其進行有效控溫和抗結塊攪拌,并且設有添加劑供給模塊,將各種添加劑采用智能計量泵,精確控制添加劑的添加量加入混凝土中,通過絞龍傳輸機將混凝土輸送至計量機構中,根據視覺采樣確定模具類型,計算混凝土用量,定量后通過給料閥下料并導入模具中,通過一級輸送機構對其進行不間斷往復輸送,
5、所述成型單元設有植筋機構、分料機構、振搗機構和二級輸送機構,所述植筋機構通過機械臂向模具中布置鋼筋網,所述分料機構設有傳送帶,所述二級輸送機構設有分揀滾筒輸送機,所述振搗機構設有振動棒,所述分揀滾筒輸送機的輸入端與原料進料裝置的輸出端相連接,所述振搗機構設于分料機構的上端,所述分料機構的輸出端與二級輸送機構的輸入端相連接,所述植筋機構設于模具傳送裝置的輸出端;所述養護單元配備多個大型養護倉,所述養護倉的進料端與分揀滾筒輸送機的輸出端相連接,所述養護倉的內部設有溫控裝置。
6、根據本發明提供的用于建筑中的混凝土預制構件的生產系統,所述電子計量裝置根據配合比c:s:g=1:2.3:4.2,水灰比w/c=0.6,實行水泥、砂、石、水以及水灰計量控制和定量放料,根據水泥用量的?0.1%加入減水劑,根據水泥用量的1.5%加入強化劑,根據水泥用量的0.05%加入緩凝劑,根據水泥用量的0.015%加入引氣劑。
7、根據本發明提供的用于建筑中的混凝土預制構件的生產系統,所述原料進料裝置采用螺旋輸送機對原料進行輸送,所述計量裝置采用全自動電子計量配料倉,所述螺旋輸送機的輸出端與全自動電子計量配料倉相連接。
8、根據本發明提供的用于建筑中的混凝土預制構件的生產系統,所述視覺采樣裝置通過預訓練的卷積神經網絡cnn提取圖像的特征,所述視覺采樣裝置的圖像采集點設于全自動電子計量配料倉有效輸出區域,通過對模具的品列通過視覺采樣分析,并將采集數據發送至中央數據庫分析模具類型,所述全自動電子計量配料倉根據模具類型實現定量放料。通過視覺采樣分析模具的類型有效地控制下料,實現不同類型的預制構件的混合生產,從而有效地解決了拼裝構件在同一生產線完成生產制作。
9、根據本發明提供的用于建筑中的混凝土預制構件的生產系統,所述植筋機構設于全自動電子計量配料倉的前端,在定量放料前實現鋼筋網布置,通過視覺采樣裝置采集的模具信息,所述機械臂根據模具類型實現定量布料。
10、根據本發明提供的用于建筑中的混凝土預制構件的生產系統,所述振搗機構通過振動棒產生的振動對模具中的混凝土料震勻處理,所述振動棒通過連接機械臂實現活動。
11、根據本發明提供的用于建筑中的混凝土預制構件的生產系統,所述分揀滾筒輸送機設有多個輸出端,每個所述輸出端分別配備自動轉運車,所述自動轉運小車根據擬定的線路活動于養護倉和分揀滾筒輸送機的輸出端之間。
12、與現有技術相比較,本發明的用于建筑中的混凝土預制構件的生產系統,通過實現從原料到配料再到下料以及成型和養護各個生產環節的自動化控制,減少人工干預,提高生產效率和質量穩定性,實現不同型號的預制構件的混合生產,從而有效地解決了拼裝構件的多條生產線生產的煩瑣性,使得整體生產流程更加方便快捷。
技術特征:
1.用于建筑中的混凝土預制構件的生產系統,包括原料供應單元、模具管理單元、進給單元、成型單元、養護單元,其特征在于,所述原料供應單元設有多個儲料倉,分別存儲水、水泥、砂、石子主要原材料,配備專門的添加劑存儲罐區,存儲減水劑、早強劑、緩凝劑、引氣劑;
2.根據權利要求1所述的用于建筑中的混凝土預制構件的生產系統,其特征在于,所述電子計量裝置根據配合比c:s:g=1:2.3:4.2,水灰比w/c=0.6,實行水泥、砂、石、水以及水灰計量控制和定量放料,根據水泥用量的?0.1%加入減水劑,根據水泥用量的1.5%加入強化劑,根據水泥用量的0.05%加入緩凝劑,根據水泥用量的0.015%加入引氣劑。
3.根據權利要求1所述的用于建筑中的混凝土預制構件的生產系統,其特征在于,所述原料進料裝置采用螺旋輸送機對原料進行輸送,所述計量裝置采用全自動電子計量配料倉,所述螺旋輸送機的輸出端與全自動電子計量配料倉相連接。
4.根據權利要求1所述的用于建筑中的混凝土預制構件的生產系統,其特征在于,所述視覺采樣裝置通過預訓練的卷積神經網絡cnn提取圖像的特征,所述視覺采樣裝置的圖像采集點設于全自動電子計量配料倉有效輸出區域,通過對模具的品列通過視覺采樣分析,并將采集數據發送至中央數據庫分析模具類型,所述全自動電子計量配料倉根據模具類型實現定量放料。
5.根據權利要求1所述的用于建筑中的混凝土預制構件的生產系統,其特征在于,所述植筋機構設于全自動電子計量配料倉的前端,在定量放料前實現鋼筋網布置,通過視覺采樣裝置采集的模具信息,所述機械臂根據模具類型實現定量布料。
6.根據權利要求1所述的用于建筑中的混凝土預制構件的生產系統,其特征在于,所述振搗機構通過振動棒產生的振動對模具中的混凝土料震勻處理,所述振動棒通過連接機械臂實現活動。
7.根據權利要求1所述的用于建筑中的混凝土預制構件的生產系統,其特征在于,所述分揀滾筒輸送機設有多個輸出端,每個所述輸出端分別配備自動轉運車,所述自動轉運小車根據擬定的線路活動于養護倉和分揀滾筒輸送機的輸出端之間。
技術總結
本發明公開了用于建筑中的混凝土預制構件的生產系統,其包括:原料供應單元、模具管理單元、進給單元、成型單元、養護單元,其特征在于,原料供應單元設有多個儲料倉,分別存儲水、水泥、砂、石子主要原材料,配備專門的添加劑存儲罐區,存儲減水劑、早強劑、緩凝劑、引氣劑;儲料倉的輸出端安裝有電子計量裝置,能夠精確控制原材料的出料量,儲料倉采用密閉式皮帶輸送機和螺旋輸送機相結合的原材料輸送方式;通過實現從原料到配料再到下料以及成型和養護各個生產環節的自動化控制,減少人工干預,提高生產效率和質量穩定性,實現不同型號的預制構件的混合生產,從而有效地解決了拼裝構件的多條生產線生產的繁瑣性,使得整體生產流程更加方便快捷。
技術研發人員:吳飛,羅偉,汪之武
受保護的技術使用者:江西交工裝配制造有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!