一種鐘表表盤加工裝置的制作方法
本技術涉及鐘表表盤加工,具體為一種鐘表表盤加工裝置。
背景技術:
1、鐘表(鐘和表)是一種是計量和指示時間的精密儀器,鐘表通常是以內機的大小來區別的,按國際慣例,機心直徑超過80毫米、厚度超過30毫米的為鐘,直徑37毫米以下為手表,其中表盤為鐘表中的重要組成部件,進而其在加工過程中需要用到加工裝置;
2、現有公開專利一種鐘表表盤加工裝置(公開號:cn219724655u)在使用過程中能夠對表盤進行旋轉與固定,但是在對其進行固定時,需要人工手動操作連接板,帶動導桿與弧形塊進行移動,通過彈簧進行抵觸,費時費力,不能自動進行夾持固定,為此,本實用新型提出了一種鐘表表盤加工裝置。
技術實現思路
1、針對現有技術的不足,本實用新型提供了一種鐘表表盤加工裝置,解決了上述背景技術中的問題。
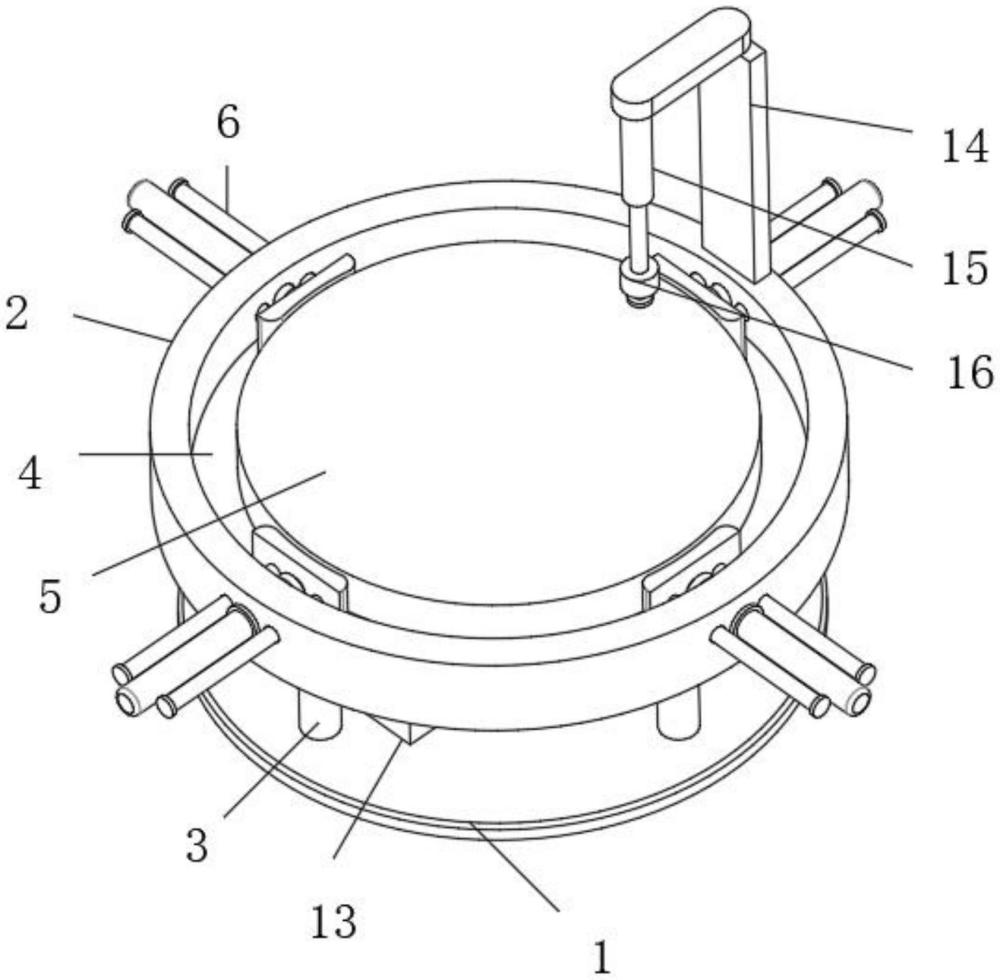
2、為實現以上目的,本實用新型通過以下技術方案予以實現:一種鐘表表盤加工裝置,包括底座,所述底座的上端設置有加工臺,所述底座和加工臺之間連接有支撐柱,所述支撐柱的上端開設有加工槽,所述加工槽的內部設置有表盤工件、自動夾持組件和旋轉圓盤,所述旋轉圓盤的上端開設有進氣孔,所述旋轉圓盤的底部連接有抽吸泵,所述底座的上端設置有旋轉電機和控制盒,所述旋轉電機的輸出端設置有主動齒輪,所述旋轉圓盤的底部設置有從動齒輪,所述支撐柱的上端設置有連接架,所述連接架的一側設置有伸縮桿,所述伸縮桿的輸出端設置有轉孔電機;
3、所述自動夾持組件包括移動孔和導向孔,所述移動孔的一側設置有電動推桿,所述電動推桿的輸出端設置有壓力傳感器,所述壓力傳感器的檢測端連接有夾持板,所述夾持板的一側設置有紅外傳感器,所述夾持板的另一側設置有導向桿,所述導向桿的端部連接有限位塊。
4、作為本實用新型進一步的技術方案,所述底座與加工臺之間通過支撐柱形成固定連接,所述支撐柱的數量為若干組并呈陣列分布,所述加工槽的厚度小于支撐柱的厚度,所述表盤工件通過自動夾持組件進行夾持。
5、作為本實用新型進一步的技術方案,所述旋轉圓盤與支撐柱之間為轉動連接,所述進氣孔與抽吸泵的進氣口之間相連通,所述旋轉電機的輸出端與主動齒輪之間為固定連接,所述主動齒輪與從動齒輪之間相嚙合,所述從動齒輪與旋轉圓盤之間為固定連接。
6、作為本實用新型進一步的技術方案,所述控制盒的內部設置有控制電路板與電池,所述控制電路板的內部設置有遠程控制模塊與通信模塊,所述連接架與支撐柱之間為固定連接,所述伸縮桿的輸出端與轉孔電機之間為固定連接,所述伸縮桿與轉孔電機均與控制電路板之間為電性連接,所述轉孔電機的輸出端連接有鉆頭。
7、作為本實用新型進一步的技術方案,所述移動孔與導向孔均貫穿支撐柱的中部與加工槽之間相連通,所述導向孔的數量為移動孔數量的二倍,所述電動推桿與支撐柱之間通過螺栓形成固定連接,所述電動推桿的輸出端與移動孔之間相適配,所述電動推桿的輸出端與壓力傳感器之間為固定連接。
8、作為本實用新型進一步的技術方案,所述壓力傳感器的檢測端與夾持板之間為固定連接,所述夾持板與紅外傳感器均與控制電路板之間為電性連接,所述導向桿與導向孔之間相適配,所述限位塊的直徑大于導向孔的直徑。
9、本實用新型提供了一種鐘表表盤加工裝置。與現有技術相比具備以下有益效果:
10、一種鐘表表盤加工裝置,通過在支撐柱的外側安裝自動夾持組件,在表盤工件進行夾持時,通過紅外傳感器檢測到表盤工件,控制四組電動推桿的輸出端沿著四組移動孔的內部進行移動,同時帶動壓力傳感器和夾持板向表盤工件的方向移動,在夾持板接觸表盤工件時,通過壓力傳感器檢測到壓力數值,達到設定值時,控制電動推桿的輸出端停止運行,從而進行自動夾持固定,同時夾持的力度可調,方便對不同尺寸的表盤工件進行自動夾持固定,提高后續加工效率。
技術特征:
1.一種鐘表表盤加工裝置,包括底座(1),其特征在于,所述底座(1)的上端設置有加工臺(2),所述底座(1)和加工臺(2)之間連接有支撐柱(3),所述支撐柱(3)的上端開設有加工槽(4),所述加工槽(4)的內部設置有表盤工件(5)、自動夾持組件(6)和旋轉圓盤(7),所述旋轉圓盤(7)的上端開設有進氣孔(8),所述旋轉圓盤(7)的底部連接有抽吸泵(9),所述底座(1)的上端設置有旋轉電機(10)和控制盒(13),所述旋轉電機(10)的輸出端設置有主動齒輪(11),所述旋轉圓盤(7)的底部設置有從動齒輪(12),所述支撐柱(3)的上端設置有連接架(14),所述連接架(14)的一側設置有伸縮桿(15),所述伸縮桿(15)的輸出端設置有轉孔電機(16);
2.根據權利要求1所述的一種鐘表表盤加工裝置,其特征在于,所述底座(1)與加工臺(2)之間通過支撐柱(3)形成固定連接,所述支撐柱(3)的數量為若干組并呈陣列分布,所述加工槽(4)的厚度小于支撐柱(3)的厚度,所述表盤工件(5)通過自動夾持組件(6)進行夾持。
3.根據權利要求1所述的一種鐘表表盤加工裝置,其特征在于,所述旋轉圓盤(7)與支撐柱(3)之間為轉動連接,所述進氣孔(8)與抽吸泵(9)的進氣口之間相連通,所述旋轉電機(10)的輸出端與主動齒輪(11)之間為固定連接,所述主動齒輪(11)與從動齒輪(12)之間相嚙合,所述從動齒輪(12)與旋轉圓盤(7)之間為固定連接。
4.根據權利要求1所述的一種鐘表表盤加工裝置,其特征在于,所述控制盒(13)的內部設置有控制電路板與電池,所述控制電路板的內部設置有遠程控制模塊與通信模塊,所述連接架(14)與支撐柱(3)之間為固定連接,所述伸縮桿(15)的輸出端與轉孔電機(16)之間為固定連接,所述伸縮桿(15)與轉孔電機(16)均與控制電路板之間為電性連接,所述轉孔電機(16)的輸出端連接有鉆頭。
5.根據權利要求1所述的一種鐘表表盤加工裝置,其特征在于,所述移動孔(61)與導向孔(62)均貫穿支撐柱(3)的中部與加工槽(4)之間相連通,所述導向孔(62)的數量為移動孔(61)數量的二倍,所述電動推桿(63)與支撐柱(3)之間通過螺栓形成固定連接,所述電動推桿(63)的輸出端與移動孔(61)之間相適配,所述電動推桿(63)的輸出端與壓力傳感器(64)之間為固定連接。
6.根據權利要求4所述的一種鐘表表盤加工裝置,其特征在于,所述壓力傳感器(64)的檢測端與夾持板(65)之間為固定連接,所述夾持板(65)與紅外傳感器(66)均與控制電路板之間為電性連接,所述導向桿(67)與導向孔(62)之間相適配,所述限位塊(68)的直徑大于導向孔(62)的直徑。
技術總結
本技術公開了一種鐘表表盤加工裝置,涉及鐘表表盤加工技術領域,該鐘表表盤加工裝置,包括底座,所述底座的上端設置有加工臺;一種鐘表表盤加工裝置,通過在支撐柱的外側安裝自動夾持組件,在表盤工件進行夾持時,通過紅外傳感器檢測到表盤工件,控制四組電動推桿的輸出端沿著四組移動孔的內部進行移動,同時帶動壓力傳感器和夾持板向表盤工件的方向移動,在夾持板接觸表盤工件時,通過壓力傳感器檢測到壓力數值,達到設定值時,控制電動推桿的輸出端停止運行,從而進行自動夾持固定,同時夾持的力度可調,方便對不同尺寸的表盤工件進行自動夾持固定,提高后續加工效率。
技術研發人員:靳晨曦
受保護的技術使用者:河南艾時頓科技有限公司
技術研發日:20240703
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!