具有模切清廢功能的模切刀具的制作方法
本技術涉及印刷領域,特別是涉及一種具有模切清廢功能的模切刀具。
背景技術:
1、模切機是一種用于工業生產的設備,主要用于對各種材料(如紙張、塑料、橡膠、金屬箔等)進行模切加工,以達到特定的形狀和尺寸。模切機廣泛應用于包裝、印刷、電子、汽車、服裝等行業。
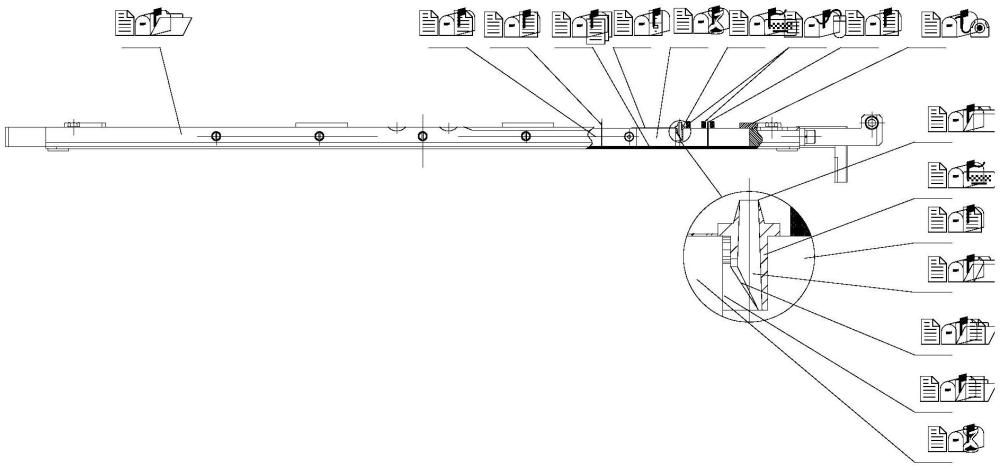
2、單張紙輸送的臥式平壓平自動模切機是一種專門用于單張紙料模切加工的設備,它采用臥式結構,通過平壓平的方式進行模切操作。在模切加工時,需要根據模切圖案和模切加工工藝制作第一模切刀版1-11。通常模切刀版是在標準厚度的層壓板上根據模切圖案鑲嵌第一模切刀線1-13和模切痕線及在相應位置上粘貼硬海綿膠墊1-10制成。工作時如圖1結合圖2所示,將第一模切刀版1-11安裝在版框架1-8上,版框架1-8安裝固定在主機部套1-7的固定平臺1-6上。待加工印品紙張1-2堆垛在自動輸紙部套1-1的輸紙臺板上,通過自動輸紙部套1-1將印品紙張1-2經自動輸紙臺1-3輸送到前規對紙張前緣定位。并通過在自動模切機的操作側和傳動側墻板內側對稱安裝的閉環鏈條1-12和兩條閉環鏈條之間固定安裝的若干根叼紙牙排1-4,將印品紙張1-2逐一輸送到主機部套1-7的固定平臺1-6和活動平臺1-5之間。在活動平臺1-5上表面上固定安裝有一塊模切鋼板1-14,當活動平臺1-5向上運動時,將印品紙張1-2托著壓向固定平臺1-6上安裝的第一模切刀版1-11,在固定平臺1-6和活動平臺1-5之間相對壓力的作用下,第一模切刀版1-11上的第一模切刀線1-13和模切痕線壓到模切鋼板1-14上,完成對印品紙張1-2的模切、壓痕加工。
3、當需要模切加工小孔,例如服裝吊牌穿線的小孔時,在第一模切刀版1-11的層壓板上鑲嵌圓形孔模切刀線1-9,并在鑲嵌的孔模切刀線1-9內側和外側,在層壓板上表面粘貼圓形硬海綿膠墊1-10。硬海綿膠墊1-10的厚度略高于模切刀線1-9,1-13的峰口。當活動平臺1-5向上運動時,在固定平臺1-6和活動平臺1-5之間相對壓力的作用下,孔模切刀線1-9的峰口切入印品紙張1-2并切到模切鋼板1-14上,圓形硬海綿膠墊1-10被壓縮。當活動平臺1-5向下運動時,孔模切刀線1-9的峰口離開印品紙張1-2,同時印品紙張1-2和切下的圓形廢屑被硬海綿膠墊1-10從孔模切刀線1-9的峰口推出,并使圓形廢屑留在模切后的印品紙張1-2上。模切后的成品紙張1-15被叼紙牙排1-4叼入收紙部套并堆垛在收紙臺板上。由于模切孔的直徑較小,后續清除留在加工后的成品紙張1-15上的廢屑就比較困難。尤其當產品加工工藝不適宜自動清廢時,就需要耗費人工清除模切后的小廢屑,工作效率低,人工成本高。
技術實現思路
1、在
技術實現要素:
部分中引入了一系列簡化形式的概念,該簡化形式的概念均為本領域現有技術簡化,這將在具體實施方式部分中進一步詳細說明。本實用新型的實用新型內容部分并不意味著要試圖限定出所要求保護的技術方案的關鍵特征和必要技術特征,更不意味著試圖確定所要求保護的技術方案的保護范圍。
2、本實用新型要解決的技術問題是提供一種模切加工小孔時能清除模切下來的廢屑并將清除下來的廢屑儲存在模切刀版的層壓板上開出的容屑槽中的具有模切清廢功能的模切刀具。
3、為解決上述技術問題,本實用新型提供具有模切清廢功能的模切刀具,包括:
4、第二模切刀版2-2安裝在第一版框架2-1上,并通過第一壓板2-9固定在第一版框架鋼底板2-4上;
5、盲孔形成在第二模切刀版2-2的層壓板上,用于確定第一小孔模切刀具2-7嵌入部分的直徑和深度;
6、第一容屑槽2-6形成在第二模切刀版2-2的層壓板上盲孔位置對應的方向上,用于收集排除的廢屑;
7、第一透明觀察件2-5粘貼在層壓板的上表面,封閉第一容屑槽2-6的一端,以便于廢屑的收集和觀察;
8、第一小孔模切刀具2-7使用金屬材料制作,其上部加工有圓柱凸臺,下部加工有直徑小于凸臺的圓柱體,圓柱體嵌入層壓板上的盲孔中;
9、圓柱凸臺的下部大于圓柱體的環形平面與層壓板上表面接觸,用于承載和傳遞模切壓力;
10、圓柱凸臺的上部加工有圓錐臺,與第一小孔模切刀具2-7芯部的第一錐孔2-11相交,形成第一小孔模切刀具峰口2-10;
11、第一錐孔2-11的頂端直徑與模切小孔直徑相同,底端直徑大于模切小孔直徑;
12、第一錐孔開口2-12,形成在第一小孔模切刀具2-7的圓柱凸臺下部圓柱體側面,與層壓板上的第一層壓板排屑開口2-13相對應,第一層壓板排屑開口2-13與第一容屑槽2-6相連;
13、第一可形變推墊2-8,粘貼在第一小孔模切刀具2-7的圓柱凸臺側邊的層壓板表面,其厚度高于第一小孔模切刀具峰口2-10,用于在模切過程中推出紙張;
14、優選的,進一步改進所述的具有模切清廢功能的模切刀具,第一小孔模切刀具2-7由第二小孔模切刀具3-7替代,第二小孔模切刀具3-7使用金屬材料制作,包括:
15、圓柱凸臺位于第二小孔模切刀具3-7刀具上部,用于嵌入層壓板的通孔;
16、圓柱凸臺下部的圓柱體,直徑小于圓柱凸臺,用于嵌入層壓板的通孔中;
17、環形平面位于圓柱凸臺下部大于圓柱體的部分,環形平面與層壓板上表面接觸;
18、圓柱體下表面與層壓板下表面齊平的部分,與第二版框架鋼底板3-4接觸;
19、圓錐臺形成在圓柱凸臺上部;
20、第二小孔模切刀具3-7芯部形成有錐孔,錐孔與圓錐臺相交形成第二小孔模切刀具峰口3-10;
21、圓錐斜楔塊3-14安裝在第二錐孔3-11下部,圓錐斜楔塊3-14底面與圓柱體底面及層壓板底面齊平;
22、第二錐孔開口3-12形成在第二小孔模切刀具3-7圓柱凸臺下部圓柱體的側面;
23、第二層壓板排屑開口3-13形成在與圓柱體側面加工的第二錐孔開口3-12相對的層壓板上并與第二容屑槽3-6相連
24、第二小孔模切刀具3-7通過過盈配合緊固在第二錐孔3-11中的圓錐斜楔塊3-14的上斜楔面,正對著圓柱體側面的第二錐孔開口3-12。
25、優選的,進一步改進所述的具有模切清廢功能的模切刀具,安裝有第二模切刀版2-2的第一版框架2-1翻轉之后安裝固定在自動模切機主機部套1-7的固定平臺1-6上,模切刀線2-3和第一小孔模切刀具峰口2-10向下。
26、優選的,進一步改進所述的具有模切清廢功能的模切刀具,第一透明觀察件2-5和第二透明觀察件3-5是透明膠帶。
27、優選的,進一步改進所述的具有模切清廢功能的模切刀具,第一可形變推墊2-8和第二可形變推墊3-8是硬海綿膠墊。
28、本實用新型組成及工作原理如下;
29、印品紙張的模切加工圖案制備第二模切刀版2-2,在第二模切刀版2-2的層壓板上需要模切小孔的位置上加工盲孔,盲孔的直徑和深度由第一小孔模切刀具2-7嵌入層壓板部分的直徑和深度確定。在第一小孔模切刀具2-7排除廢屑的方向上,在層壓板上加工第一容屑槽2-6,并在層壓板的上表面加工有第一容屑槽2-6的位置上粘貼第一透明觀察件2-5將第一容屑槽2-6的一端封閉。根據印品紙張模切加工小孔的工藝要求,使用金屬材料制作第一小孔模切刀具2-7,如圖3結合圖4所示。
30、在第一小孔模切刀具2-7的上部加工有一個圓柱凸臺,圓柱凸臺的下部加工有一個直徑小于圓柱凸臺的圓柱體,用于嵌入層壓板上加工的盲孔中。嵌入盲孔后,圓柱凸臺的下部大于圓柱體的環形平面與層壓板上表面接觸,用于承載和傳遞模切小孔時的模切壓力。圓柱凸臺的上部加工有一個圓錐臺,圓錐臺外表面與第一小孔模切刀具2-7芯部加工的第一錐孔2-11相交形成第一小孔模切刀具峰口2-10。第一小孔模切刀具峰口2-10經過熱處理具有一定的硬度和韌性。第一錐孔2-11的頂端直徑與模切小孔的直徑相同,底端直徑大于模切小孔的直徑。圓柱凸臺下部的圓柱體的直徑大于第一錐孔2-11底端的直徑,使嵌入盲孔圓柱體筒體有一定的壁厚。在第一小孔模切刀具2-7圓柱凸臺下部圓柱體的側面加工有一個第一錐孔開口2-12。在第一小孔模切刀具2-7嵌入層壓板加工的盲孔以后,圓柱體的側面加工的第一錐孔開口2-12相對的層壓板上還加工有第一層壓板排屑開口2-13并與第一容屑槽2-6相連。在第一小孔模切刀具2-7的圓柱凸臺側邊的層壓板表面粘貼第一可形變推墊2-8,第一可形變推墊2-8的厚度略高于第一小孔模切刀具峰口2-10。
31、工作時,第二模切刀版2-2安裝在第一版框架2-1上,并通過第一壓板2-9壓緊在第一版框架鋼底板2-4上。圖二所示的安裝有第二模切刀版2-2的第一版框架2-1翻轉之后安裝固定在自動模切機主機部套1-7的固定平臺1-6上,第二模切刀線2-3和第一小孔模切刀具峰口2-10向下。當印品紙張1-2被輸送到主機部套1-7的固定平臺1-6和活動平臺1-5之間,活動平臺1-5向上運動時,將印品紙張1-2托著壓向固定平臺1-6上安裝的第二模切刀版2-2、1-11,在固定平臺1-6和活動平臺1-5之間相對壓力的作用下,第一小孔模切刀具峰口2-10切入印品紙張1-2上模切小孔的位置并切到模切鋼板1-14上,弧形第一可形變推墊2-8被壓縮。切下的廢屑2-14被活動平臺上安裝的模切鋼板1-14頂入第一小孔模切刀具2-7芯部加工的第一錐孔2-11中。活動平臺1-5向下運動時,第一小孔模切刀具峰口2-10離開印品紙張1-2,同時印品紙張1-2被第一可形變推墊2-8從第一小孔模切刀具峰口2-10推出,并將廢屑2-14留在第一錐孔2-11中。隨著模切加工的進行,每張印品紙張1-2切下的廢屑2-14不斷被頂入第一小孔模切刀具2-7芯部的第一錐孔2-11中,并通過第一錐孔開口2-12和排屑開口2-13進入第一容屑槽2-6儲存起來。透過第一容屑槽2-6上粘貼的第一透明觀察件2-5,可以觀察第一容屑槽2-6內儲存的廢屑2-14的數量。當第一容屑槽2-6儲存有足夠多的廢屑2-14之后,撕掉第一透明觀察件2-5就可以將廢屑2-14清出。粘貼上新的第一透明觀察件2-5就可以繼續進行工作。
32、使用金屬材料制作的第二小孔模切刀具3-7可以設計成如圖5所示的結構。在第二小孔模切刀具3-7的上部加工有一個圓柱凸臺,圓柱凸臺的下部加工有一個直徑小于圓柱凸臺的圓柱體,用于嵌入層壓板上加工的通孔中。嵌入通孔后,圓柱凸臺的下部大于圓柱體的環形平面與層壓板上表面接觸,圓柱體的下表面與層壓板下表面齊平并與第二第二版框架鋼底板3-4接觸,用于承載和傳遞模切小孔時的模切壓力。圓柱凸臺的上部加工有一個圓錐臺,圓錐臺外表面與第二小孔模切刀具3-7芯部加工的第二錐孔3-11相交形成第二小孔模切刀具峰口3-10。第二小孔模切刀具峰口3-10經過熱處理具有一定的硬度和韌性。第二錐孔3-11的頂端直徑與模切小孔的直徑相同,底端直徑大于模切小孔的直徑。圓柱凸臺下部的圓柱體的直徑大于第二錐孔3-11底端的直徑,使嵌入通孔的圓柱體筒體有一定的壁厚。在第二錐孔3-11的下部安裝有一個圓錐斜楔塊3-14,圓錐斜楔塊3-14外表面與第二錐孔3-11通過過盈配合緊固在一起。圓錐斜楔塊3-14底面與第二小孔模切刀具3-7嵌入層壓板通孔的圓柱體底面及層壓板底面齊平。在第二小孔模切刀具3-7圓柱凸臺下部圓柱體的側面加工有一個第二錐孔開口3-12。在第二小孔模切刀具3-7嵌入層壓板加工的通孔以后,與圓柱體的側面加工的第二錐孔開口3-12相對的層壓板上也對應加工有第二層壓板排屑開口3-13并與第二容屑槽3-6相連。通過過盈配合緊固在第二錐孔3-11中的圓錐斜楔塊3-14的上斜楔面,正對著圓柱體側面的第二錐孔開口3-12。工作時,印品紙張1-2切下的廢屑3-15不斷被頂入第二小孔模切刀具3-7芯部的第二錐孔3-11中,當頂入的廢屑3-15接觸到圓錐斜楔塊3-14的上斜楔面時,在斜面的推力作用下,使廢屑3-15更容易順暢的排到第二容屑槽3-6內。
33、本實用新型能在模切小孔的同時清除模切下來的小孔廢屑,并將清除下來的廢屑儲存在容屑槽中,通過透明觀察件可以方便的觀察容屑槽內儲存的廢屑的數量和清出積累的廢屑,有效提高了清除廢屑的工作效率,降低了生產成本。
- 還沒有人留言評論。精彩留言會獲得點贊!