用于往復泵機架批量化生產的組合工裝的制作方法
本發明屬于組合工裝設備,涉及用于往復泵機架批量化生產的組合工裝。
背景技術:
1、壓裂泵是壓裂酸化車組的核心設備,具有壓力高、穩定性強、結構緊湊和重量輕等特點;柱塞泵機架是柱塞泵的核心部件,隨著壓裂市場需求不斷擴大,常規手工組焊機架的方法已經無法滿足產能需求,需要通過采用焊接機器人來滿足批量化生產需求。
2、柱塞泵多缸曲軸連桿式往復泵,機架為多墻板組焊箱架,機架加工部位多,各加工部位形位尺寸精度要求比較高,組焊尺寸偏差導致整體加工時加工余量不均勻,加工后各部位成活尺寸不均勻,造成產品重量增加,而柱塞泵對重量控制要求非常高,否則影響壓裂車組的使用;其次,由于在軸承座上的潤滑油孔、壓蓋孔等受空間限制只能單件加工,組焊尺寸偏差會導致整體加工后的油槽與單件加工的潤滑油孔錯位、軸承壓蓋無法安裝等問題,影響產品質量。焊接機器人主要用于流水線式的單件大批量生產,對試件的重復精度要求很高。當前焊接機器人的自動糾偏能力有限,對焊前工件的組合精度要求很高,主要體現在:1)單條焊縫位置尺寸、坡口及組合間隙一致性;2)批量泵機架組合尺寸的一致性;常規手工組合方法很難達到機器人焊接的要求。
3、因此,需要一種滿足機架批量化生產的組合工裝,既能滿足對加工部位尺寸的精度需求,又能滿足機器人焊接對坡口、組合間隙、位置尺寸、批量一致性等需求,還能滿足批量化生產對組合效率的需求。
技術實現思路
1、本發明的目的是提供一種用于往復泵機架批量化生產的組合工裝,解決了現有往復泵機架加工部位多、組合精度低的問題。
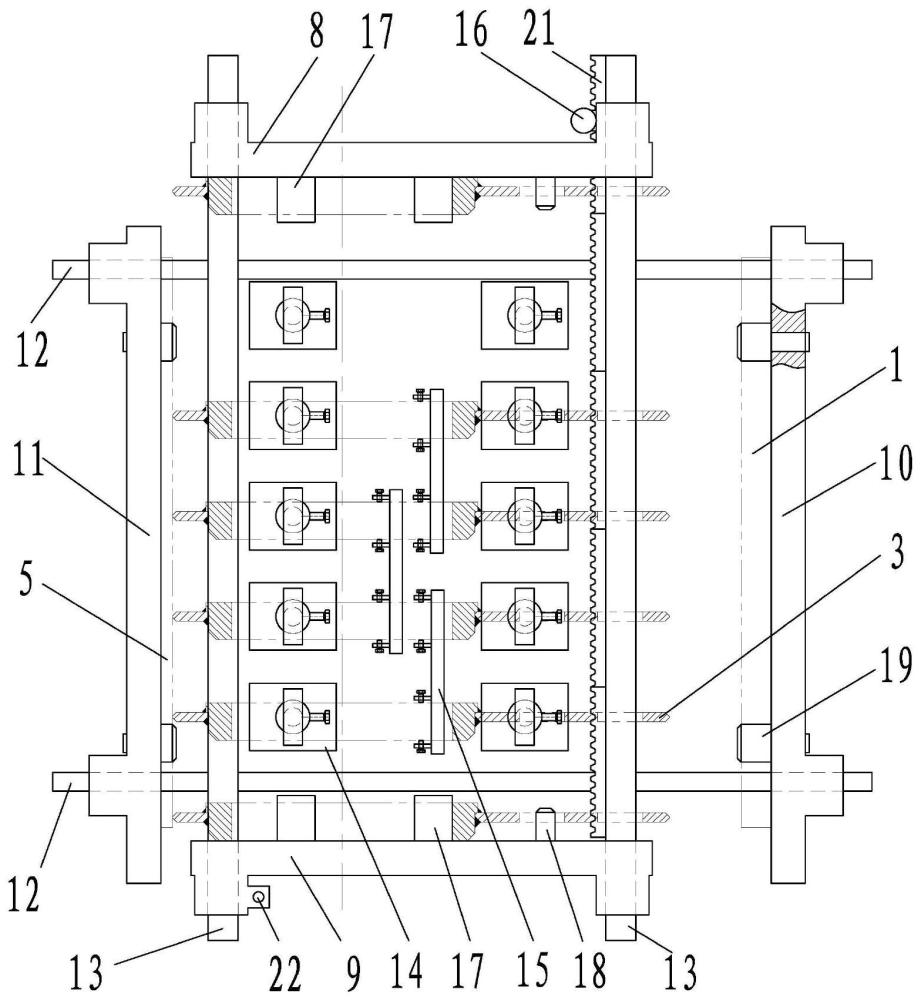
2、本發明所采用的技術方案是,用于往復泵機架批量化生產的組合工裝,包括兩個橫向導軌和兩個縱向導軌,兩個橫向導軌和兩個縱向導軌構成矩形結構;
3、兩個縱向導軌的一端設置左墻板組件,另一端設置右墻板組件,左墻板組件、右墻板組件分別與縱向導軌垂直,左墻板組件和其中一個縱向導軌之間設置有行走機構;
4、兩個橫向導軌的一端設置前墻板組件,另一端設置后墻板組件,前墻板組件、后墻板組件分別與橫向導軌垂直,前墻板組件設置在靠近行走機構的一側。
5、本發明的特點還在于:
6、行走機構包括安裝在左墻板組件上的伺服電機,伺服電機的輸出軸上設置有齒輪,其中一個縱向導軌上固定有齒條,齒輪和齒條嚙合。
7、左墻板組件和右墻板組件上分別對稱設置有三爪卡盤和側定位柱,側定位柱設置在靠近行走機構一側。
8、右墻板組件上還設置有定位銷。
9、前墻板組件和后墻板組件上對稱設置前定位柱。
10、在左墻板組件和右墻板組件之間還設置有若干組支撐機構,每組支撐機構包括兩個支撐機構,兩個支撐機構與左墻板組件平行布置。
11、支撐機構包括伸縮桿和底座,伸縮桿和底座均為t型結構,底座的一端沿軸向內套伸縮桿。
12、底座在內套伸縮桿的一端沿徑向設置有鎖緊螺栓。
13、還包括若干個間距定位裝置,每個間距定位裝置包括兩組壓緊螺栓。
14、還包括支撐筋定位塊,支撐筋定位塊為“工”字型結構。
15、本發明的有益效果是:
16、(1)設計組合工裝對軸承座等加工部位進行定位,保證加工部位組焊尺寸精度,滿足機架組焊后整體加工余量需求。
17、(2)對主墻板上軸承座內孔及整體長度尺寸進行單部件機加工,保證軸承座加工部位與兩端焊縫部位尺寸一致性,并控制板面平面度,保證主墻板上各焊縫位置尺寸、坡口及組合間隙一致性,其它件控制板面平面度,保證焊縫相對尺寸精度和組合間隙一致性。
18、(3)通過組合工裝定位與保證單部件尺寸一致性相結合,滿足焊接機器人對焊接部位一致性的要求,通過工裝重復定位精度滿足批量一致性要求,同時利用工裝的定位,避免反復的尺寸測量,提高組合效率。
技術特征:
1.用于往復泵機架批量化生產的組合工裝,其特征在于,包括兩個橫向導軌(12)和兩個縱向導軌(13),兩個所述橫向導軌(12)和兩個所述縱向導軌(13)構成矩形結構;
2.根據權利要求1所述的組合工裝,其特征在于,所述行走機構(16)包括安裝在所述左墻板組件(8)上的伺服電機(20),所述伺服電機(20)的輸出軸上設置有齒輪,其中一個所述縱向導軌(13)上固定有齒條(21),所述齒輪和齒條(21)嚙合。
3.根據權利要求1所述的組合工裝,其特征在于,所述左墻板組件(8)和右墻板組件(9)上分別對稱設置有三爪卡盤(17)和側定位柱(18),所述側定位柱(18)設置靠近行走機構(16)一側。
4.根據權利要求3所述的組合工裝,其特征在于,所述右墻板組件(9)上還設置有定位銷(22)。
5.根據權利要求1所述的組合工裝,其特征在于,所述前墻板組件(10)和后墻板組件(11)上對稱設置前定位柱(19)。
6.根據權利要求1所述的組合工裝,其特征在于,在所述左墻板組件(8)和右墻板組件(9)之間還設置有若干組支撐機構(14),每組支撐機構(14)包括兩個支撐機構(14),兩個所述支撐機構(14)與所述左墻板組件(8)平行布置。
7.根據權利要求6所述的組合工裝,其特征在于,所述支撐機構(14)包括伸縮桿(23)和底座(24),所述伸縮桿(23)和底座(24)均為t型結構,所述底座(24)的一端沿軸向內套伸縮桿(23)。
8.根據權利要求7所述的組合工裝,其特征在于,所述底座(24)在內套伸縮桿(23)的一端沿徑向設置有鎖緊螺栓。
9.根據權利要求1所述的組合工裝,其特征在于,還包括若干個間距定位裝置(15),每個所述間距定位裝置(15)包括兩組壓緊螺栓(25)。
10.根據權利要求1所述的組合工裝,其特征在于,還包括支撐筋定位塊(26),所述支撐筋定位塊(26)為“工”字型結構。
技術總結
本發明公開了用于往復泵機架批量化生產的組合工裝,包括兩個橫向導軌和兩個縱向導軌,兩個橫向導軌和兩個縱向導軌構成矩形結構;兩個縱向導軌的一端設置左墻板組件,另一端設置右墻板組件,左墻板組件、右墻板組件分別與縱向導軌垂直,左墻板組件和其中一個縱向導軌之間設置有行走機構;兩個橫向導軌的一端設置前墻板組件,另一端設置后墻板組件,前墻板組件、后墻板組件分別與橫向導軌垂直,前墻板組件設置在靠近行走機構的一側。本發明用于往復泵機架批量化生產的組合工裝,對加工部位進行定位,保證組焊精度且滿足焊接機器人對焊接部位一致性的要求,同時利用工裝定位,避免反復的尺寸測量,提高組合效率。
技術研發人員:王海峰,徐斌榮,柳鎖賢,王剛,肖虎,李曉康,侯和杰
受保護的技術使用者:中油國家油氣鉆井裝備工程技術研究中心有限公司
技術研發日:
技術公布日:2025/4/24
- 還沒有人留言評論。精彩留言會獲得點贊!