一種用于超程壓套定位銷的鉚制工裝的制作方法
本技術(shù)涉及真空斷路器產(chǎn)品中的超程壓套制造,具體是一種用于超程壓套定位銷的鉚制工裝。
背景技術(shù):
1、目前真空斷路器的超程壓套套裝完成后,傳統(tǒng)裝配工藝是將定位銷采用人工鐵錘錘打鉚制進行鉚緊,存在生產(chǎn)效率低,無法保證制造過程符合技術(shù)工藝要求,質(zhì)量穩(wěn)定性較差,成品率難以控制和人員操作安全欠缺等缺點。因此研發(fā)一種鉚制工裝代替人工捶打操作,既可以滿足工藝要求,又使工人操作更加安全、方便,還可以實現(xiàn)標準化生產(chǎn),提高生產(chǎn)質(zhì)量、效率,降低成本。
技術(shù)實現(xiàn)思路
1、本實用新型的目的就是為了解決上述現(xiàn)有技術(shù)存在的問題,提供一種用于超程壓套定位銷的鉚制工裝。
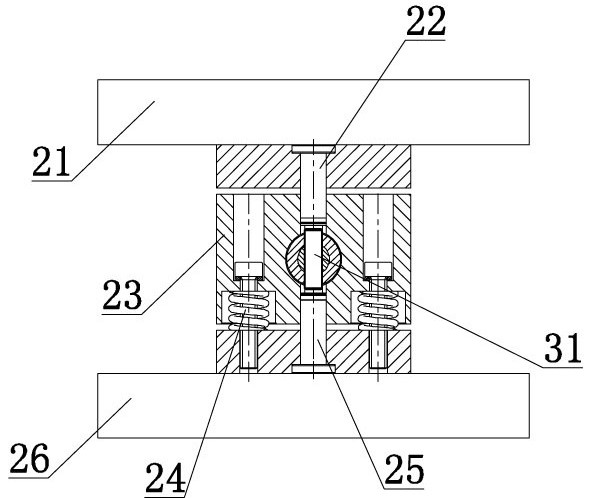
2、本實用新型的具體方案是:一種用于超程壓套定位銷的鉚制工裝,包括底座、定位套板、上壓板,所述定位套板底部設(shè)有彈簧腔,彈簧腔內(nèi)裝有支撐彈簧,支撐彈簧內(nèi)裝有固定螺栓,固定螺栓底端與底座螺紋連接,固定螺栓的頂端與定位套板滑動連接,定位套板中間設(shè)有與超程壓套匹配的定位孔,定位孔軸線沿水平方向布置,定位套板內(nèi)位于定位孔的上方設(shè)有上鉚壓孔,位于定位孔的下方設(shè)有下鉚壓孔,上鉚壓孔及下鉚壓孔均與定位孔貫通,所述上壓板底部裝有上鉚壓頭,上鉚壓頭插裝在上鉚壓孔內(nèi),所述底座頂部裝有下鉚壓頭,下鉚壓頭的上端插裝在下鉚壓孔內(nèi)。
3、進一步的,所述上鉚壓頭的底端和下鉚壓頭的頂端均設(shè)有尖齒,尖齒用于壓入定位銷使定位銷的端部產(chǎn)生變形。
4、進一步的,所述上鉚壓頭及下鉚壓頭上均設(shè)有兩條尖齒,兩條尖齒分別對應(yīng)于定位銷的端面兩側(cè)。
5、進一步的,所述彈簧腔的數(shù)量為兩個且對稱地設(shè)置在定位套板的兩側(cè),每個彈簧腔內(nèi)裝有一個支撐彈簧。
6、本實用新型相比現(xiàn)有技術(shù)具有以下優(yōu)點:1.提高生產(chǎn)效率:該工裝可以幫助工人快速、準確地進行超程壓套定位銷鉚緊操作,節(jié)省裝配時間,提高了生產(chǎn)效率;
7、2.提高產(chǎn)品質(zhì)量:通過使用該工裝,可以確保定位銷和鉚接件之間的位置和間距準確無誤,從而提高了產(chǎn)品的質(zhì)量和裝配精度;
8、3.減少人為錯誤:因該工裝的使用實現(xiàn)了標準化生產(chǎn),可以減少人為操作中的錯誤和失誤,提高了裝配的準確性和穩(wěn)定性;
9、4.節(jié)約人力成本:使用該工裝可以減少人力成本,提高了生產(chǎn)效率,降低了裝配過程中的人力消耗;
10、5.提高工作安全性:該工裝的設(shè)計符合工程安全標準,可以提高工作人員的安全性,減少工作中的意外傷害發(fā)生。
技術(shù)特征:
1.一種用于超程壓套定位銷的鉚制工裝,其特征是:包括底座、定位套板、上壓板,所述定位套板底部設(shè)有彈簧腔,彈簧腔內(nèi)裝有支撐彈簧,支撐彈簧內(nèi)裝有固定螺栓,固定螺栓底端與底座螺紋連接,固定螺栓的頂端與定位套板滑動連接,定位套板中間設(shè)有與超程壓套匹配的定位孔,定位孔軸線沿水平方向布置,定位套板內(nèi)位于定位孔的上方設(shè)有上鉚壓孔,位于定位孔的下方設(shè)有下鉚壓孔,上鉚壓孔及下鉚壓孔均與定位孔貫通,所述上壓板底部裝有上鉚壓頭,上鉚壓頭插裝在上鉚壓孔內(nèi),所述底座頂部裝有下鉚壓頭,下鉚壓頭的上端插裝在下鉚壓孔內(nèi)。
2.根據(jù)權(quán)利要求1所述的一種用于超程壓套定位銷的鉚制工裝,其特征是:所述上鉚壓頭的底端和下鉚壓頭的頂端均設(shè)有尖齒,尖齒用于壓入定位銷使定位銷的端部產(chǎn)生變形。
3.根據(jù)權(quán)利要求2所述的一種用于超程壓套定位銷的鉚制工裝,其特征是:所述上鉚壓頭及下鉚壓頭上均設(shè)有兩條尖齒,兩條尖齒分別對應(yīng)于定位銷的端面兩側(cè)。
4.根據(jù)權(quán)利要求1所述的一種用于超程壓套定位銷的鉚制工裝,其特征是:所述彈簧腔的數(shù)量為兩個且對稱地設(shè)置在定位套板的兩側(cè),每個彈簧腔內(nèi)裝有一個支撐彈簧。
技術(shù)總結(jié)
本技術(shù)是一種用于超程壓套定位銷的鉚制工裝,包括底座、定位套板、上壓板,所述定位套板底部設(shè)有彈簧腔,彈簧腔內(nèi)裝有支撐彈簧,支撐彈簧內(nèi)裝有固定螺栓,固定螺栓底端與底座螺紋連接,固定螺栓的頂端與定位套板滑動連接,定位套板中間設(shè)有與超程壓套匹配的定位孔,定位孔軸線沿水平方向布置,定位套板內(nèi)位于定位孔的上方設(shè)有上鉚壓孔,位于定位孔的下方設(shè)有下鉚壓孔,上鉚壓孔及下鉚壓孔均與定位孔貫通,所述上壓板底部裝有上鉚壓頭,上鉚壓頭插裝在上鉚壓孔內(nèi),所述底座頂部裝有下鉚壓頭,下鉚壓頭的上端插裝在下鉚壓孔內(nèi);本技術(shù)實現(xiàn)了快速、準確地進行超程壓套定位銷鉚緊操作,提升了生產(chǎn)效率。
技術(shù)研發(fā)人員:賀秋澄,余鵬,涂文強,周俊杰,李楊,徐智杰,李亞東,周智勇,宋佳慶
受保護的技術(shù)使用者:上海美荃科技有限公司
技術(shù)研發(fā)日:20240328
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!