車架焊接裝置的制作方法
本技術屬于焊接,具體涉及一種車架焊接裝置。
背景技術:
1、自適應控制的焊接設備是一種自動化程度較高的焊接設備,它配用傳感器和電子檢測線路,對焊縫軌跡自動導向和跟蹤,并對主要的焊接參數進行實行閉環的反饋控制,整個焊接過程將按預先設定的程序和工藝參數自動完成。
2、礦用車車架屬于大型結構件,對于自動焊接來說,影響焊接質量最大的因素是焊接組對時的裝配焊縫寬度變化對電弧跟蹤帶來的影響,若裝配焊縫寬度變化過大,將使焊接質量無法保證,進而無法實現自動焊接。目前,基本都是人工對自動焊接設備進行實時干預,需要停止焊接并調整焊接參數,人工調整焊接參數不但效率低下,而且也失去了自動焊接的意義,并且存在焊接質量缺陷的可能性大大增加。
技術實現思路
1、本實用新型的目的在于提供一種車架焊接裝置,能夠根據焊縫寬窄來調用不同焊接參數對不規整焊縫進行自動焊接,極大提高了焊接效率。
2、為達到上述目的,本實用新型使用的技術解決方案是:
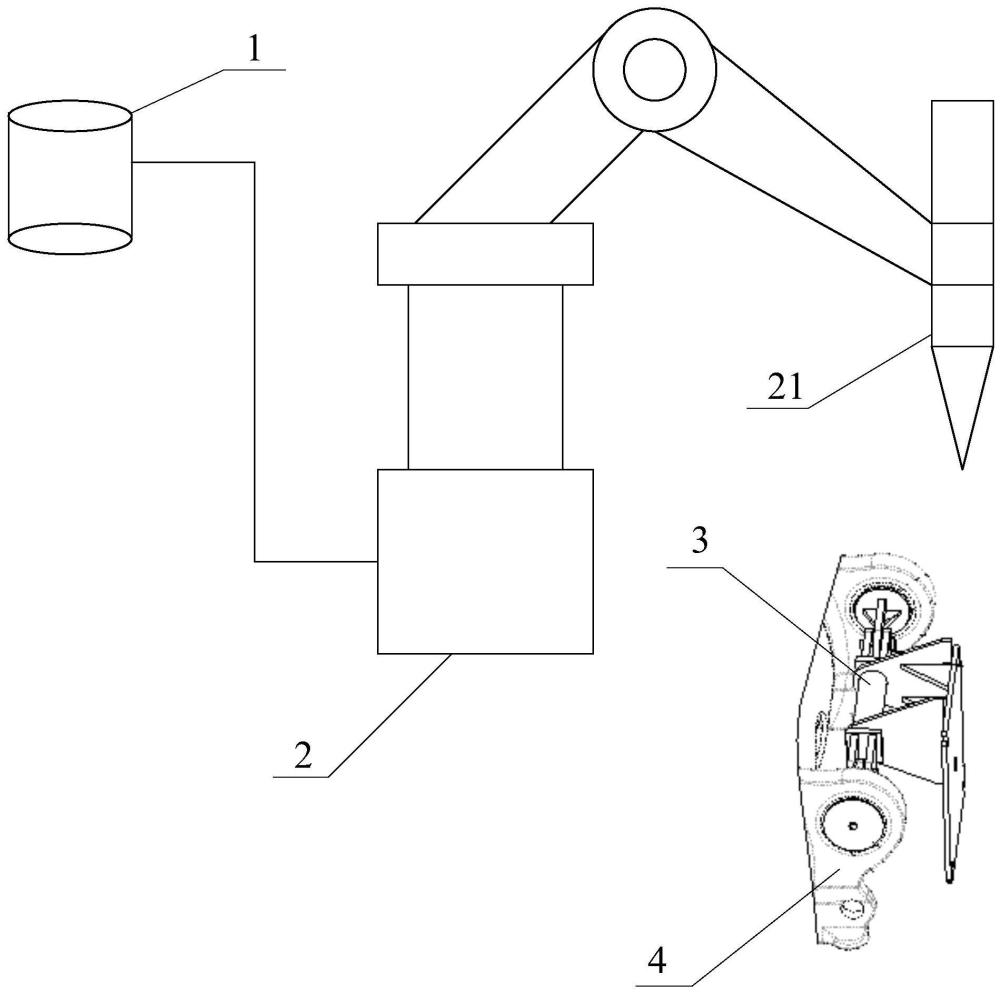
3、車架焊接裝置,包括:數據庫、焊接設備、翻轉夾具、傳感器,數據庫、傳感器分別通過通信線纜連接焊接設備,翻轉夾具位于焊接設備的側部;翻轉夾具包括:定位支架、保持架、耳板支架、銷軸,定位支架包括:立板、底板、第一壓板、第一螺釘,立板和底板呈t型布置并連接,立板設置有第一螺紋孔,底板設置有第一連接孔,第一螺釘穿過第一壓板的中心通孔連接在第一螺紋孔上;保持架包括:堵板、支撐板、支承軸、耳板、底板,兩個支撐板的底部分別連接在底板上,支撐板設置有軸孔;支承軸套裝在兩個軸孔內,支承軸兩端分別設置有堵板,兩個堵板外側分別設置有耳板;底板開有第二連接孔,耳板開有第三連接孔;耳板支架包括:固定板、定位板、第二壓板,定位板為圓形,在一個端面設有臺階面,臺階面中心開有第二螺紋孔;固定板的底部與定位板的另一個端面垂直連接,固定板頂端設置有第四連接孔;第二壓板為圓形,在圓心處開有第五連接孔,第二螺釘用于穿過第四連接孔連接在第二螺紋孔上。
4、進一步,立板的正面設置有定位塊,立板的背面與底板之間連接有角板,兩個定位塊位于第一螺紋孔兩側。
5、進一步,定位塊的外邊緣為弧形邊,兩個定位塊的弧形邊位于同一個圓上。
6、進一步,底板上設置有墊板,第一連接孔穿過墊板,支撐板、底板之間設置有第一筋板,固定板兩側與定位板之間分別連接有第二筋板。
7、進一步,傳感器采用激光傳感器或微波傳感器。
8、本實用新型技術效果包括:
9、本實用新型能夠根據焊縫寬度來調用不同焊接參數,對不規整焊縫進行自動焊接,減少人工干預,提高產品質量,極大提高了焊接效率。
10、本實用新型可以應用在裝配質量較低的大型工件自動焊接的場合,實現可翻轉施焊,大大減小了施焊人員的勞動強度,方便從多個角度進行焊接,既保證了焊接的質量,又提高了生產效率。
技術特征:
1.一種車架焊接裝置,其特征在于,包括:數據庫、焊接設備、翻轉夾具、傳感器,數據庫、傳感器分別通過通信線纜連接焊接設備,翻轉夾具位于焊接設備的側部;翻轉夾具包括:定位支架、保持架、耳板支架、銷軸,定位支架包括:立板、底板、第一壓板、第一螺釘,立板和底板呈t型布置并連接,立板設置有第一螺紋孔,底板設置有第一連接孔,第一螺釘穿過第一壓板的中心通孔連接在第一螺紋孔上;保持架包括:堵板、支撐板、支承軸、耳板、底板,兩個支撐板的底部分別連接在底板上,支撐板設置有軸孔;支承軸套裝在兩個軸孔內,支承軸兩端分別設置有堵板,兩個堵板外側分別設置有耳板;底板開有第二連接孔,耳板開有第三連接孔;耳板支架包括:固定板、定位板、第二壓板,定位板為圓形,在一個端面設有臺階面,臺階面中心開有第二螺紋孔;固定板的底部與定位板的另一個端面垂直連接,固定板頂端設置有第四連接孔;第二壓板為圓形,在圓心處開有第五連接孔,第二螺釘用于穿過第四連接孔連接在第二螺紋孔上。
2.如權利要求1所述的車架焊接裝置,其特征在于,立板的正面設置有定位塊,立板的背面與底板之間連接有角板,兩個定位塊位于第一螺紋孔兩側。
3.如權利要求2所述的車架焊接裝置,其特征在于,定位塊的外邊緣為弧形邊,兩個定位塊的弧形邊位于同一個圓上。
4.如權利要求1所述的車架焊接裝置,其特征在于,底板上設置有墊板,第一連接孔穿過墊板,支撐板、底板之間設置有第一筋板,固定板兩側與定位板之間分別連接有第二筋板。
5.如權利要求1所述的車架焊接裝置,其特征在于,傳感器采用激光傳感器或微波傳感器。
技術總結
本技術公開了一種車架焊接裝置,包括:數據庫、焊接設備、翻轉夾具、傳感器,數據庫、傳感器分別通過通信線纜連接焊接設備,翻轉夾具位于焊接設備的側部。本技術能夠根據焊縫寬窄來調用不同焊接參數對不規整焊縫進行自動焊接,極大提高了焊接效率。
技術研發人員:李顯武,郭海全,劉文忠,郭彩光,段景飛,趙磊,董志明,鄔鵬程,溫春梅,巴雅爾圖,葉博文,王旭哲
受保護的技術使用者:內蒙古北方重型汽車股份有限公司
技術研發日:20240322
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!