一種波紋復合板平輥軋制過程中軋制力確定方法及裝置
本發明涉及軋制,尤其涉及一種波紋復合板平輥軋制過程中軋制力確定方法及裝置。
背景技術:
1、金屬復合板是一種綜合兩種或者多種金屬的復合材料,具有高強度、耐腐蝕和導電導熱性好等優點,廣泛應用于汽車、航空航天及軍工等重要領域。近幾年,一種通過波紋軋工藝制備得到的波紋板材以其質量好、結合強度高引起大量關注。在軋制過程中第一道次使用“上軋輥為波紋輥+下軋輥為平輥”的方法得到波紋復合板,第二道次及以后的道次采用上、下軋輥均為平輥的方法將波紋復合板的波紋狀表面軋平,得到的復合平板才能應用于實際。由于初始波紋板材形狀的復雜會增加軋制過程中的各層金屬的變形難度,對軋機性能要求較高,為了得到性能優異、板形平直的復合平板,軋制力的確定是必不可少的環節。軋制力的確定可以對軋制過程的輥縫設定和板形控制等提供依據,同時也可以指導設備的承載能力、強度校核的設計和選取,這對延長設備使用壽命和安全生產具有重要意義。
2、目前,現有波紋復合板軋制過程中的軋制力的確定均是針對波紋軋制過程建立相關的數學模型得到軋制力,得到的是波紋復合板,無法應用到平輥軋制過程中,且現有軋制力的確定方法通常是對一種狀態下的軋制變形區進行分區以及計算軋制力,一種狀態無法真實的反映出波紋復合板平輥軋制過程,因此得到的軋制力準確性低。
技術實現思路
1、本發明的目的在于提供一種波紋復合板平輥軋制過程中軋制力確定方法及裝置,通過將軋制變形區域的狀態分為兩種狀態進行軋制力的計算來提高軋制力的準確性。
2、為了實現上述目的,本發明提供如下技術方案:
3、第一方面,本發明提供一種波紋復合板平輥軋制過程中軋制力確定方法,包括:
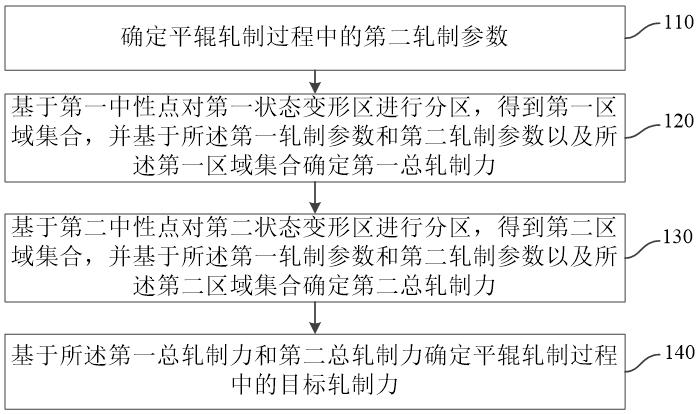
4、確定平輥軋制過程中的第二軋制參數;所述第二軋制參數包括壓下量、接觸弧長以及剪切屈服應力參數;所述第二軋制參數是由波紋復合板平輥軋制過程中的第一軋制參數計算得到的;
5、基于第一中性點對第一狀態變形區進行分區,得到第一區域集合,并基于所述第一軋制參數和第二軋制參數以及所述第一區域集合確定第一總軋制力;所述第一狀態變形區為上軋輥與波紋復合板上表面完全接觸狀態下的軋制變形區;
6、基于第二中性點對第二狀態變形區進行分區,得到第二區域集合,并基于所述第一軋制參數和第二軋制參數以及所述第二區域集合確定第二總軋制力;所述第二狀態變形區為上軋輥與波紋復合板上表面不完全接觸狀態下的軋制變形區;
7、基于所述第一總軋制力和第二總軋制力確定平輥軋制過程中的目標軋制力。
8、可選的,所述基于第一中性點對第一狀態變形區進行分區,得到第一區域集合,并基于所述第一軋制參數和第二軋制參數以及所述第一區域集合確定第一總軋制力包括:
9、以所述第一中性點所在垂線為第一分割線對所述第一狀態變形區進行分割,得到第一區域集合,所述第一區域集合包括第一完全區域和第二完全區域;
10、根據所述第一軋制參數和第二軋制參數,采用公式:
11、;
12、計算得到所述第一完全區域的第一完全軋制力;
13、其中,,為第一完全軋制力,為基層金屬與下軋輥的接觸摩擦因數,為等效屈服剪應力,為復層金屬與上軋輥的接觸摩擦因數,為壓下量,為波紋振幅,為軋輥半徑,為軋制變形區內任意一點位置的橫坐標,為復合平板的復層金屬厚度,為復合平板的基層金屬厚度;
14、根據所述第一軋制參數和第二軋制參數,采用公式:
15、;
16、計算得到所述第二完全區域的第二完全軋制力;
17、其中,,為第二完全軋制力;為接觸弧長,為入口后張力;
18、基于第一邊界條件、所述第一完全軋制力以及第二完全軋制力,確定第一中性點橫坐標;所述第一邊界條件為所述第一完全區域和第二完全區域在所述第一分割線處的軋制力相等;
19、基于所述第一中性點橫坐標,對所述第一完全軋制力和第二完全軋制力進行積分求解,得到所述第一狀態變形區的第一總軋制力。
20、可選的,所述基于所述第一中性點橫坐標,對所述第一完全軋制力和第二完全軋制力進行積分求解,得到所述第一狀態變形區的第一總軋制力包括:
21、采用公式:
22、;
23、計算得到所述第一狀態變形區的第一總軋制力;
24、其中,為第一總軋制力,為波紋復合板的寬度,為第一中性點橫坐標。
25、可選的,所述基于第二中性點對第二狀態變形區進行分區,得到第二區域集合,并基于所述第一軋制參數和第二軋制參數以及所述第二區域集合確定第二總軋制力包括:
26、根據所述第一軋制參數和第二軋制參數確定所述第二狀態變形區的目標形狀參數、第一特征點橫坐標以及第二特征點橫坐標;所述第一特征點為所述第二狀態變形區內波紋復合板與上軋輥的交點,所述第二特征點為第二狀態變形區內波紋復合板的波谷點;
27、以第二中性點所在垂線為第二分割線、所述第一特征點所在垂線為第三分割線以及所述第二特征點所在垂線為第四分割線對所述第二狀態變形區進行分割,得到第二區域集合,所述第二區域集合包括第一不完全區域、第二不完全區域、第三不完全區域以及第四不完全區域;
28、基于所述目標形狀參數、第一特征點橫坐標、第二特征點橫坐標、第一軋制參數以及第二軋制參數,計算得到第一不完全區域的第一不完全軋制力、第二不完全區域的第二不完全軋制力,第三不完全區域的第三不完全軋制力以及第四不完全區域的第四不完全軋制力;
29、根據第四邊界條件、所述第一不完全軋制力以及第二不完全軋制力確定第二中性點橫坐標;所述第四邊界條件為所述第一不完全區域和所述第二不完全區域在所述第二分割線處軋制力相等;
30、基于所述第二中性點橫坐標,對所述第一不完全軋制力、第二不完全軋制力、第三不完全軋制力以及第四不完全軋制力進行積分求解,得到所述第二狀態變形區的第二總軋制力。
31、可選的,目標形狀參數包括第一形狀參數、第二形狀參數、第三形狀參數以及第四形狀參數;所述基于所述目標形狀參數、第一特征點橫坐標、第二特征點橫坐標、第一軋制參數以及第二軋制參數,計算得到第一不完全區域的第一不完全軋制力、第二不完全區域的第二不完全軋制力,第三不完全區域的第三不完全軋制力以及第四不完全區域的第四不完全軋制力包括:
32、根據所述目標形狀參數、第一軋制參數以及第二軋制參數,采用公式:
33、;
34、計算得到所述第四不完全區域的第四不完全軋制力;
35、其中,;
36、;
37、;
38、;
39、;
40、為第三形狀參數,為第四形狀參數,為第四不完全軋制力;
41、基于第二邊界條件,所述目標形狀參數、第二特征點橫坐標、第一軋制參數、第二軋制參數以及第四不完全軋制力,采用公式:
42、;
43、計算得到所述第三不完全區域的第三不完全軋制力;所述第二邊界條件為所述第四不完全區域和第三不完全區域在所述第四分割線處軋制力相等;
44、其中,;
45、為第二特征點橫坐標,為第三不完全軋制力,為第一形狀參數,為第二形狀參數;
46、基于第三邊界條件,所述目標形狀參數,第一特征點橫坐標,第一軋制參數,第二軋制參數以及第三不完全軋制力,采用公式:
47、;
48、計算得到所述第二不完全區域的第二不完全軋制力;所述第三邊界條件為所述第三不完全區域和所述第二不完全區域在所述第三分割線處軋制力相等;
49、其中,;
50、為第二不完全軋制力;
51、根據所述第一軋制參數和第二軋制參數,采用公式:
52、;
53、計算得到所述第一不完全區域的第一不完全軋制力;
54、其中,,為出口前張力,為第一不完全軋制力。
55、可選的,所述基于所述第二中性點橫坐標,對所述第一不完全軋制力、第二不完全軋制力、第三不完全軋制力以及第四不完全軋制力進行積分求解,得到所述第二狀態變形區的第二總軋制力包括:
56、采用公式:
57、;
58、計算得到所述第二狀態變形區的第二總軋制力;
59、其中,為第二總軋制力,為第二中性點橫坐標。
60、可選的,所述根據所述第一軋制參數和第二軋制參數確定所述第二狀態變形區的目標形狀參數、第一特征點橫坐標以及第二特征點橫坐標包括:
61、根據所述第一軋制參數,采用公式:
62、;
63、計算得到第一形狀參數;
64、其中,為波紋個數,?>0,為波紋輥的等效半徑;
65、根據所述第一軋制參數和第二軋制參數,采用公式:
66、;
67、計算得到第二形狀參數;
68、其中,為波紋復合板的復層金屬厚度,為波紋復合板的基層金屬厚度;
69、根據所述第一軋制參數,采用公式:
70、;
71、計算得到第三形狀參數;
72、根據所述第一軋制參數和第二軋制參數,采用公式:
73、;
74、計算得到第四形狀參數;
75、根據所述第一軋制參數、第二軋制參數、第三形狀參數以及第四形狀參數,采用公式:
76、;
77、計算得到第一特征點橫坐標;
78、根據所述第一軋制參數和第二軋制參數,采用公式:
79、;
80、計算得到第二特征點橫坐標;
81、其中,為第一特征點橫坐標,為第二特征點橫坐標。
82、可選的,所述基于所述第一總軋制力和第二總軋制力確定平輥軋制過程中的目標軋制力包括:
83、將所述第一總軋制力和第二總軋制力按照預設規則進行排序,得到目標軋制力;所述目標軋制力為交替排列的第一總軋制力和第二總軋制力。
84、可選的,所述基于第一邊界條件、所述第一完全軋制力以及第二完全軋制力,確定第一中性點橫坐標包括:
85、對公式:
86、;
87、進行求解,得到第一中性點橫坐標。
88、第二方面,本發明提供一種波紋復合板平輥軋制過程中軋制力確定裝置,包括:
89、第二軋制參數確定模塊,用于確定平輥軋制過程中的第二軋制參數;所述第二軋制參數包括壓下量、接觸弧長以及剪切屈服應力參數;所述第二軋制參數是由波紋復合板平輥軋制過程中的第一軋制參數計算得到的;
90、第一狀態變形區總軋制力計算模塊,用于基于第一中性點對第一狀態變形區進行分區,得到第一區域集合,并基于所述第一軋制參數和第二軋制參數以及所述第一區域集合確定第一總軋制力;所述第一狀態變形區為上軋輥與波紋復合板上表面完全接觸狀態下的軋制變形區;
91、第二狀態變形區總軋制力計算模塊,基于第二中性點對第二狀態變形區進行分區,得到第二區域集合,并基于所述第一軋制參數和第二軋制參數以及所述第二區域集合確定第二總軋制力;所述第二狀態變形區為上軋輥與波紋復合板上表面不完全接觸狀態下的軋制變形區;
92、目標軋制力確定模塊,用于基于所述第一總軋制力和第二總軋制力確定平輥軋制過程中的目標軋制力。
93、一種波紋復合板平輥軋制過程中軋制力確定方法的技術效果為:本方法中確定的平輥軋制過程中的第二軋制參數,為波紋復合板平輥軋制過程中的軋制參數,能夠實現波紋復合板平輥軋制過程中的軋制力預測,基于第一中性點對第一狀態變形區進行分區,得到第一區域集合,并基于第一軋制參數和第二軋制參數以及第一區域集合確定第一總軋制力;基于第二中性點對第二狀態變形區進行分區,得到第二區域集合,并基于第一軋制參數和第二軋制參數以及第二區域集合確定第二總軋制力;基于第一總軋制力和第二總軋制力確定平輥軋制過程中的目標軋制力,考慮到了平輥軋制變形區在軋制過程中有兩種狀態,分別計算兩種狀態下的軋制力,并基于兩種狀態下的軋制力確定目標軋制力,計算得到的軋制力更精確。
94、一種波紋復合板平輥軋制過程中軋制力確定裝置的技術效果為:本裝置獲取的為波紋復合板平輥軋制過程中的軋制參數,能夠實現波紋復合板平輥軋制過程中的軋制力預測。另外本裝置考慮到了平輥軋制變形區在軋制過程中有兩種狀態,分別計算兩種狀態下的軋制力,并基于兩種狀態下的軋制力確定目標軋制力,計算得到的軋制力更精確。
- 還沒有人留言評論。精彩留言會獲得點贊!