一種快速裝夾焊接工裝的制作方法
本技術涉及焊接工裝,具體為一種快速裝夾焊接工裝。
背景技術:
1、焊接工裝是生產線上一種重要的生產設備,在焊接生產中,焊接工裝能實現產品的零件組裝、定位等功能,有效保證產品的焊接質量,提高生產效率。隨著電子產品的普及,對電子產品散熱的要求也越來越高,散熱器成了主要發展的趨勢之一。
2、散熱器常由底板、熱管、翅片等組成,通過c型夾將三者壓合在一起,進行回流焊接工藝完成,使用這種常規方法焊后容易發生焊后空洞、變形等質量問題,導致生產效率低,一次焊接良率低,已成為散熱器回流焊接生產上的一大難點,為此,我們提出了一種散熱器在回流焊接生產線上快速裝夾的焊接工裝。
技術實現思路
1、針對現有技術的不足,本實用新型提供了一種快速裝夾焊接工裝,解決了上述背景技術提出的問題。
2、為實現以上目的,本實用新型通過以下技術方案予以實現:一種快速裝夾焊接工裝,包括上夾件和下夾件,
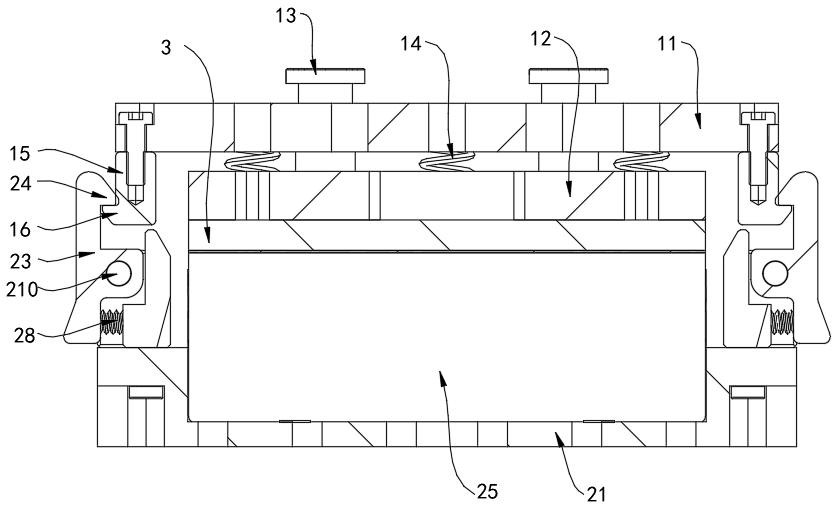
3、所述上夾件包括蓋板以及設置在蓋板下方的壓板,所述蓋板與壓板之間通過彈簧一相互抵接,所述蓋板的兩側均固定連接有上夾爪,所述上夾爪的表面一體連接有上爪鉤;
4、所述下夾件包括底座,所述底座的兩側均固定連接有支撐座,所述支撐座的外端面轉動連接有下夾爪,所述下夾爪的上部一體連接有能夠與上爪鉤相卡合的下爪鉤。
5、進一步的,所述蓋板的內部滑動連接有多個導柱,所述導柱的底端固定連接在壓板上表面預留開設的孔位中。
6、進一步的,所述壓板的底端一體連接有導向凸起,所述底座的上部預留開設有導向槽,所述導向凸起在導向槽的內部能夠豎向活動。
7、進一步的,所述底座的內部預留設置有工件容腔。
8、進一步的,所述下夾爪的底部與支撐座之間共同抵接有彈簧二,所述支撐座、下夾爪的相鄰面均預留設置有限位孔,所述彈簧二的兩端抵接在限位孔中,所述支撐座與下夾爪之間共同轉動連接有銷軸。
9、進一步的,所述上夾件、下夾件之間卡合固定有墊板,所述墊板的內部預留設置有若干個對位孔,所述底座的上部固定連接有對位柱,所述對位柱位于對位孔的內部。
10、本實用新型提供了一種快速裝夾焊接工裝。與現有技術相比具備以下有益效果:
11、1、該焊接工裝,通過設置的上、下夾爪通過按壓自動卡死并鎖緊,實現了快速裝夾鎖緊,與現有技術相比,減少了常規c型夾裝配、鎖緊等一些列工序耗費的工時,大大提高了生產效率,降低了工廠的生產成本。
12、2、該焊接工裝,蓋板與壓板之間裝有彈簧,實現了柔性壓緊接觸,避免了散熱器因加工公差導致不能很好接觸的地方,可以通過彈簧自動校正,壓緊,避免了散熱器焊接后出現空洞等質量問題,大大提高了產品了一次焊接良率。
技術特征:
1.一種快速裝夾焊接工裝,包括上夾件(1)和下夾件(2),其特征在于,
2.根據權利要求1所述的一種快速裝夾焊接工裝,其特征在于,所述蓋板(11)的內部滑動連接有多個導柱(13),所述導柱(13)的底端固定連接在壓板(12)上表面預留開設的孔位中。
3.根據權利要求1所述的一種快速裝夾焊接工裝,其特征在于,所述壓板(12)的底端一體連接有導向凸起(17),所述底座(21)的上部預留開設有導向槽(26),所述導向凸起(17)在導向槽(26)的內部能夠豎向活動。
4.根據權利要求1所述的一種快速裝夾焊接工裝,其特征在于,所述底座(21)的內部預留設置有工件容腔(25)。
5.根據權利要求1所述的一種快速裝夾焊接工裝,其特征在于,所述下夾爪(23)的底部與支撐座(22)之間共同抵接有彈簧二(28),所述支撐座(22)、下夾爪(23)的相鄰面均預留設置有限位孔(29),所述彈簧二(28)的兩端抵接在限位孔(29)中,所述支撐座(22)與下夾爪(23)之間共同轉動連接有銷軸(210)。
6.根據權利要求1所述的一種快速裝夾焊接工裝,其特征在于,所述上夾件(1)、下夾件(2)之間卡合固定有墊板(3),所述墊板(3)的內部預留設置有若干個對位孔(31),所述底座(21)的上部固定連接有對位柱(27),所述對位柱(27)位于對位孔(31)的內部。
技術總結
本技術公開了一種快速裝夾焊接工裝,涉及焊接工裝技術領域,包括上夾件和下夾件,所述上夾件包括蓋板以及設置在蓋板下方的壓板,所述蓋板與壓板之間通過彈簧一相互抵接,所述蓋板的兩側均固定連接有上夾爪,所述上夾爪的表面一體連接有上爪鉤;所述下夾件包括底座,所述底座的兩側均固定連接有支撐座,所述支撐座的外端面轉動連接有下夾爪,所述下夾爪的上部一體連接有能夠與上爪鉤相卡合的下爪鉤。該焊接工裝,通過設置的上、下夾爪通過按壓自動卡死并鎖緊,實現了快速裝夾鎖緊,與現有技術相比,減少了常規C型夾裝配、鎖緊等一些列工序耗費的工時,大大提高了生產效率,降低了工廠的生產成本。
技術研發人員:楊剛,柯列,鄧林濤
受保護的技術使用者:深圳市三燁科技有限公司
技術研發日:20240412
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!