一種輥壓機主輥外觀防護裝置的制作方法
本技術屬于輥壓機主用具,具體涉及一種輥壓機主輥外觀防護裝置。
背景技術:
1、目前輥壓工序在生產過程中,極片入輥前有毛刷除塵機構清理極片表面粉塵,然而正負極涂布刮帶造成的極片外觀異常,毛刷清除不掉,極片外觀異常位置偏厚會造成輥面損傷,影響產品質量;如果單獨的安裝ccd相機,由于輥壓機運行速度快(80m/min),放卷到主輥距離短,從設備識別到停止運行由于距離不夠而無法避免異常極片進入主輥;因此,提供一種結構合理、采用檢測裝置進行瑕疵檢測、增加緩存裝置、避免無法及時停機、節省時間、成本低的一種輥壓機主輥外觀防護裝置是非常有必要的。
技術實現思路
1、本實用新型的目的是為了克服現有技術的不足,而提供一種結構合理、采用檢測裝置進行瑕疵檢測、增加緩存裝置、避免無法及時停機、節省時間、成本低的一種輥壓機主輥外觀防護裝置。
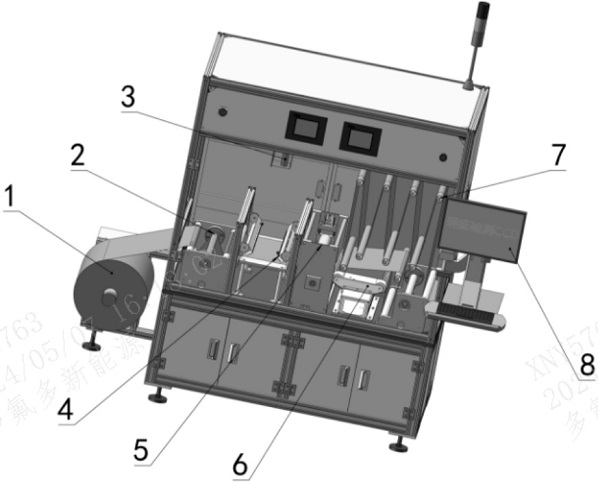
2、本實用新型的目的是這樣實現的:一種輥壓機主輥外觀防護裝置,它包括輥壓機,所述輥壓機一側設置有正/負極極卷,所述正/負極極卷設置在放卷設備上,所述輥壓機內部左側設置有張力輥,所述輥壓機內部上方設置有ccd檢測裝置,所述張力輥右側設置有光源,所述光源右側設置有牽引輥,所述牽引輥右側設置有緩存裝置,所述緩存裝置下方前面設置有負壓除塵裝置,所述輥壓機相對于所述正/負極極卷的一側設置有電腦屏顯。
3、所述正/負極極卷依次穿過所述張力輥、所述牽引輥以及所述緩存裝置到達所述輥壓機的另一側。
4、所述張力輥利用磁粉制動器對所述正/負極極卷的極片的張力平整度進行實時調節,張力調節范圍:10~1000n。
5、所述ccd檢測裝置采用sophia?xo型號超低噪聲ccd相機,實現檢測所述正/負極極卷的極片外觀瑕疵。
6、所述牽引輥采用雙電機驅動、液壓油缸壓緊的無彎輥結構,實現述正/負極極卷的極片移動;所述牽引輥直徑?200mm。
7、所述負壓除塵裝置的風斗氣缸缸徑?25mm,行程80mm。
8、所述緩存裝置由多個呈上下交叉設置的緩存輥構成,增加放卷與主輥之間的間距。
9、所述ccd檢測裝置與電腦屏顯電連接,實現顯示極片瑕疵外觀和圖片存儲。
10、本實用新型的有益效果:本實用新型為一種輥壓機主輥外觀防護裝置,在使用中,本實用新型在輥前增加ccd檢測裝置和緩存裝置,在檢測到極片上異物時可以反饋給設備報警停機,人工操作避免輥面因極片異常進入主輥而造成損傷;本實用新型具有結構合理、采用檢測裝置進行瑕疵檢測、增加緩存裝置、避免無法及時停機、節省時間、成本低的優點。
技術特征:
1.一種輥壓機主輥外觀防護裝置,它包括輥壓機,所述輥壓機一側設置有正/負極極卷,所述正/負極極卷設置在放卷設備上,其特征在于:所述輥壓機內部左側設置有張力輥,所述輥壓機內部上方設置有ccd檢測裝置,所述張力輥右側設置有光源,所述光源右側設置有牽引輥,所述牽引輥右側設置有緩存裝置,所述緩存裝置下方前面設置有負壓除塵裝置,所述輥壓機相對于所述正/負極極卷的一側設置有電腦屏顯。
2.根據權利要求1所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述正/負極極卷依次穿過所述張力輥、所述牽引輥以及所述緩存裝置到達所述輥壓機的另一側。
3.根據權利要求1所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述張力輥利用磁粉制動器對所述正/負極極卷的極片的張力平整度進行實時調節,張力調節范圍:10~1000n。
4.根據權利要求1所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述ccd檢測裝置采用sophia?xo型號超低噪聲ccd相機,實現檢測所述正/負極極卷的極片外觀瑕疵。
5.根據權利要求1所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述牽引輥采用雙電機驅動、液壓油缸壓緊的無彎輥結構,實現述正/負極極卷的極片移動;所述牽引輥直徑?200mm。
6.根據權利要求1所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述負壓除塵裝置的風斗氣缸缸徑?25mm,行程80mm。
7.根據權利要求1所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述緩存裝置由多個呈上下交叉設置的緩存輥構成,增加放卷與主輥之間的間距。
8.根據權利要求4所述的一種輥壓機主輥外觀防護裝置,其特征在于:所述ccd檢測裝置與電腦屏顯電連接,實現顯示極片瑕疵外觀和圖片存儲。
技術總結
本技術涉及一種輥壓機主輥外觀防護裝置,它包括輥壓機,輥壓機一側設置有正/負極極卷,正/負極極卷設置在放卷設備上,輥壓機內部左側設置有張力輥,輥壓機內部上方設置有CCD檢測裝置,張力輥右側設置有光源,光源右側設置有牽引輥,牽引輥右側設置有緩存裝置,緩存裝置下方前面設置有負壓除塵裝置,輥壓機相對于正/負極極卷的一側設置有電腦屏顯;本技術具有結構合理、采用檢測裝置進行瑕疵檢測、增加緩存裝置、避免無法及時停機、節省時間、成本低的優點。
技術研發人員:許飛,張二斌,趙軍偉,馮晴霄,邵源峰,王震,畢莎莎,馬紅濤
受保護的技術使用者:廣西寧福新能源科技有限公司
技術研發日:20240619
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!