一種鍵槽深度可調節的拉鍵設備的制作方法
本技術涉及鍵槽加工,尤其是涉及一種鍵槽深度可調節的拉鍵設備。
背景技術:
1、鍵槽是在軸上或孔內加工出的一條與鍵相配的槽,用來安裝鍵,以傳遞扭矩。拉削是一種加工鍵槽的常用方法。拉削法可以加工較深、較長以及較小孔徑的鍵槽,另外,它還能夠確保高精度加工及表面質量。但目前每次拉鍵需要手動裝刀卸刀,工件的夾緊和松開也是手動,拉鍵深度憑經驗,拉鍵效率低。
2、經過檢索,授權公告號cn216758394u公開了一種可控鍵槽深度的拉鍵設備,具體公開了:機床的輸出端分別固定安裝有電動氣缸和上滑板,所述電動氣缸的輸出端固定安裝有轉接板,所述轉接板的頂部固定安裝有下滑套,所述上滑板的表面滑動連接下滑套,所述轉接板的一端通過螺栓固定安裝有拉刀,所述下滑套的表面分別開設有第二滑槽和第一滑槽,所述第二滑槽的內壁滑動連接有滑塊,所述滑塊的一端固定連接上滑板,所述滑塊的另一端固定連接第一指針。
3、但是,該現有技術通過刻度尺指示拉刀與軸之間的距離控制鍵槽的深度,只適用于軸上鍵槽的加工。因此,如何設計一種既可控制軸上鍵槽深度也可控制孔內鍵槽深度的拉鍵設備為需要解決的技術問題。
技術實現思路
1、本實用新型的目的就是為了克服上述現有技術存在的只適用于軸上鍵槽加工的缺陷而提供一種鍵槽深度可調節的拉鍵設備。
2、本實用新型的目的可以通過以下技術方案來實現:
3、根據本實用新型的一個方面,提供了一種鍵槽深度可調節的拉鍵設備,用于在工件上加工鍵槽,該拉鍵設備包括拉床,所述拉床上設有工件夾緊裝置、拉刀和第一油缸,該拉鍵設備還包括依次電氣連接的觸摸屏、控制器和直線位移傳感器;所述工件安裝在工件夾緊裝置上;所述拉刀位于機床的加工區域,沿工件軸向安裝,位于工件待加工部位靠近地面的一側,一端連接第一油缸,所述第一油缸與控制器電氣連接;所述直線位移傳感器安裝在第一油缸上,所述觸摸屏安裝在拉床一端。
4、作為優選的技術方案,所述的第一油缸包括油缸本體、第一支撐板和第二支撐板;所述油缸本體的輸出端一端與第一支撐板固連,另一端與第二支撐板固連并穿過第二支撐板與拉刀一端連接;所述直線位移傳感器安裝在第一支撐板和第二支撐板上。
5、作為優選的技術方案,該拉鍵設備還包括工件檢測傳感器,所述工件檢測傳感器與控制器電氣連接,安裝在工件一側。
6、作為優選的技術方案,所述的拉刀上加工起始的位置與拉刀最高點之間的距離為拉刀行程,所述拉刀行程其中,p為拉刀齒距,af為拉刀齒升量,t為鍵槽深度。
7、作為優選的技術方案,加工前,所述拉刀最高點與工件之間具有間隔;加工開始時,所述拉刀加工起始的位置與工件接觸。
8、作為優選的技術方案,所述的工件夾緊裝置位于機床的加工區域。
9、作為優選的技術方案,該拉鍵設備還包括接近開關,所述接近開關與控制器電氣連接,安裝在機床的加工區域,位于工件夾緊裝置運動方向上的一側;所述工件夾緊裝置夾緊時與接近開關不接觸,松開工件時與接近開關接觸。
10、作為優選的技術方案,所述的拉床上還設有第二油缸,所述工件夾緊裝置連接第二油缸,所述第二油缸與控制器電氣連接。
11、與現有技術相比,本實用新型具有以下有益效果:
12、1)本實用新型通過直線位移傳感器檢測拉刀的行程,拉刀的行程決定鍵槽的深度,實現了鍵槽深度可控;直線位移傳感器安裝在拉刀一端,不對拉刀產生干涉,不影響拉刀的作業,可以實現軸上鍵槽深度和孔內鍵槽深度的調節;
13、2)本實用新型工件檢測傳感器安裝在工件一側,可實時檢測到工件是否安裝就位;接近開關安裝在工件夾緊裝置運動方向上的一側,可在工件夾緊裝置運動時實現開關,控制工件夾緊裝置的夾緊和松開,實現工件和拉刀在加工時的定位;
14、3)本實用新型拉刀加工結束后繼續運動,與工件之間形成工件拆卸間隙,便于工件的拆卸。
技術特征:
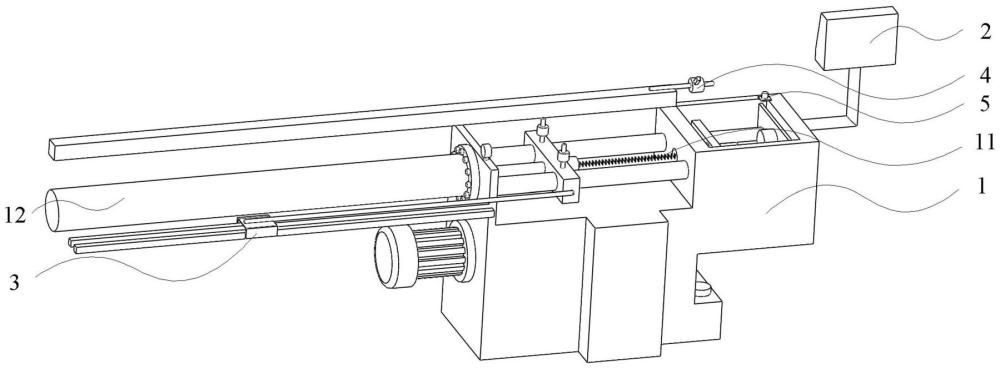
1.一種鍵槽深度可調節的拉鍵設備,用于在工件上加工鍵槽,該拉鍵設備包括拉床(1),其特征在于,所述拉床(1)上設有工件夾緊裝置(10)、拉刀(11)和第一油缸(12),該拉鍵設備還包括依次電氣連接的觸摸屏(2)、控制器和直線位移傳感器(3);所述工件安裝在工件夾緊裝置(10)上;所述拉刀(11)位于機床的加工區域,沿工件軸向安裝,位于工件待加工部位靠近地面的一側,一端連接第一油缸(12),所述第一油缸(12)與控制器電氣連接;所述直線位移傳感器(3)安裝在第一油缸(12)上,所述觸摸屏(2)安裝在拉床(1)一端。
2.根據權利要求1所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,所述的第一油缸(12)包括油缸本體(120)、第一支撐板(121)和第二支撐板(122);所述油缸本體(120)的輸出端一端與第一支撐板(121)固連,另一端與第二支撐板(122)固連并穿過第二支撐板(122)與拉刀(11)一端連接;所述直線位移傳感器(3)安裝在第一支撐板(121)和第二支撐板(122)上。
3.根據權利要求1所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,該拉鍵設備還包括工件檢測傳感器(4),所述工件檢測傳感器(4)與控制器電氣連接,安裝在工件一側。
4.根據權利要求1所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,所述的拉刀(11)上加工起始的位置與拉刀(11)最高點之間的距離為拉刀(11)行程,所述拉刀(11)行程其中,p為拉刀(11)齒距,af為拉刀(11)齒升量,t為鍵槽深度。
5.根據權利要求4所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,加工前,所述拉刀(11)最高點與工件之間具有間隔;加工開始時,所述拉刀(11)加工起始的位置與工件接觸。
6.根據權利要求1所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,所述的工件夾緊裝置(10)位于機床的加工區域。
7.根據權利要求1所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,該拉鍵設備還包括接近開關(5),所述接近開關(5)與控制器電氣連接,安裝在機床的加工區域,位于工件夾緊裝置(10)運動方向上的一側;所述工件夾緊裝置(10)夾緊時與接近開關(5)不接觸,松開工件時與接近開關(5)接觸。
8.根據權利要求1所述的一種鍵槽深度可調節的拉鍵設備,其特征在于,所述的拉床(1)上還設有第二油缸,所述工件夾緊裝置(10)連接第二油缸,所述第二油缸與控制器電氣連接。
技術總結
本技術涉及一種鍵槽深度可調節的拉鍵設備,包括拉床、觸摸屏、控制器和直線位移傳感器,拉床上設有工件夾緊裝置、拉刀和第一油缸;工件安裝在工件夾緊裝置上;拉刀位于機床的加工區域,沿工件軸向安裝,位于工件待加工部位靠近地面的一側,一端連接第一油缸;直線位移傳感器安裝在第一油缸上,觸摸屏安裝在拉床上。與現有技術相比,本技術具有通過直線位移傳感器檢測拉刀的行程,拉刀的行程決定鍵槽的深度,實現了鍵槽深度可控;直線位移傳感器不影響拉刀的作業,可以實現軸上和孔內鍵槽深度的調節;工件檢測傳感器可實時檢測到工件是否安裝就位;接近開關可在工件夾緊裝置運動時開關,實現工件和拉刀在加工時的定位等優點。
技術研發人員:王杰,侯懷亮
受保護的技術使用者:上海運安制版有限公司
技術研發日:20240619
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!