一種鈑金定位成形工裝的制作方法
本技術屬于制造輔助工裝,具體涉及一種鈑金定位成形工裝。
背景技術:
1、在一些薄板制作過程中,我們經常的會對材料進行折彎成型操作,尤其是鈑金類零件制作。但對于非標產品,很難有一個工裝能夠適應所有零件的制作,同時這類工裝也很難在市場上進行購買,為了適應客戶制作要求,我們必須要根據圖紙實際需求進行工裝設計,盡可能的提高生產效率。
技術實現思路
1、本實用新型的目的在于,針對現有技術存在的缺陷,提出一種切合實際加工需要的簡易工裝。
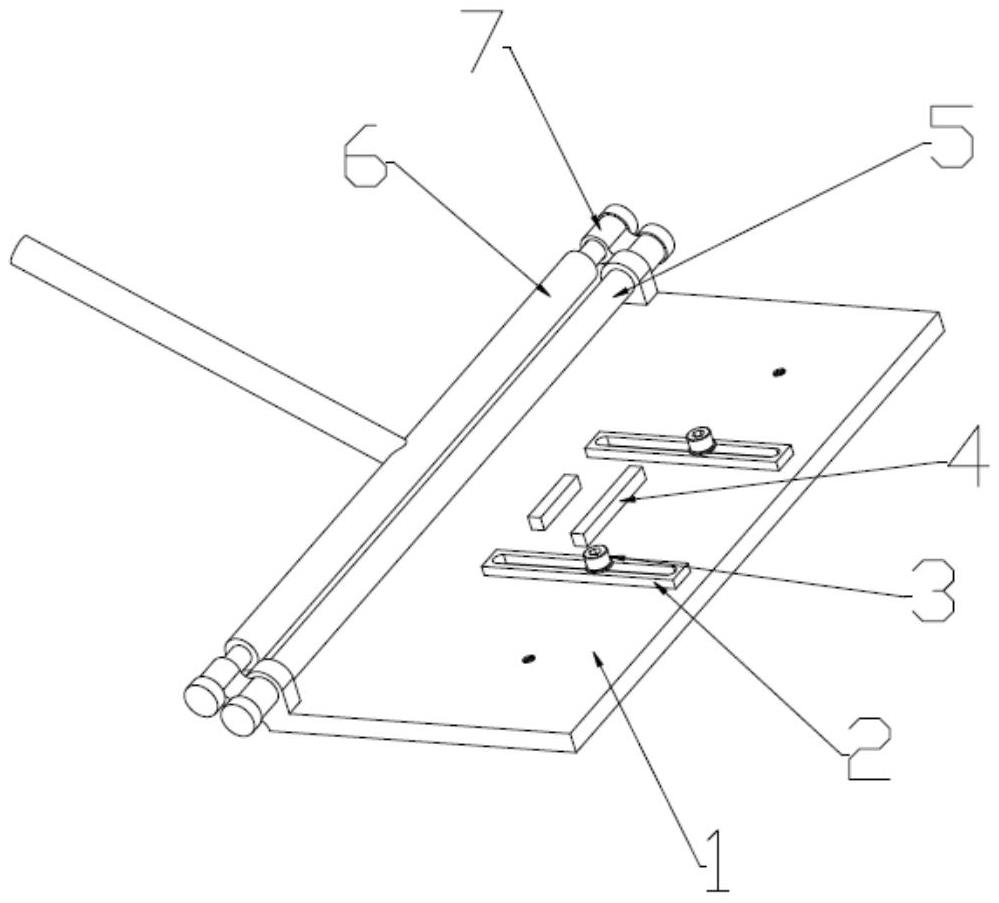
2、為了實現以上目的,本實用新型提供一種鈑金定位成形工裝,包括呈矩形的基體、設置于基體上的定位機構及沿基體長度方向一側設置的轉動機構;所述定位機構通過緊固件安裝于基體上表面,由對稱設置的活動定位塊和至少一個擋塊組成,所述活動定位塊沿基體的寬度方向放置,并能夠沿寬度方向往復移動;所述擋塊放置于活動定位塊之間,并與之在同一水平面內相互垂直分布;所述轉動機構包括固定柱體和轉動柱體,所述固定柱體安裝于基體的側邊上,轉動柱體通過連接件與之平行設置,且二者之間具有放置工件的間隙。
3、進一步的,所述基體上,安裝固定柱體的側邊的前后兩端對稱固定有同心耳板,所述固定柱體與同心耳板配合安裝,使轉動機構緊固于基體上;所述基體的上表面開設有若干螺紋孔,所述螺紋孔內穿有用以固定活動定位塊的螺栓。所述螺紋孔兩兩一組,沿基板的長度方向左右對稱設置,且至少有兩組,根據工件的寬度選擇合適的螺紋孔,以匹配不同尺寸的工件,在基板寬度方向上距離邊緣三分之一處,并安裝活動定位塊。
4、進一步的,所述活動定位呈長條形,沿其長度方向的中心開有u型槽;在保證壁厚的情況下,所述u型槽的長度越長則自身移動的范圍就越大。
5、進一步的,所述擋塊至少為兩塊,是不同尺寸的長方體通過焊接的方式固定在基體表面,且第一擋塊的長度大于第二擋塊。
6、進一步的,所述固定柱體包括柱體及柱體兩端對稱設置的臺階面,當柱體的兩端穿過同心耳板后,通過臺階面配合,使其緊固于基體上。
7、進一步的,所述轉動柱體包括軸體,所述軸體的兩端連接有延長段,且延長段的直徑小于軸體的直徑;所述延長段的端部均設置有用于固定安裝轉動主體的第二臺階面;所述軸體的中間位置焊接固定有用于手工操作的把手。
8、進一步的,所述連接件為呈鏈片結構的過渡連接塊,所述過渡連接塊上對稱開設有兩個光孔,分別與固定柱體、轉動柱體連接;所述過渡連接塊與固定柱體相連接的一側與同心耳板相靠。
9、本實用新型的鈑金折彎工裝,可以將不同零件多次成型,通過活動定位塊、擋塊以及轉動柱體的配合,可以很好地實現對鈑金的成型。因此該工裝可以很好地解決零件成型問題。
技術特征:
1.一種鈑金定位成形工裝,其特征在于:包括呈矩形的基體、設置于基體上的定位機構及沿基體長度方向一側設置的轉動機構;
2.根據權利要求1所述一種鈑金定位成形工裝,其特征在于:所述基體上,安裝固定柱體的側邊的前后兩端對稱固定有同心耳板,所述固定柱體與同心耳板配合安裝,使轉動機構緊固于基體上;所述基體的上表面開設有若干螺紋孔,所述螺紋孔內穿有用以固定活動定位塊的螺栓。
3.根據權利要求2所述一種鈑金定位成形工裝,其特征在于:所述螺紋孔兩兩一組,沿基板的長度方向左右對稱設置,且至少有兩組,在基板寬度方向上距離邊緣三分之一處。
4.根據權利要求1所述一種鈑金定位成形工裝,其特征在于:所述活動定位塊呈長條形,沿其長度方向的中心開有u型槽。
5.根據權利要求1所述一種鈑金定位成形工裝,其特征在于:所述擋塊至少為兩塊,是不同尺寸的長方體通過焊接的方式固定在基體表面,且第一擋塊的長度大于第二擋塊。
6.根據權利要求1所述一種鈑金定位成形工裝,其特征在于:所述固定柱體包括柱體及柱體兩端對稱設置的臺階面,當柱體的兩端穿過同心耳板后,通過臺階面配合,使其緊固于基體上。
7.根據權利要求1所述一種鈑金定位成形工裝,其特征在于:所述轉動柱體包括軸體,所述軸體的兩端連接有延長段,且延長段的直徑小于軸體的直徑;所述延長段的端部均設置有用于固定安裝轉動主體的第二臺階面;所述軸體的中間位置焊接固定有用于手工操作的手柄。
8.根據權利要求6所述一種鈑金定位成形工裝,其特征在于:所述連接件為呈鏈片結構的過渡連接塊,所述過渡連接塊上對稱開設有兩個光孔,分別與固定柱體、轉動柱體連接;所述過渡連接塊與固定柱體相連接的一側與同心耳板相靠。
技術總結
本技術涉及一種鈑金定位成形工裝,主要由基體、活動定位塊、擋塊、固定柱體、轉動柱體、過渡連接塊等組成。基體是帶有兩個同心耳板和若干螺紋孔的板子;定位活動塊是帶有U形槽的長條,用螺栓固定在基體上;擋塊是不同長度的長方體,可用于零件成型時定位;固定柱體為圓鋼加工而成,與基體的耳板孔配合;轉動柱體和固定柱體相似,其與過渡連接塊配合;過渡連接塊形狀類似鏈條關節,上面加工有兩個光孔,孔分別用于安裝固定柱體和轉動柱體。該機構主要用于鈑金類零件的折彎成型,相關結構定位布局合理,適合產品的成型制作,且可以完成不同形狀多次折彎,提高零件成型效率。
技術研發人員:婁德杰,蘇琴
受保護的技術使用者:南京中船綠洲機器有限公司
技術研發日:20240625
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!