異形軸夾具工裝的制作方法
本技術(shù)涉及輔助夾持設(shè)備領(lǐng)域,具體的說,涉及了一種異形軸夾具工裝。
背景技術(shù):
1、異形軸零件的外圓車削、磨削加工較為困難,廢品率較高。對于異形件,其加工基本都需要輔助工裝完成零件的加工。目前來說,多以一款產(chǎn)品對應(yīng)一款工裝的設(shè)計和制造方案實施,此種方式優(yōu)勢明顯,實現(xiàn)了工裝夾具的專用性。
2、如申請公布號為cn115781338a的實用新型專利申請公開了一種異形件的裝夾工裝及異形件的裝夾方法,包括固定底板、可切削定位塊、可切削定位軸及凸輪側(cè)向壓緊塊。固定底板上端設(shè)有多排陣列設(shè)置的螺紋孔,螺紋孔的上端外圍設(shè)有定位槽,可切削定位塊包括第一可切削定位塊及第二可切削定位塊,可切削定位軸包括設(shè)于下端的第一插銷及設(shè)于上端的可切削圓臺,凸輪側(cè)向壓緊塊包括設(shè)于下端的第二插銷及設(shè)于上端的多邊形壓塊。設(shè)計人員先根據(jù)被加工零件的特性擺放定位塊和凸輪側(cè)向壓緊器,然后再挖出仿形定位槽、面等,生產(chǎn)人員根據(jù)擺放圖加工通用工裝即可。該異形件的裝夾工裝可有效節(jié)省工裝材料和工裝的制造費用,提升生產(chǎn)效率。但是該異形件的裝夾工裝需要預(yù)先挖出仿形定位槽、面,加工步驟較為復(fù)雜,并不適合具有對稱結(jié)構(gòu)的異形軸零件的加工成型。
技術(shù)實現(xiàn)思路
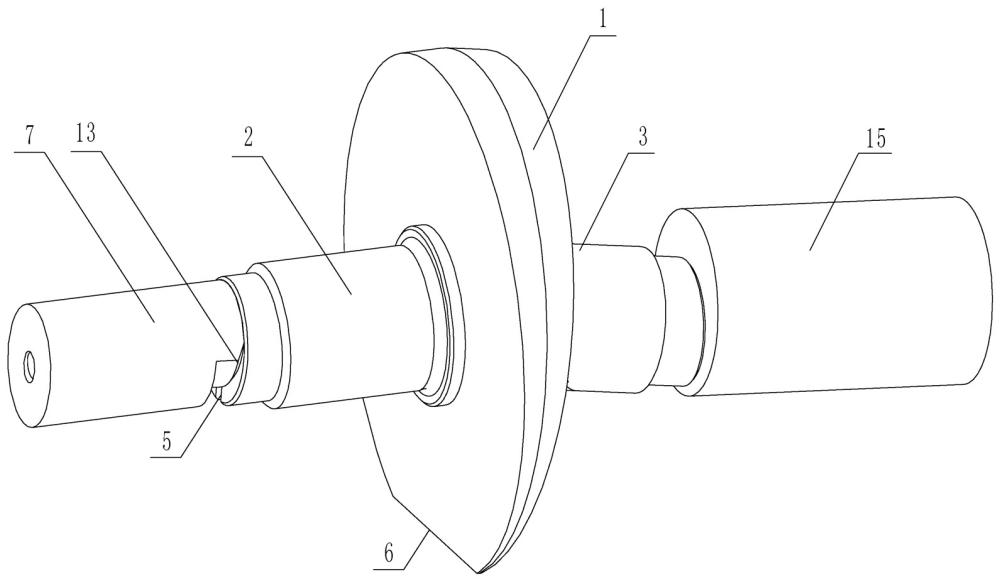
1、為了簡化具有對稱結(jié)構(gòu)的異形軸零件的加工成型步驟、提高加工過程中的定位精度,提高加工效率,并降低工件加工廢品率,本實用新型所采用的技術(shù)方案是:一種異形軸夾具工裝,包括定位軸組件和軸套,所述定位軸組件包括相連接的第一定位軸和第二定位軸;
2、所述第二定位軸的一端穿過異形軸軸孔與所述軸套可拆卸連接,所述第一定位軸內(nèi)側(cè)面與所述軸套內(nèi)側(cè)面之間形成用于夾持異形軸的夾持空間;
3、所述第一定位軸的外端面和所述軸套的外端面分別開設(shè)有機床頂針孔,兩個分別位于所述第一定位軸外端面和所述軸套外端面的所述機床頂針孔的中心軸線重合,該中心軸線與所述第二定位軸的中心軸線相交于所述異型軸軸孔的中心且形成的夾角為銳角,該夾角角度值的兩倍與所述異形軸的彎曲角度值互補。
4、基于上述,為了在加工過程中防止異形軸工件發(fā)生錯位和晃動,沿所述第二定位軸徑向方向開設(shè)有用于與所述異型軸一端的零件限位槽配合的第一定位銷孔,沿所述軸套內(nèi)側(cè)軸線方向開設(shè)有用于與所述異型軸另一端的零件限位槽配合的第二定位銷孔,所述第一定位銷孔和所述第二定位銷孔內(nèi)分別設(shè)置有定位銷。
5、即,可以利用開設(shè)在第二定位軸上的定位銷與異形軸一端上的零件限位槽相配合,對異形軸進行周向位移進行定位。利用設(shè)置在軸套上的定位銷與異形軸另一端上的零件限位槽相配合,對軸套的周向位移進行定位。
6、基于上述,為了提高第二定位軸和軸套之間的連接牢固性,并便于安裝定位,所述軸套內(nèi)端開設(shè)有軸安裝孔,所述第二定位軸的一端與所述軸安裝孔間隙配合并通過緊固螺釘與所述軸套相連接。
7、具體加工時,可以減小第二定位軸一端的直徑,并同步將軸安裝孔的孔徑值設(shè)計成小于第二定位軸的直徑值。
8、基于上述,為了便于加工出機床頂針孔,以及便于旋轉(zhuǎn)操作和確定中心軸線與第二定位軸的中心軸線之間的夾角,沿所述第二定位軸徑向方向開設(shè)有工藝孔,所述工藝孔穿過所述異型軸軸孔的中心。
9、基于上述,所述第二定位軸的直徑小于所述第一定位軸的直徑。所述第一定位軸與所述第二定位軸連接端形成用于定位異形軸的定位臺階面,所述定位臺階面的下部開設(shè)有讓位槽。
10、具體地,為了在加工第一定位軸外圓時,便于車削加工,避免切削刀具碰撞套設(shè)在第二定位軸上的異形軸模擬套筒,所述第一定位軸的內(nèi)端開設(shè)有讓位槽。具體加工時,讓位槽是在第一定位軸和第二定位軸之間的接觸面上預(yù)先車削出一個臺階面,然后在后續(xù)加工第一定位軸外圓時而形成的。
11、具體地,本實用新型提供的異形軸夾具工裝可以通過以下制作方法獲得:
12、加工異形軸模擬套筒?參照異形軸的軸孔直徑和軸孔水平投影長度,加工出異形軸模擬套筒坯體,以使所述異形軸模擬套筒坯體的中空直筒內(nèi)徑和坯件長度分別與所述異形軸的軸孔直徑和軸孔水平投影長度相同;沿所述異形軸模擬套筒坯體徑向方向加工出模擬定位孔,所述模擬定位孔穿過所述異形軸模擬套筒坯體的中空直筒中心;
13、預(yù)加工定位軸組件?加工出內(nèi)端具有第二定位軸的階梯軸;
14、加工軸套?加工出與所述第二定位軸一端可拆卸連接的軸套;
15、裝配?將所述第二定位軸一端穿過所述異形軸模擬套筒并與所述軸套可拆卸連接,形成臨時裝配工裝;
16、加工機床頂針孔?水平放置所述臨時裝配工裝,以所述模擬定位孔的孔中心軸線為水平旋轉(zhuǎn)軸旋轉(zhuǎn)所述臨時裝配工裝,待旋轉(zhuǎn)到位后進行固定,分別在所述軸套外端面和所述階梯軸外端面上沿同一條水平軸線加工出機床頂針孔,該水平軸線與所述第二定位軸的中心軸線相交于所述異形軸模擬套筒坯體的中空直筒中心,其中,所述臨時裝配工裝旋轉(zhuǎn)角度值的兩倍與所述異形軸的彎曲角度值互補;
17、加工定位軸組件?分別頂緊位于所述軸套外端面和所述階梯軸外端面的機床頂針孔,將所述階梯軸外端加工成第一定位軸,使所述第一定位軸的中心軸線與兩個所述機床頂針孔的中心軸線相重合。
18、其中,異形軸模擬套筒坯體中空直筒的中心與異型軸軸孔中心在同一位置,模擬定位孔的中心與異型軸軸孔中心在同一位置。
19、具體地,為了能夠?qū)Ξ愋屋S模擬套筒進行限位,以及能夠利用定位銷對異形軸模擬套筒和異形軸進行定位,防止在加工過程中移動,所述加工異形軸模擬套筒步驟還包括:參考所述異型軸兩端的零件限位槽位置,在所述異形軸模擬套筒坯體兩端側(cè)壁上分別沿徑向加工出仿形限位槽;
20、所述預(yù)加工定位軸組件步驟還包括:參考所述異形軸模擬套筒坯體一端的仿形限位槽位置,沿所述第二定位軸徑向方向加工出第一定位銷孔;
21、所述加工軸套步驟還包括:參考所述異形軸模擬套筒坯體另一端的仿形限位槽位置,沿所述軸套內(nèi)側(cè)軸線方向加工出第二定位銷孔。
22、具體地,為了便于第二定位軸和軸套之間進行安裝和定位,所述加工軸套步驟還包括:沿所述軸套中心軸線方向自所述軸套的內(nèi)側(cè)向外端依次加工出與所述第二定位軸一端間隙配合的軸安裝孔、以及用于固定連接所述第二定位軸一端的螺栓孔。所述預(yù)加工定位軸組件步驟還包括:沿所述第二定位軸一端中心軸線方向加工出與所述螺栓孔配套使用的螺紋孔。
23、所述裝配步驟還包括參考所述模擬定位孔位置,沿所述第二定位軸徑向方向加工出工藝孔,所述工藝孔穿過所述模擬定位孔的中心。
24、具體地,為了便于操作,在加工出工藝孔后,加工機床頂針孔步驟可以為在基準平臺上用v型鐵水平支撐臨時裝配工裝的異形軸模擬套筒外圓,校異形軸模擬套筒外圓水平,確定工藝孔中心至基準平臺高度,然后以工藝孔為旋轉(zhuǎn)中心旋轉(zhuǎn)臨時裝配工裝,并調(diào)整臨時裝配工裝支撐高度,確保工藝孔中心至基準平臺高度不變,夾緊并固定臨時裝配工裝。然后分別在軸套外端和圓形棒料的另一端沿同一條水平軸線加工出機床頂針孔,確保該水平軸線與所述第二定位軸的中心軸線相交于工藝孔的中心。其中,臨時裝配工裝旋轉(zhuǎn)角度值的兩倍與異形軸兩端的彎曲角度值互補。
25、即在后續(xù)具體安裝加工異形軸時,異型軸軸孔的中心與工藝孔的中心相重合。
26、其中,在軸套外端和圓形棒料的另一端沿同一條水平軸線加工出機床頂針孔時,為了實現(xiàn)該水平軸線與所述第二定位軸的中心軸線相交于工藝孔的中心,可以預(yù)先采用一對機床頂針分別找出圓柱形軸套的外端面中心和定位軸組件的外端面中心,并保持機床頂針位置不變,然后在將臨時裝配工裝旋轉(zhuǎn)一定角度后,再次水平移動該對機床頂針,此時該對機床頂針與圓柱形軸套的外端面接觸的點,以及與定位軸組件的外端面接觸的點即為機床頂針孔的加工中心點。
27、同時,也可以采用鉗工劃線法找出兩個機床頂針孔位置。即,首先沿豎向方向分別在圓柱形軸套的外端面上畫出過中心點的直徑,以及在定位軸組件的外端面上畫出過中心點的直徑,然后在將臨時裝配工裝旋轉(zhuǎn)一定角度后,以工藝孔中心至基準平臺高度至為標準,分別在圓柱形軸套的外端面上和定位軸組件的外端面上畫出相對應(yīng)的高度線,那么高度線與直徑之間的交點即為兩個機床頂針孔的加工中心點。
28、具體地,利用上述異形軸夾具工裝加工異形軸的方法,包括以下步驟:
29、一次裝配加工?將所述第二定位軸的一端穿過異形軸毛坯的軸孔并與所述軸套可拆卸連接,使所述異形軸毛坯夾持在所述第一定位軸內(nèi)側(cè)與所述軸套內(nèi)側(cè)之間,然后采用機床頂針分別頂起位于所述第一定位軸外端面和所述軸套外端面的機床頂針孔,車所述異形軸毛坯一端外圓;
30、二次裝配加工?拆卸所述軸套與所述第二定位軸,以將所述異形軸毛坯從所述第二定位軸上取下,然后將所述異形軸毛坯左右兩端互換,重復(fù)一次裝配加工步驟,車所述異形軸毛坯的另一端外圓。
31、基于上述,為了防止在加工過程中異形軸毛坯發(fā)生移動,在車所述異形軸毛坯一端外圓前,將所述異型軸毛坯一端的零件限位槽對應(yīng)位于所述第二定位軸上的第一定位銷孔,將所述異型軸毛坯另一端的零件限位槽對應(yīng)位于所述軸套內(nèi)側(cè)的第二定位銷孔,然后分別在所述第一定位銷孔和所述第二定位銷孔內(nèi)安裝定位銷。
32、其中,本實用新型中的異形軸具體結(jié)構(gòu)包括左斜階梯軸、右斜階梯軸和中間隔板。左斜階梯軸和右斜階梯軸分別連接在中間隔板的兩側(cè)。左斜階梯軸、右斜階梯軸和中間隔板內(nèi)部開設(shè)有橫向貫通的軸孔。所述中間隔板為上厚下薄的類圓形板,所述中間隔板的下部形成呈直線的棱邊。異形軸兩端的彎曲角度是指左斜階梯軸軸線與右斜階梯軸軸線的夾角。
33、具體地,異型軸軸孔的中心位于異型軸軸孔中心軸線上的中心點。異形軸模擬套筒坯體的中空直筒中心位于異形軸模擬套筒坯體中空直筒中心軸線上的中心點。
34、本實用新型相對現(xiàn)有技術(shù)具有實質(zhì)性特點和進步,具體的說,本實用新型提供的異形軸夾具工裝,依據(jù)該異形軸零件具有對稱結(jié)構(gòu)和左右斜階梯軸自身的特點,將夾具工裝設(shè)計成通過緊固螺釘相連接的定位軸組件和軸套的形式,便于裝卡和對異形軸零件進行掉頭成型加工。同時依據(jù)異形軸零件內(nèi)部開設(shè)有軸孔,且軸孔的中心線偏離異形軸零件端面中心的特點,特將定位軸組件設(shè)計成三段結(jié)構(gòu),利用第一段的一端開設(shè)機床頂針孔,確保加工過程中異形軸零件的斜階梯軸與機床加工中心軸線相重合,利用第二段與第一段之間的臺面形成定位異形軸零件的定位臺階面,同時,減小第二定位軸一端的直徑,形成第三段,利用第三段插入到軸套內(nèi)對異形軸零件的另一端進行有效定位。
35、同時在定位軸組件上開設(shè)有能夠保證異形軸零件加工位置的機床頂針孔,并事先利用模擬工件來輔助加工定位軸與軸套上的機床頂針孔,從而提高了異形軸零件的加工精度和加工一致性。
36、因此,該異形軸夾具工裝簡化了具有對稱結(jié)構(gòu)的異形軸零件的加工成型步驟、提高了加工過程中的定位精度,提高了加工效率,并降低了工件加工廢品率。
- 還沒有人留言評論。精彩留言會獲得點贊!