鉆孔工裝的制作方法
本技術涉及工裝夾具,尤其涉及鉆孔工裝。
背景技術:
1、鉆孔是機械加工中常用的加工工序,汽車、航空航天、石油天然氣、機床、電子設備和醫療器械等行業中都有廣泛的應用。
2、在鉆孔過程中,特別是在鉆削深孔時,鉆頭會長時間持續鉆削工件。如果工件在夾持過程中存在松動或者變形,會導致鉆孔直徑不均勻、鉆孔位置偏離設計要求或者切削過程不穩定,從而影響到工件的裝配和外觀,因此提高工件夾持穩定性就非常重要。
3、需要說明的是,在上述背景技術部分公開的信息僅用于加強對本公開的背景的理解,因此可以包括不構成對本領域普通技術人員已知的現有技術的信息。
技術實現思路
1、針對上述現有技術的缺點,本實用新型的目的是提供鉆孔工裝,以提升工件鉆孔中的穩定性。
2、本實用新型的技術方案如下:
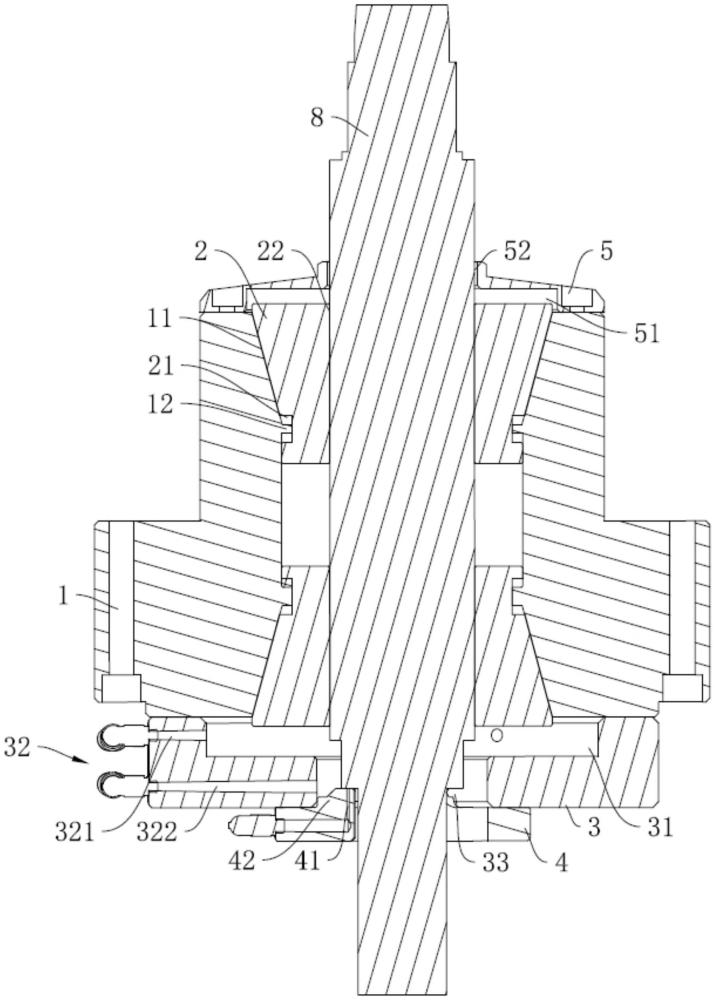
3、一種鉆孔工裝,包括夾具體、彈性夾頭、驅動板和定位板,所述夾具體上設置夾頭孔,所述夾頭孔的孔口外擴呈錐形;圓臺狀的所述彈性夾頭設置在所述夾頭孔內,所述夾頭孔的傾斜孔壁貼合所述彈性夾頭的表面;所述驅動板設置在所述夾具體上,所述驅動板、所述夾具體和所述彈性夾頭之間形成第一腔體,所述驅動板上開設有連通所述第一腔體的介質通路;沿所述夾頭孔的軸線方向,所述彈性夾頭上貫穿開設夾持孔,所述驅動板上開設有第一通孔,所述夾持孔連通所述第一腔體;所述定位板設置在所述驅動板上堵住所述第一通孔,所述定位板靠近所述驅動板的一面為定位面,連通所述第一通孔的所述定位面上,設置有氣孔。
4、本實用新型的有益技術效果如下:
5、(1)本實用新型中的鉆孔工裝,彈性夾頭和夾具體之間設置有貼合的錐面,且在彈性夾頭尺寸較大的一側設置有第一腔體。通過介質通路向第一腔體充入介質,即可擠壓彈性夾頭向夾頭孔的窄側移動。移動過程中利用夾頭孔收窄的孔壁擠壓彈性夾頭,使得彈性夾頭收縮,進而縮小夾持孔的孔徑夾緊工件。該夾緊動作通過向第一腔體充入介質完成,無需人為進行夾緊的操作,反應迅速,夾緊力大。另外還設置有定位板,定位板上設置有氣孔。工件通過定位板快速定位的同時,工件抵住氣孔,通過氣孔的通斷,即可快速判斷工件是否放置到位,也便于實現自動化檢測。提升工件裝夾速度,提升鉆孔效率。同時,簡單的裝夾操作,和氣孔的快速定位功能,不僅提升手動加工時的加工效率,也便于實現自動化生產。
6、(2)進一步地,彈性夾頭設置有兩個,兩個彈性夾頭配合一起夾緊工件,提升夾持的穩定性。
7、(3)進一步地,定位板通過三個定位凸起定位工件,三點定位,確保工件正確放置時會同時堵住三個氣孔,減少工件擺放是否準確判斷的失誤率。
技術特征:
1.一種鉆孔工裝,其特征在于:包括夾具體、彈性夾頭、驅動板和定位板,
2.如權利要求1所述的鉆孔工裝,其特征在于:所述夾頭孔貫穿所述夾具體,所述夾頭孔的兩端分別設置有彈性夾頭。
3.如權利要求2所述的鉆孔工裝,其特征在于:遠離所述第一腔體的所述夾具體上設置有蓋板,所述蓋板、所述夾具體和靠近所述蓋板的所述彈性夾頭之間形成第二腔體;沿所述夾頭孔的軸線方向,所述蓋板上開設有第二通孔。
4.如權利要求3所述的鉆孔工裝,其特征在于:所述第二腔體連通所述第一腔體,或者所述蓋板上開設有連通所述第二腔體的介質通路。
5.如權利要求1所述的鉆孔工裝,其特征在于:所述介質通路包括單獨設置的第一通路和第二通路。
6.如權利要求1所述的鉆孔工裝,其特征在于:所述夾頭孔的孔壁上設置有限位凸起,所述彈性夾頭上開設有限位槽供所述限位凸起卡入。
7.如權利要求1所述的鉆孔工裝,其特征在于:所述定位板的定位面上設置有三個定位凸起,所述氣孔開設在所述定位凸起上。
8.如權利要求1所述的鉆孔工裝,其特征在于:還包括豎直設置的連接板,和垂直所述連接板的支撐板,兩塊所述連接板設置在所述支撐板的對側,所述夾具體設置在所述支撐板上。
9.如權利要求8所述的鉆孔工裝,其特征在于:所述支撐板上設置有噴嘴,所述噴嘴對準所述夾具體遠離所述定位板的一端,所述噴嘴連接氣源。
10.如權利要求1所述的鉆孔工裝,其特征在于:所述夾具體和所述驅動板之間、所述定位板和所述驅動板之間、以及所述第一通孔內,都設置有密封圈。
技術總結
本技術涉及鉆孔工裝,包括一種鉆孔工裝,其特征在于:包括夾具體、彈性夾頭、驅動板和定位板,所述夾具體上設置夾頭孔,所述夾頭孔的孔口外擴呈錐形;圓臺狀的所述彈性夾頭設置在所述夾頭孔內,所述夾頭孔的傾斜孔壁貼合所述彈性夾頭的表面;所述驅動板設置在所述夾具體上,所述驅動板、所述夾具體和所述彈性夾頭之間形成第一腔體,所述驅動板上開設有連通所述第一腔體的介質通路;沿所述夾頭孔的軸線方向,所述彈性夾頭上貫穿開設夾持孔,所述驅動板上開設有第一通孔,所述夾持孔連通所述第一腔體。本技術利用彈性夾頭和夾具體之間的錐面夾持工件,通過定位板快速檢測工件是否夾持到位,保證工件裝夾的速度和穩定性,便于實現自動化。
技術研發人員:虞國富,許勇,楊士吉,黃非,張坤報
受保護的技術使用者:安格爾智能科技(無錫)有限公司
技術研發日:20240703
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!