釬料、釬料制備方法及IGBT散熱器制作方法與流程
本技術(shù)涉及焊接,尤其涉及一種釬料、釬料制備方法及igbt散熱器制作方法。
背景技術(shù):
1、隨著新能源汽車行業(yè)快速發(fā)展及技術(shù)成熟,對于解決快速、精密制造顯得急為重要;控制車載系統(tǒng)核心部件igbt穩(wěn)定的工作,是成為整個新能源汽車較為關(guān)注的技術(shù)。隨著汽車性能的提高,其核心器件之一的igbt工作功率將大幅度提升,隨之帶來的是發(fā)熱量急劇上升。目前對igbt進行散熱的器件一般采用具有散熱翅片的igbt散熱器與風扇組合散熱的散熱方案。其優(yōu)點是結(jié)構(gòu)簡單容易實現(xiàn),現(xiàn)場施工安裝方便。但目前現(xiàn)有的散熱基板或散熱翅片一般采用冷鍛沖壓或熱鍛沖壓工藝,由于鍛壓生產(chǎn)工藝較多,23道工序,生產(chǎn)周期長,其中最難管控的是對于鍛壓工藝依賴程度高,鍛壓工藝難以管控,鍛壓工藝需要高毛坯質(zhì)量,毛坯質(zhì)量直接決定后續(xù)很多工藝產(chǎn)品質(zhì)量及效率,毛皮質(zhì)量低導(dǎo)致廢料多,增加廢料回收成本,對綠色生態(tài)制造極為不利。
技術(shù)實現(xiàn)思路
1、本技術(shù)提供了一種釬料、釬料制備方法及igbt散熱器制作方法,便于igbt散熱器的散熱翅片和散熱基板的焊接固定。
2、本技術(shù)實施例的第一方面提供一種釬料。釬料中sn的質(zhì)量百分比小于0.1%。按質(zhì)量份數(shù)計,釬料包括:zn?90.3~96.8份,ag?2.5~3.2份。釬料還包括金屬輔助成分,金屬輔助成分為:cu?0.4~0.5份;或,cu0.4~0.5份,al?5.2~5.5份;或,al?2.1~5.8份,ni?0.7~0.9份。
3、igbt散熱器的散熱基板和散熱擴展件焊接完成后,還需要封裝焊接,而封裝焊接處的焊料熔點如果與散熱基板和散熱擴展件處的釬料熔點重合,會導(dǎo)致封裝焊接時散熱基板和散熱擴展件處的焊接失效。因此散熱基板和散熱擴展件處使用的焊料熔點應(yīng)當控制在300℃以上。而釬料熔點過高,又容易在釬料熔化時導(dǎo)致igbt散熱器的銅制材料性能變化,igbt散熱器整體變軟難以滿足igbt散熱器的應(yīng)用場景。本技術(shù)提供的這種釬料中減少sn的含量,以zn為基料配合ag,以便調(diào)整釬料的焊接溫度位于300至500℃之間,在應(yīng)用于igbt散熱器的焊接后,不易影響igbt的封裝流程,在釬料焊接過程中,也不易導(dǎo)致igbt散熱器自身性能變差。通過添加金屬輔助成分可以調(diào)整釬料焊接后的焊接強度,以及抗氧化能力。減少sn的含量后,通過調(diào)整zn、ag和金屬輔助成分的配比,使得這種釬料在應(yīng)用于銅制igbt散熱器的焊接時,能夠生成較厚的致密化合物層從而提高連接強度和熱導(dǎo)性能。散熱擴展件可以為銅柱子或銅制散熱翅片等。
4、基于第一方面,在本技術(shù)的實施方式中,釬料中in的質(zhì)量百分比小于0.1%。
5、這種釬料中減少in的含量,降低釬料在焊接過程中的氧化量,提高釬料固化后的連接強度,還能提高焊縫的釬透率。
6、基于第一方面,在本技術(shù)的實施方式中:當金屬輔助成分為cu?0.4~0.5份時,釬料中zn、ag和cu的質(zhì)量比為(96.5~96.8):(2.8~3.0):(0.4~0.5)。當金屬輔助成分為cu0.4~0.5份和al?5.2~5.5份時,釬料中zn、ag、cu和al的質(zhì)量比為(91.2~91.7):(2.5~2.8):(0.4~0.5):(5.2~5.5)。當金屬輔助成分為al?2.1~5.8份和ni?0.7~0.9份時,釬料中zn、ag、al和ni的質(zhì)量比為(93.7~94.0):(2.9~3.1):(2.1~2.3):(0.8~0.9),或,釬料中zn、ag、al和ni的質(zhì)量比為(90.3~90.7):(3.1~3.2):(5.3~5.8):(0.7~0.9)。
7、基于實驗結(jié)果,當釬料中zn、ag和cu的質(zhì)量比為(96.5~96.8):(2.8~3.0):(0.4~0.5)時,釬料的實際熔點在317至319℃之間,符合將釬料的焊接溫度控制在300至500℃之間的需求。當釬料中zn、ag、cu和al的質(zhì)量比為(91.2~91.7):(2.5~2.8):(0.4~0.5):(5.2~5.5)時,釬料的實際熔點在325至330℃之間,符合將釬料的焊接溫度控制在300至500℃之間的需求。當釬料中zn、ag、al和ni的質(zhì)量比為(93.7~94.0):(2.9~3.1):(2.1~2.3):(0.8~0.9)時,釬料的實際熔點在380至413℃之間,符合將釬料的焊接溫度控制在300至500℃之間的需求。當釬料中zn、ag、al和ni的質(zhì)量比為(90.3~90.7):(3.1~3.2):(5.3~5.8):(0.7~0.9)時,釬料的實際熔點在438至460℃之間,符合將釬料的焊接溫度控制在300至500℃之間的需求。
8、基于第一方面,在本技術(shù)的實施方式中:當金屬輔助成分為cu?0.4~0.5份時,釬料中zn、ag和cu的質(zhì)量比為96.6:2.9:0.5。當金屬輔助成分為cu0.4~0.5份和al?5.2~5.5份時,釬料中zn、ag、cu和al的質(zhì)量比為91.5:2.7:0.4:5.4。當金屬輔助成分為al?2.1~5.8份和ni?0.7~0.9份時,釬料中zn、ag、cu和al的質(zhì)量比為93.9:3.1:2.1:0.9,或,釬料中zn、ag、cu和al的質(zhì)量比為90.5:3.2:5.4:0.9。
9、基于實驗結(jié)果,當釬料中zn、ag和cu的質(zhì)量比為96.6:2.9:0.5時,釬料的實際熔點在318±1℃,符合將釬料的焊接溫度控制在300至500℃之間的需求。當釬料中zn、ag、cu和al的質(zhì)量比為91.5:2.7:0.4:5.4時,釬料的實際熔點在330±1℃,符合將釬料的焊接溫度控制在300至500℃之間的需求。當釬料中zn、ag、al和ni的質(zhì)量比為93.9:3.1:2.1:0.9時,釬料的實際熔點在410±1℃,符合將釬料的焊接溫度控制在300至500℃之間的需求。當釬料中zn、ag、al和ni的質(zhì)量比為90.5:3.2:5.4:0.9時,釬料的實際熔點在448±1℃,符合將釬料的焊接溫度控制在300至500℃之間的需求。
10、本技術(shù)的第二方面提供了一種釬料制備方法,用于制備第一方面任一種實施形式中的釬料,釬料制備方法包括:
11、將中間合金混合并加入覆蓋劑,并放置到第一溫度的加熱腔內(nèi)加熱,直至中間合金完全熔化形成金屬液;
12、加熱腔的溫度升溫至第二溫度,將加熱腔內(nèi)的金屬液保溫100分鐘以上;
13、加熱腔的溫度降溫至第三溫度,將加熱腔內(nèi)的金屬液保溫20分鐘以上;
14、將金屬液放置于15至40℃的降溫環(huán)境中,直至金屬液形成固態(tài)料,且固態(tài)料與降溫環(huán)境的溫度差小于50℃;
15、去除固態(tài)料上的覆蓋劑。
16、這種釬料制備方法通過先預(yù)熱至完全熔化的溫度,降低局部區(qū)域提前反應(yīng)導(dǎo)致最終釬料中形成不均勻的亞共晶、共晶和過共晶分布。再次升溫至第二溫度后再進行長時間保溫,使得金屬液能夠在較高的溫度充分混合,并在之后的降溫過程中各區(qū)域大致均勻地進行共晶反應(yīng),在整個釬料成分大致均勻,便于釬料用于焊接后在焊接位置形成大致均勻的焊接結(jié)構(gòu),提高整體的力學(xué)性能。
17、基于第二方面,在本技術(shù)的實施方式中:覆蓋劑包括氯化鋰和氯化鉀中的至少一種。
18、通過覆蓋劑能夠一定程度上起到保溫的作用,提高釬料的保溫效果。
19、基于第二方面,在本技術(shù)的實施方式中,第一溫度取值于580至620℃,第二溫度取值于630至670℃,第三溫度取值于580至620℃,且第二溫度大于第一溫度和第二溫度。
20、這種釬料制備方法通過先預(yù)熱至完全熔化的溫度,降低局部區(qū)域提前反應(yīng)導(dǎo)致最終釬料中形成不均勻的亞共晶、共晶和過共晶分布。再次升溫至第二溫度后再進行長時間保溫,使得金屬液能夠在較高的溫度充分混合,并在之后的降溫過程中各區(qū)域大致均勻地進行共晶反應(yīng),在整個釬料成分大致均勻,便于釬料用于焊接后在焊接位置形成大致均勻的焊接結(jié)構(gòu),提高整體的力學(xué)性能。第一溫度、第二溫度和第三溫度依據(jù)第一方面中釬料的焊接溫度位于300至500℃之間的特性限定,使得中間合金能夠在第一溫度下完全熔化,又能夠在第二溫度的保溫條件下盡量均勻化。
21、基于第二方面,在本技術(shù)的實施方式中,在加熱腔的溫度降溫至第三溫度,將加熱腔內(nèi)的金屬液保溫20分鐘以上的步驟中,每隔8至12分鐘使用攪拌棒攪拌金屬液至少5圈。
22、這種釬料制備方法中,在第三溫度下的保溫過程中,使得金屬液的成分更加均一。使得金屬液固化過程中,生成的晶體結(jié)構(gòu)盡量均一。
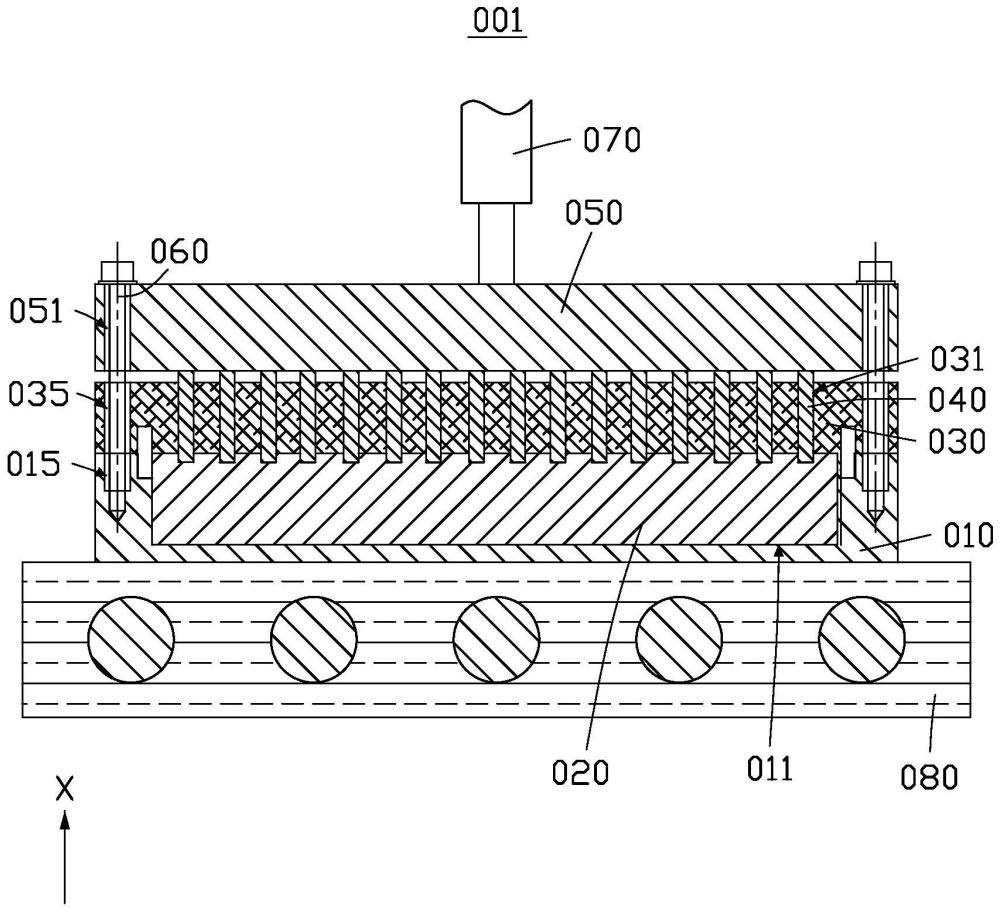
23、本技術(shù)的第三方面提供了一種igbt散熱器制作方法。這種igbt散熱器制作方法第一方面提供的釬料或由第二方面提供的釬料制備方法制備得到的釬料來制備igbt散熱器。這種igbt散熱器制作方法包括:
24、通過第一夾具夾持散熱基板,散熱基板的第一安裝面沿安裝方向露出第一夾具;
25、通過第二夾具夾持散熱擴展件,散熱擴展件的第二安裝面沿安裝方向露出第二夾具;
26、對齊第一夾具和第二夾具,使得垂直于安裝方向的投影面內(nèi),第二安裝面位于第一安裝面內(nèi),并使得第二夾具和第一夾具沿安裝方向活動配合;
27、將釬料設(shè)置于第一安裝面,將散熱基板加熱至釬料的熔點以上20至50℃,和/或,將釬料設(shè)置于第二安裝面,將散熱擴展件加熱至釬料的熔點以上20至50℃;
28、使用超聲波工具頭對釬料施加超聲波,使得釬料熔化并潤濕于散熱基板和散熱擴展件;
29、停止對釬料施加超聲波,熔化的釬料凝固以焊接固定散熱基板和散熱擴展件;
30、將第一夾具從散熱基板拆離,將第二夾具從散熱擴展件拆離。
31、這種igbt散熱器制作方法能夠?qū)⑸峄搴蜕釘U展件的相對位置大致對齊后,通過超聲波焊接的形式將釬料熔化,并潤濕于散熱基板和散熱擴展件,使得散熱基板和散熱擴展件能夠快速且批量地焊接。而且超聲波焊接的形式可以提高釬料在散熱基板和散熱擴展件之間的填充效果,進而提高焊接效果。
32、基于第三方面,在本技術(shù)的實施方式中,在停止對釬料施加超聲波的步驟后,還包括:
33、控制散熱基板和散熱擴展件之間具有預(yù)設(shè)寬度的焊接間隙,熔化的釬料填充于焊接間隙;
34、去除焊接間隙之外的至少部分熔化的釬料。
35、這種igbt散熱器制作方法中,通過限定散熱基板和散熱擴展件之間具有預(yù)設(shè)寬度的焊接間隙,能夠使得超聲波工具施加超聲波時,散熱基板和散熱擴展件能夠具有預(yù)設(shè)寬度的相對運動幅度,進而便于釬料的熔化,加快釬料在散熱擴展件與散熱基板的擴散反應(yīng)速度,促使二者快速形成冶金結(jié)合。而且預(yù)設(shè)寬度的焊接間隙能夠便于釬料填充,提高釬料和散熱基板的接觸面積,以及釬料和散熱擴展件的接觸面積,從而提高固化后的釬料對散熱基板和散熱擴展件的固定效果。
36、基于第三方面,在本技術(shù)的實施方式中,在熔化的釬料凝固以焊接固定散熱基板和散熱擴展件的步驟前,還包括:
37、將散熱基板、散熱擴展件和熔化的釬料置于惰性氣體環(huán)境中,惰性氣體包括氮氣、氬氣和氦氣中的至少一種。
38、這種igbt散熱器制作方法中,通過氮氣、氬氣和氦氣中的至少一種來形成惰性氣體環(huán)境,一方面氮氣、氬氣和氦氣基本不參與釬料各成分的反應(yīng),另一方面這些氣體便于保存運輸,可以長時間持續(xù)地供應(yīng)于igbt散熱器的制作。
39、基于第三方面,在本技術(shù)的實施方式中,在散熱基板的第一安裝面沿安裝方向露出第一夾具的步驟中:第一安裝面沿安裝方向伸出第一夾具的尺寸為2至5mm;和/或,
40、在散熱擴展件的第二安裝面沿安裝方向露出第二夾具的步驟中:第二安裝面沿安裝方向伸出第二夾具的尺寸為2至5mm。
41、這種igbt散熱器制作方法中,第一安裝面和/或第二安裝面伸出,便于釬料設(shè)置于第一安裝面和/或第二安裝面。而第一安裝面和/或第二安裝面的伸出尺寸為2至5mm,一方面可以使得散熱基板和/或散熱擴展件有足夠大的區(qū)域被夾具夾持以保持穩(wěn)定,另一方面又使得散熱基板和/或散熱擴展件能夠露出足夠多的區(qū)域以便被熔化的釬料潤濕。
- 還沒有人留言評論。精彩留言會獲得點贊!