一種點焊機自動供料系統的制作方法
本技術涉及點焊機領域,尤其涉及一種點焊機自動供料系統。
背景技術:
1、點焊是將被焊工件裝配并壓緊在兩電極之間,然后通以瞬時大電流,利用焊件之間的接觸電阻產生的高溫,熱熔化母材形成焊點達到焊接的目的。
2、點焊機使用時多采用人工上料或機械供料,常見的機械供料裝置如中國專利cn220161494u公開的一種全自動點焊機供料機構,通過圓筒根據浮動螺母限位殼頂部的異形結構在連接塊的內部滑動伸縮,通過彈簧縮短使圓筒可以與浮動螺母限位殼的頂部緊密貼合,在圓筒和浮動螺母限位殼之間產生負壓時,可以避免氣體滲入的設置,實現了便于供料機構將浮動螺母限位殼吸附的效果,從而提高浮動螺母限位殼吸附起的穩定性,避免掉落;啟動電機帶動轉盤轉動,兩個轉動桿跟著轉動,使轉動桿上的氣缸和連接塊在轉盤上旋轉,同時在滑臺移動時開啟電機帶動轉盤進行旋轉,改變連接塊的角度位置。
3、諸如上述點焊機的供料機構,在實際應用中仍存在以下缺陷:
4、其一,轉盤的設計,使得供料效率低;
5、其二,占用點焊機前側的上層空間,存在一定的安全隱患;
6、其三,適配性低,檢修難度高,導致生產成本上升。
技術實現思路
1、本實用新型提出了一種點焊機自動供料系統,可有效解決背景技術中提到的問題。
2、為了實現上述目的,本實用新型采用了如下技術方案:
3、一種點焊機自動供料系統,包括自動供料裝置和控制系統,自動供料裝置包括主體框架、供料部分、焊接調整部分、卸料部分。
4、具體的,主體框架包括基座、焊接座、供料座、轉移載板和卸料載板。基座包括“h”形中空容器。焊接座、供料座、轉移載板、卸料載板通過支柱設置于基座上。焊接座包括長方體中空容器一,其上底板上設置“凸”形通孔、長方形通孔、安裝凹槽,下底板上設置“t”形通孔,后側板上設置條形通孔二;長方形通孔位于安裝凹槽內;條形通孔二的下端與“t”形通孔的一端重合。供料座位于焊接座的右側,包括長方體中空容器二,其上底板上設置條形通孔三。轉移載板位于供料座、焊接座的上方,其上設置條形通孔四。卸料載板位于供料座的上方。
5、具體的,供料部分包括底料供給機構和頂料供給機構。
6、更為具體的,底料供給機構包括鏈式傳送帶、絲桿步進電機一、活動載板一、電動伸縮桿一和夾爪電機一。鏈式傳送帶設置于供料座內,其鏈板上等距設置圓形定位柱;絲桿步進電機一設置于轉移載板上;活動載板一通過滑軌滑動連接于轉移載板上,其下底面與絲桿步進電機一的螺母座連接,下底面還通過連接柱設置于安裝載板上;安裝載板位于轉移載板下方;電動伸縮桿一設置于安裝載板的下底面上;夾爪電機一設置于電動伸縮桿一的活動端上。
7、更為具體的,頂料供給機構包括存儲盒結構、推桿電機一、調節板、絲桿升降機一、推桿電機二和銜接輥軸。存儲盒結構包括“c”形通管、“?”形限位塊和活動閘板一;“c”形通管的底板上設置“u”形開口通槽一;“c”形通管上對稱設置條形通孔五;活動閘板一插接于條形通孔五內;推桿電機一對稱設置于焊接座的上底板上,其活動端上設置“t”形定位板;“?”形限位塊對稱設置于“c”形通管的側板上,且通過固定板設置于推桿電機一的活動端上;絲桿升降機一設置于焊接座內,其活動端上設置“c”形調節板;“c”形調節板滑動連接于長方形通孔內;推桿電機二設置于焊接座上底板上;銜接輥軸對稱設置于焊接座上底板上,位于推桿電機二的后方;銜接輥軸之間間距與“c”形調節板相適配;推桿電機二的活動端上設置長方體推塊;長方體推塊滑動連接于“c”形調節板內。
8、具體的,焊接調整部分包括焊接機構和固定機構。
9、更為具體的,焊接機構包括調整結構和焊接臺結構。調整結構包括絲桿步進電機二、活動載板二、絲桿升降機二和條形載板;絲桿升降機二設置于焊接座內;條形載板設置于絲桿升降機二的活動端上;絲桿步進電機二設置于條形載板上;活動載板二設置于絲桿步進電機二的螺母座上,包括“回”字形板一。焊接臺結構包括絲桿步進電機三、焊接載板、步進電機和“t”形壓板;絲桿步進電機三設置于活動載板二上;焊接載板包括“回”字形板二,設置于絲桿步進電機三的螺母座上。焊接載板上設置圓形銷孔;步進電機通過安裝架設置于焊接載板的下底面上;“t”形壓板設置于步進電機的轉軸上,且其橫板位于焊接載板上方。
10、更為具體的,固定機構包括絲桿步進電機四、活動載板四、電動伸縮桿三和夾爪電機三。絲桿步進電機四、滑桿設置于焊接座上;活動載板四滑動連接于滑桿上,其下底面與絲桿步進電機四的螺母座連接;電動伸縮桿三設置于活動載板四上;夾爪電機三設置于電動伸縮桿三的活動端上。
11、具體的,卸料部分包括輔助機構和轉移機構。輔助機構包括推桿電機三、真空吸盤和壓縮機;推桿電機三通過安裝架設置于焊接座內;真空吸盤設置于推桿電機三的活動端上;真空吸盤、壓縮機之間通過電磁閥連接。轉移機構包括電動伸縮桿二、推桿電機四和夾爪電機二;電動伸縮桿二設置于卸料載板的下底面上;推桿電機四設置于電動伸縮桿二的活動端上;電動伸縮桿二、推桿電機四呈“u”形;夾爪電機二設置于推桿電機四的活動端上。
12、具體的,控制系統包括控制機構、反饋機構和plc控制器。控制機構包括啟動開關、固定開關、調整開關、供料開關和暫停開關。反饋機構包括若干個距離傳感器模塊和光電計數傳感器模塊。
13、進一步,增設電磁鐵于推桿電機四的活動端上。
14、相對于現有技術的有益效果:
15、本實用新型中,通過主體框架、供料部分、焊接調整部分、卸料部分和控制系統的整體設置,實現了以下功能:
16、其一,供料部分的設置,顯著降低勞動強度,相較于傳統轉盤的設計,供料效率大幅提升。
17、其二,相較于傳統轉盤的設計,未占用點焊機前側的上層空間,大幅降低安全隱患,提高安全系數的同時方便檢修和調整。
18、其三,相較于傳統轉盤的設計,本系統的適配性高,可以適配多種產品的生產,檢修難度與生產成本顯著降低。
技術特征:
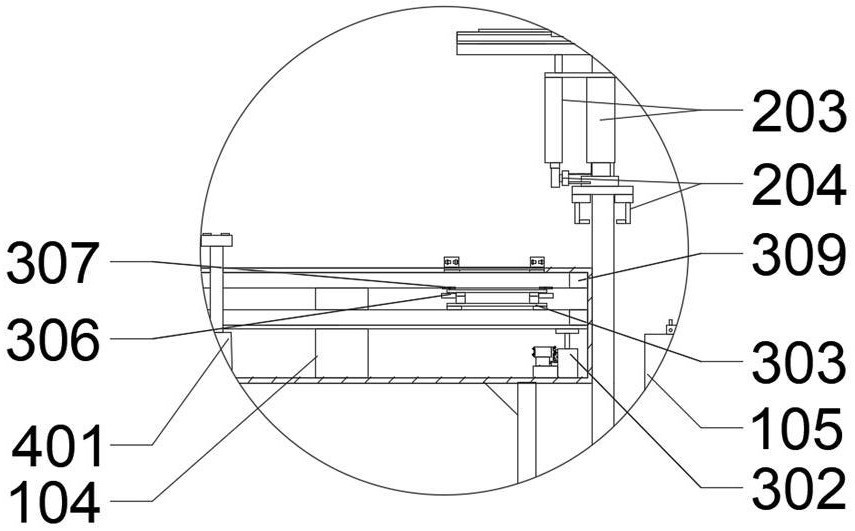
1.一種點焊機自動供料系統,包括自動供料裝置和控制系統,其特征在于:自動供料裝置包括主體框架、供料部分、焊接調整部分、卸料部分;主體框架包括基座(101)、焊接座(102)、供料座(105)、轉移載板(106)和卸料載板(107);供料部分包括底料供給機構和頂料供給機構;焊接調整部分包括焊接機構和固定機構;焊接機構包括調整結構和焊接臺結構;調整結構包括絲桿步進電機二(301)、活動載板二(303)、絲桿升降機二(302)和條形載板;焊接臺結構包括絲桿步進電機三(304)、焊接載板(305)、步進電機(306)和“t”形壓板(307);絲桿步進電機三(304)設置于活動載板二(303)上;焊接載板(305)包括“回”字形板二,其設置于絲桿步進電機三(304)的螺母座上;焊接載板(305)上設置圓形銷孔;步進電機(306)通過安裝架設置于焊接載板(305)的下底面上;“t”形壓板(307)設置于步進電機(306)的轉軸上,且其橫板位于焊接載板(305)上方;卸料部分包括輔助機構和轉移機構。
2.根據權利要求1所述一種點焊機自動供料系統,其特征在于:絲桿升降機二(302)設置于焊接座(102)內;條形載板設置于絲桿升降機二(302)的活動端上;絲桿步進電機二(301)設置于條形載板上;活動載板二(303)設置于絲桿步進電機二(301)的螺母座上,包括“回”字形板一。
3.根據權利要求1所述一種點焊機自動供料系統,其特征在于:固定機構包括絲桿步進電機四(308)、活動載板四、電動伸縮桿三(309)和夾爪電機三(310);絲桿步進電機四(308)、滑桿設置于焊接座(102)上;活動載板四滑動連接于滑桿上,其下底面與絲桿步進電機四(308)的螺母座連接;電動伸縮桿三(309)設置于活動載板四上;夾爪電機三(310)設置于電動伸縮桿三(309)的活動端上。
4.根據權利要求1所述一種點焊機自動供料系統,其特征在于:底料供給機構包括鏈式傳送帶(201)、絲桿步進電機一(202)、活動載板一、電動伸縮桿一(203)和夾爪電機一(204);鏈式傳送帶(201)設置于供料座(105)內;絲桿步進電機一(202)設置于轉移載板(106)上;活動載板一通過滑軌滑動連接于轉移載板(106)上,其下底面與絲桿步進電機一(202)的螺母座連接;活動載板一的下底面通過連接柱設置于安裝載板上;安裝載板位于轉移載板(106)下方;電動伸縮桿一(203)設置于安裝載板的下底面上;夾爪電機一(204)設置于電動伸縮桿一(203)的活動端上。
5.根據權利要求1所述一種點焊機自動供料系統,其特征在于:頂料供給機構包括存儲盒結構(205)、推桿電機一(206)、調節板、絲桿升降機一(207)、推桿電機二(208)和銜接輥軸(209);存儲盒結構(205)包括“c”形通管、“?”形限位塊和活動閘板一;“c”形通管的底板上設置“u”形開口通槽一;“c”形通管上設置條形通孔五;活動閘板一插接于條形通孔五內;推桿電機一(206)設置于焊接座(102)的上底板上,其活動端上設置“t”形定位板;“?”形限位塊設置于“c”形通管的側板上,且通過固定板設置于推桿電機一(206)的活動端上;絲桿升降機一(207)設置于焊接座(102)內,其活動端上設置“c”形調節板;“c”形調節板滑動連接于長方形通孔內;推桿電機二(208)設置于焊接座(102)上底板上;銜接輥軸(209)設置于焊接座(102)上底板上,位于推桿電機二(208)的后方;銜接輥軸(209)之間間距與“c”形調節板相適配;推桿電機二(208)的活動端上設置長方體推塊;長方體推塊滑動連接于“c”形調節板內。
6.根據權利要求1所述一種點焊機自動供料系統,其特征在于:輔助機構包括推桿電機三(401)、真空吸盤和壓縮機;推桿電機三(401)通過安裝架設置于焊接座(102)內;真空吸盤設置于推桿電機三(401)的活動端上;真空吸盤、壓縮機之間通過電磁閥連接。
7.根據權利要求1所述一種點焊機自動供料系統,其特征在于:轉移機構包括電動伸縮桿二(402)、推桿電機四(404)和夾爪電機二(403);電動伸縮桿二(402)設置于卸料載板(107)的下底面上;推桿電機四(404)設置于電動伸縮桿二(402)的活動端上;電動伸縮桿二(402)、推桿電機四(404)呈“u”形;夾爪電機二(403)設置于推桿電機四(404)的活動端上。
8.根據權利要求1所述一種點焊機自動供料系統,其特征在于:焊接座(102)、供料座(105)、轉移載板(106)、卸料載板(107)通過支柱設置于基座(101)上;焊接座(102)包括長方體中空容器一,其上底板上設置“凸”形通孔、長方形通孔、安裝凹槽,下底板上設置“t”形通孔(103),后側板上設置條形通孔二(104);長方形通孔位于安裝凹槽內;條形通孔二(104)的下端與“t”形通孔(103)的一端重合;供料座(105)位于焊接座(102)的右側,包括長方體中空容器二,其上底板上設置條形通孔三;轉移載板(106)位于供料座(105)、焊接座(102)的上方;卸料載板(107)位于供料座(105)的上方。
9.根據權利要求4所述一種點焊機自動供料系統,其特征在于:鏈式傳送帶(201)的鏈板上設置圓形定位柱。
10.根據權利要求7所述一種點焊機自動供料系統,其特征在于:增設電磁鐵于推桿電機四(404)的活動端上。
技術總結
本技術提供了一種點焊機自動供料系統,包括自動供料裝置和控制系統,自動供料裝置包括主體框架、供料部分、焊接調整部分、卸料部分,主體框架包括基座、焊接座、供料座、轉移載板和卸料載板,供料部分包括底料供給機構和頂料供給機構,焊接調整部分包括焊接機構和固定機構,卸料部分包括輔助機構和轉移機構。相較于傳統轉盤的設計,勞動強度顯著降低,供料效率大幅提升;未占用點焊機前側的上層空間,明顯降低安全隱患,提高安全系數的同時方便檢修和調整;適配性高,可以適配多種產品的生產,檢修難度與生產成本顯著降低。
技術研發人員:朱振東,戴元文,呂紹軍
受保護的技術使用者:安徽辰奧自動化科技有限公司
技術研發日:20240722
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!