一種用于CNC加工圓角的雙基準夾具的制作方法
本技術涉及圓角機加工,特別涉及一種用于cnc加工圓角的雙基準夾具。
背景技術:
1、目前對于很多機加工產品,采用一步到位的加工方法應用的比較普及,但通常加工效率低、返工率高而造成成本偏高。基于成本和效率的考慮,可以將產品外形切斷到位,再進行圓角加工。但切斷加工過程中,胚料裝夾和設備本身加工精度存在誤差,導致切斷的產品之間有一定的公差,很難完全一致,此時拿去進行圓角加工,容易出現吃刀過度,形成加工臺階等。為了避免這個問題的發生,確保加工質量,可以通過具有雙基準的夾具進一步提升夾持精度,從而提升加工精度和質量。
技術實現思路
1、本實用新型的目的是:針對上述背景技術中存在的不足,提供一種用于cnc加工圓角的雙基準夾具,可實現對圓角的兩個加工面的進行限位,形成兩個基準,確保所加工的圓角弧度更接近預設值以及不出現加工臺階。
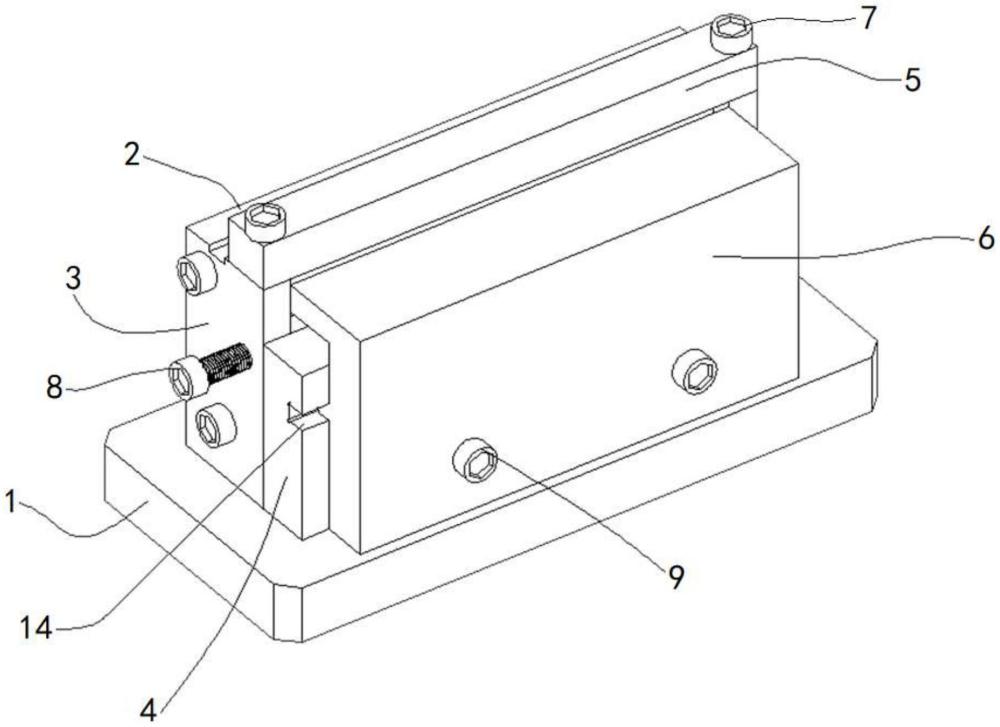
2、為了達到上述目的,本實用新型提供了一種用于cnc加工圓角的雙基準夾具,包括底座、前限位基準擋板、側擋板、后擋板、上限位基準擋板、后壓板、安裝螺栓、調節螺栓、緊固螺栓、第一斜楔滑塊和第二斜楔滑塊;
3、所述前限位基準擋板位于前側,通過所述安裝螺栓與所述底座固定連接,所述前限位基準擋板用于x或y方向限位基準,所述側擋板設置在所述前限位基準擋板的左右兩側,通過安裝螺栓與所述前限位基準擋板固定連接,一側的所述側擋板開設有調節螺孔,所述調節螺栓設置在所述調節螺孔內,所述后擋板設置在夾具的后側,所述后擋板通過所述緊固螺栓與所述前限位基準擋板連接,所述上限位基準擋板的左右兩端通過安裝螺栓與所述側擋板固定連接,所述上限位基準擋板用于z方向限位基準;
4、所述后壓板與所述后擋板通過所述緊固螺栓連接,所述后壓板用于將胚料與所述前限位基準擋板壓緊貼合,以使胚料在x或y方向為基準限位;
5、所述第一斜楔滑塊與所述前限位基準擋板活動連接,所述第一斜楔滑塊的端面與所述調節螺栓轉動連接,所述第一斜楔滑塊的頂面為斜面,所述第二斜楔滑塊的底面也為斜面并與所述第一斜楔滑塊的斜面接觸配合,所述第二斜楔滑塊的頂面為平面,所述第二斜楔滑塊的端面與所述側擋板垂直接觸,以沿z方向滑動。
6、進一步地,所述后擋板通過至少兩個緊固螺栓與所述前限位基準擋板連接,以與所述前限位基準擋板平行。
7、進一步地,所述緊固螺栓先穿過所述后壓板,再穿過所述后擋板并與所述前限位基準擋板連接。
8、進一步地,所述后壓板的頂部設置有壓塊,所述壓塊與胚料接觸并壓緊。
9、進一步地,所述后擋板還設置有裝配槽,所述后壓板設置有裝配塊,所述裝配塊與所述裝配槽插接配合。
10、進一步地,所述前限位基準擋板設置有l形臺階面,所述第一斜楔滑塊設置在l形臺階面的水平部分上。
11、進一步地,所述第一斜楔滑塊的端面與所述調節螺栓通過裝配片轉動連接。
12、本實用新型的上述方案有如下的有益效果:
13、本實用新型提供的用于cnc加工圓角的雙基準夾具,相比于現有技術中直接用虎鉗或類似虎鉗的側面夾持工具進行夾持而只有一個基準面、導致加工圓角難以形成接近1/4的圓弧、且容易出現加工臺階的問題,通過底座、前限位基準擋板、側擋板、后擋板、上限位基準擋板、后壓板、第一斜楔滑塊和第二斜楔滑塊的設置,能夠完成胚料裝夾和兩個基準的限位,后續采用cnc加工設備和配合內圓角銑刀對胚料進行加工時,避免了來料的不一致性導致加工質量不穩定的問題,保證了所加工的圓角接近1/4的圓角,且不容易出現加工臺階,從而提升了加工精度和質量,降低了生成成本;
14、本實用新型的其它有益效果將在隨后的具體實施方式部分予以詳細說明。
技術特征:
1.一種用于cnc加工圓角的雙基準夾具,其特征在于,包括底座、前限位基準擋板、側擋板、后擋板、上限位基準擋板、后壓板、安裝螺栓、調節螺栓、緊固螺栓、第一斜楔滑塊和第二斜楔滑塊;
2.根據權利要求1所述的一種用于cnc加工圓角的雙基準夾具,其特征在于,所述后擋板通過至少兩個緊固螺栓與所述前限位基準擋板連接,以與所述前限位基準擋板平行。
3.根據權利要求2所述的一種用于cnc加工圓角的雙基準夾具,其特征在于,所述緊固螺栓先穿過所述后壓板,再穿過所述后擋板并與所述前限位基準擋板連接。
4.根據權利要求1所述的一種用于cnc加工圓角的雙基準夾具,其特征在于,所述后壓板的頂部設置有壓塊,所述壓塊與胚料接觸并壓緊。
5.根據權利要求1所述的一種用于cnc加工圓角的雙基準夾具,其特征在于,所述后擋板還設置有裝配槽,所述后壓板設置有裝配塊,所述裝配塊與所述裝配槽插接配合。
6.根據權利要求1所述的一種用于cnc加工圓角的雙基準夾具,其特征在于,所述前限位基準擋板設置有l形臺階面,所述第一斜楔滑塊設置在l形臺階面的水平部分上。
7.根據權利要求1所述的一種用于cnc加工圓角的雙基準夾具,其特征在于,所述第一斜楔滑塊的端面與所述調節螺栓通過裝配片轉動連接。
技術總結
本技術提供了一種用于CNC加工圓角的雙基準夾具,包括底座、前限位基準擋板、側擋板、后擋板、上限位基準擋板、后壓板、安裝螺栓、調節螺栓、緊固螺栓、第一斜楔滑塊和第二斜楔滑塊。本技術相比于現有技術中.直接用虎鉗或類似虎鉗的側面夾持工具進行夾持而只有一個基準面、導致加工圓角難以形成接近1/4的圓弧、且容易出現加工臺階的問題,能夠完成胚料裝夾和兩個基準的限位,后續采用CNC加工設備和配合內圓角銑刀對胚料進行加工時,避免了來料的不一致性導致加工質量不穩定的問題,保證了所加工的圓角接近1/4的圓角,且不容易出現加工臺階,從而提升了加工精度和質量,降低了生產成本。
技術研發人員:姚歡,段文旅,韓文超,龔建新
受保護的技術使用者:長沙升華微電子材料有限公司
技術研發日:20240723
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!