一種熔石英高精度表面激光雙面拋光方法
本發明屬于光學元件加工制造領域,特別是一種熔石英高精度表面激光雙面拋光方法。
背景技術:
1、熔石英玻璃由于具有良好的熱學、化學、光學和力學性能等優點被廣泛應用于高新技術和現代工業領域。在高功率激光系統中,熔石英玻璃由于具有寬的帶隙,是系統中窗口、聚焦透鏡、衍射光柵等核心元件的首選材料。理論計算表明熔石英玻璃元件的本征表面損傷閾值可達100j/cm2,這說明沒有任何加工缺陷的熔石英光學元件本征表面是可以滿足強激光系統發展要求的。然而,當前熔石英玻璃主流的機械化學拋光方法雖然可以獲得較低的表面粗糙度,但會在被加工表面產生裂紋、劃痕和污染雜質等缺陷,成為吸收激光導致元件破壞的源頭。因此有必要發明一種方法來去除表面缺陷及污染并且提升表面加工質量。激光拋光具有無拋光輔料、非接觸加工、不引入表面缺陷及拋光水解雜質等特點,對加工缺陷控制具有天然優勢,目前拋光表面粗糙度優于傳統拋光,然而,元件經過激光拋光處理后,受到溫度波動的影響會在表面上留有燒蝕波紋,并且殘余應力會導致面形畸變,這大大惡化了表面精度,限制了技術的進一步發展。
2、專利文獻cn?109693039?a公開了一種硅片表面激光拋光的方法,該方法通過表面激光拋光從而提升粗糙度質量。此工藝方案的不足之處在于,此方案采用激光單面拋光工藝,雖然可以減小表面粗糙度,但是會嚴重惡化面形。同時這種問題也是絕大多數激光拋光專利存在的問題,僅關注加工后的粗糙度質量,沒有關注更大尺度的面形精度問題,從而限制了激光拋光熔石英元件精度的提升。
3、專利文獻cn109590603a公開了一種熔石英光學玻璃的拋光方法,利用溫度控制反饋系統及退火工藝實現了0.18nm的表面粗糙度。此方案的不足之處在于退火工藝非常復雜,耗時非常長,雖然可以消除殘余熱應力,但是退火工藝結束后由于熱應力的釋放會嚴重破壞元件的面形,造成面形畸變。
4、專利文獻cn114149180a公開了一種多物理場脆性材料激光拋光方法及脆性材料拋光設備,該技術方案中,通過超聲波振動輔助激光拋光,從而克服熔池中容易產生氣孔、裂紋。此方案的不足之處在于本工藝主要關注氣孔裂紋,忽視了加工精度,并且超聲輔助雖然能夠抑制氣孔、裂紋的產生,但是無法消除激光拋光引入熱應力導致的面形嚴重畸變。
5、根據上述分析,現有的激光拋光方法難以同時滿足co2激光拋光熔石英后面形和粗糙度要求。此外,現有拋光技術難以從這些復雜的物理過程中高效地獲取激光拋光的最優參數,co2激光拋光熔石英涉及到一系列復雜的物理過程,包括熔石英材料對激光能量的吸收、蒸發、輻照、材料粘彈性、熔融流動、表面張力以及馬蘭戈尼效應等過程,傳統參數交叉實驗方法會耗費大量時間成本。因此,結合有限元仿真模型開發新的拋光工藝,并考慮了激光拋光過程中的復雜物理過程,從而保證面形和粗糙度的精度是非常有必要的。
技術實現思路
1、本發明對的目的是提出一種熔石英高精度表面激光雙面拋光方法,以解決上述背景技術中存在的缺點。本發明提供的方法拋光過程中可以顯著緩解面形畸變并且提升表面粗糙度,該方法操作簡單、成本低廉,拓展了激光拋光的應用場景。
2、本發明的技術解決方案是提出了一種熔石英高精度表面激光雙面拋光方法,主要包括以下步驟:
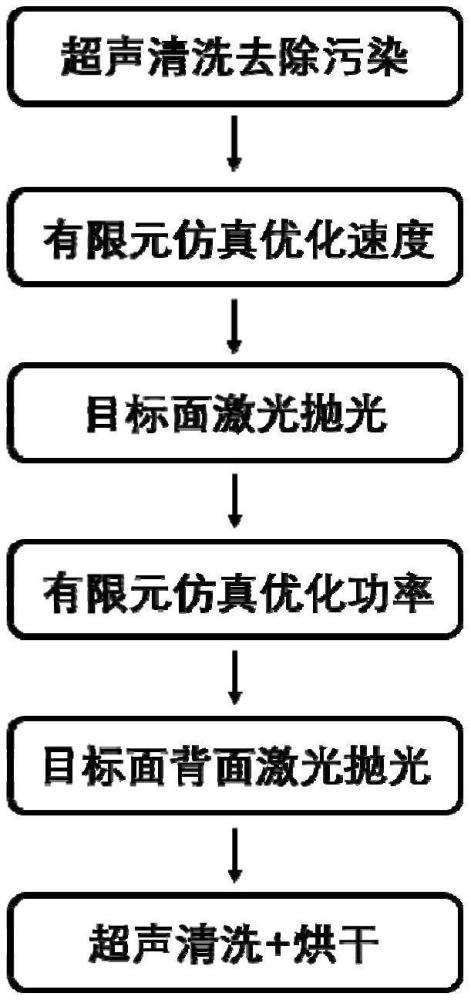
3、s1.將熔石英元件放入去離子水內進行沖洗,然后在溫度為20-30℃的純水中超聲10-15分鐘,再用去離子水沖洗,最后使用壓縮空氣吹干,從而獲得潔凈的熔石英表面;
4、s2.對目標面的掃描速度進行優化,通過有限元仿真模擬不同掃描速度下co2激光拋光后,熔石英元件表面輪廓演變及粗糙度,得到掃描速度與表面粗糙度的擬合曲線,進而確定最小粗糙度下的掃描速度;
5、s3.將熔石英元件放置在移動平臺,設定激光拋光參數和掃描路徑,并調整拋光起點位置,按照s2步驟設定的掃描速度進行目標面的加工;
6、s4.對目標面背面的拋光功率進行優化,通過有限元仿真計算不同功率co2激光拋光后,熔石英元件內部熱力學溫度分布,使得目標面和目標面背面的溫度均超過材料的熔融溫度(1800k)且低于材料的蒸發溫度(2500k),進而得到元件厚度與激光功率的擬合曲線;
7、s5.調換激光加工面為目標面的背面,測量元件厚度,按照s4步驟中元件厚度與激光功率的擬合曲線選擇激光功率進行拋光,其他拋光參數和掃描路徑與s3步驟保持一致;
8、s6.熔石英元件超聲清潔:先用去離子水沖洗,然后在溫度為20-30℃的純水中超聲10-15分鐘,再用去離子水沖洗,最后置于超凈工作臺上烘干,獲得超聲清洗后的熔石英元件。
9、s2步驟中所述有限元仿真模擬具體步驟為:
10、s2.1考慮了材料性質隨溫度變化對拋光效果的影響,根據實驗測量得到熔石英隨溫度變化的比熱容系數、黏度系數和熱傳導系數,將三個系數設置為有限元仿真中的材料特性的參數;
11、其中熔石英比熱容系數表達式為:
12、
13、熔石英黏度系數表達式為:
14、
15、熔石英熱傳導數表達式為:
16、
17、s2.2考慮了激光拋光復雜的物理過程,建立有限元仿真模型,模擬激光拋光后流場速度分布,并通過下述公式計算得到流場速度,再將流場速度對拋光時間積分得到熔石英元件表面形貌,再提取表面輪廓曲線,將表面輪廓曲線轉變為獨立的輪廓點,獲得不同輪廓點的高度信息;
18、流場速度可利用基于納維-斯托克斯方程進行計算,并考慮了表面張力和馬蘭戈尼力對流速的影響,所述公式為:
19、
20、其中,η(t)是溫度依賴的動態黏度系數,ρ表示熔石英密度,u為流場速度,ppre為壓力,κ為表面輪廓曲率,σ0為表面張力系數,為溫度梯度。
21、表面輪廓計算公式為:
22、
23、其中,z為表面輪廓,u為流場速度,t為拋光時間;
24、s2.3按照下述公式計算不同速度拋光后表面形貌的粗糙度數值,得到掃描速度與表面粗糙度的擬合曲線,找到粗糙度最小對應的掃描速度,選取該掃描速度進行拋光實驗;
25、粗糙度數值可以用如下公式計算:
26、
27、其中,rms為粗糙度,x為輪廓高度,n為輪廓點數量。
28、掃描速度與表面粗糙度的擬合曲線表達式為:
29、
30、其中,rms為粗糙度,v為掃描速度。
31、s3步驟中所述的激光拋光參數包括:激光波長為10.6μm,功率為10w-150w,掃描速度為1mm/s-10mm/s,路徑間距為20μm-1mm,光斑直徑為2mm-6mm。
32、所述s4步驟中,熱力學溫度分布利用傅里葉熱力學方程進行計算,所述公式為:
33、
34、其中,ρ表示熔石英密度,cp表示熔石英比熱容,a為吸收率,r為反射率,p為激光功率,w0為激光束半徑,vs為掃描速度,t為拋光時間,x為激光位置;
35、利用上述公式計算不同激光功率下的材料內部溫度分布,當溫度在熔融溫度(1800k)和蒸發溫度(2500k)范圍內時,得到不同元件厚度對應的激光功率,二者的擬合曲線表達式為:
36、
37、其中,p為激光功率,d為元件的厚度。
38、所述s3和s5步驟中所述掃描路徑包括光柵式掃描路徑,每條掃描路徑的起始點和終止點均超出加工面的范圍。
39、所述s3步驟的激光拋光實驗中光斑半徑、激光功率、激光頻率、激光波長和路徑間距均與s2步驟的有限元仿真中參數相同,s5步驟的激光拋光實驗中光斑半徑、激光功率、激光頻率、激光波長和路徑間距均與s4步驟的有限元仿真中參數相同。
40、所述s3和s5步驟中,利用測溫儀實時監控元件表面最高溫度,反饋控制激光掃描速度,若元件表面溫度低于熔石英的熔融溫度(1800k),則降低掃描速度,若元件表面溫度高于熔石英的氣化溫度(2500k),則提高掃描速度。
41、與現有技術相比,本發明的技術效果如下:
42、(1)采用多物理場耦合有限元仿真優化熔石英激光拋光過程中的掃描速度和激光功率,方法極為簡便,避免了大量參數探索實驗,可以快速最優化拋光參數;
43、(2)通過實驗測量比熱容系數、黏度系數和熱傳導系數,得到了材料復雜特性隨溫度的演變規律,有效提升了有限元模型的準確性;
44、(3)本發明充分利用激光拋光的作用使得材料重熔流動,顯著降低了表面粗糙度;采用激光雙面拋光獲得高質量的熔石英表面,本發明工藝簡單且成本低廉,可顯著提升表面面形質量,同時不再需要使用任何化學拋光液,對環境友好。本方法拓展了激光加工的應用場景,對激光超精密加工領域有重大意義。
- 還沒有人留言評論。精彩留言會獲得點贊!