一種液壓張緊器裝配流水線的制作方法
本發明涉及張緊器裝配,具體涉及一種液壓張緊器裝配流水線。
背景技術:
1、液壓張緊器是一種用于保持皮帶、鏈條或電纜等傳動系統中適當張力的設備。它廣泛應用于工業機械、輸送系統以及汽車發動機等場合,確保這些系統能夠高效、平穩地運行。液壓張緊器的主要組成部分包括:液壓缸體、拉桿、頂桿、密封件、彈簧、支座等多種組件。
2、現有的液壓張緊器裝配時多采用人工裝配,分別將液壓張緊器的各個組件一一組裝到一起,由于液壓張緊器的組件多,需要較多的組裝工位,每個工位均配備至少一名裝配工人,這樣,不僅人工成本高,而且裝配效率低,其裝配的質量也不理想。
3、鑒于以上,有必要提出一種液壓張緊器裝配流水線來解決上述問題。
技術實現思路
1、本發明的目的在于,克服現有技術中存在的缺陷,提供一種液壓張緊器裝配流水線。
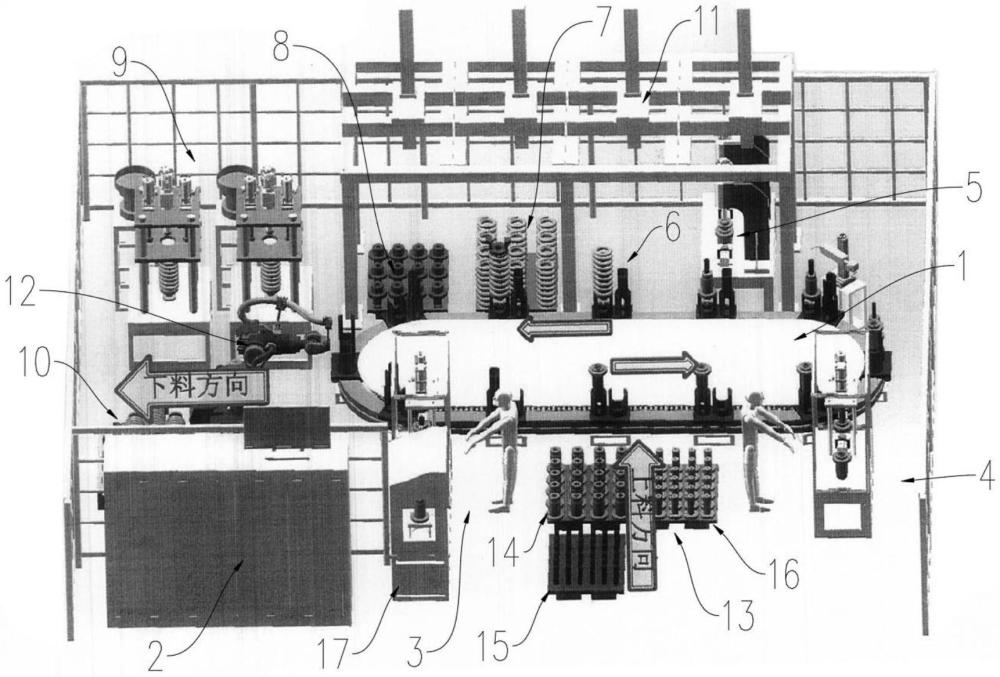
2、為實現上述目的,本發明的技術方案如下:一種液壓張緊器裝配流水線,包括環形輸送線,設置在環形輸送線周圍的若干裝配工位,以及控制柜和機械手;環形輸送線控制工件在裝配工位之間輸送,所述控制柜的各輸出端與環形輸送線的相應端、與裝配工位的相應端、機械手的相應端分別對應連接;
3、所述裝配工位包括環繞環形輸送線依次設置的:拉桿組裝工位、頂桿組裝工位、保壓測試工位、限位套組裝工位、彈簧組裝工位、支座組裝工位,總裝工位、下料碼垛工位;
4、所述拉桿組裝工位用于將拉桿工件頂裝至缸體內預定位置;頂桿組裝工位用于將缸體倒置從另一端注入液壓油并壓入頂桿工件;
5、所述機械手包括桁架機械手、碼垛機械手;所述保壓測試工位、限位套組裝工位、彈簧組裝工位、支座組裝工位均由桁架機械手抓取工件在工位與環形輸送線之間往來移動;所述總裝工位、下料碼垛工位與環形輸送線之間由碼垛機械手抓取工件移動位置。
6、進一步的,所述拉桿組裝工位與頂桿組裝工位之間設有工件托盤上料區;工件托盤上料區內設有為拉桿組裝工位、頂桿組裝工位供料的分類托盤,所述分類托盤包括缸體托盤、拉桿托盤、頂桿托盤。
7、進一步的,所述拉桿組裝工位包括缸體清洗工裝、拉桿自動壓裝工裝,所述缸體清洗工裝至少對一個缸體進行清洗,清洗后的缸體轉移至拉桿自動壓裝工裝,所述拉桿自動壓裝工裝設有缸體定位工裝、頂壓缸,所述頂壓缸的自由端與缸體定位工裝定位的缸體工件軸線相重合;還包括止動銷打孔工裝,其通過打孔電機對缸體定位工裝固定的缸體工件進行鉆孔作業。
8、進一步的,所述頂桿組裝工位包括對于缸體工件內部注油的定量注油工位,頂桿工件由伺服電機定位擰裝至缸體工件內。
9、進一步的,由桁架機械手將工件從環形輸送線移送至保壓測試工位,所述保壓測試工位設有雙檢測工位,每個檢測工位設有伺服電缸,伺服電缸對頂桿施加試驗壓力,并有傳感器實時監控頂桿位移變化并形成數據存儲。
10、進一步的,所述限位套組裝工位、彈簧組裝工位、支座組裝工位均由對應的桁架機械手抓取料盤上的工件并組裝在環形輸送線上的液壓張緊器上。
11、進一步的,所述總裝工位由碼垛機械手抓取環形輸送線上的產品移動到位,所述總裝工位設有兩組壓裝工裝,所述壓裝工裝設有由液壓壓機驅動的下壓板,下壓板壓縮張緊器產品上的彈簧使拉桿端部露出,并設有擰緊螺母的伺服電機將螺母擰緊在拉桿端部。
12、進一步的,螺母安裝完畢由碼垛機械手抓取張緊器產品移送至下料碼垛工位,并完成止動板和螺絲的組裝。
13、一種液壓張緊器裝配流水線的裝配工藝,包括以下步驟:
14、步驟一:工件準備與上料,將缸體托盤、拉桿托盤、頂桿托盤等原料托盤置于工件托盤上料區,后續組裝提供必要的組件;
15、步驟二:拉桿組裝,缸體首先經過清洗工裝進行清洗,然后轉移至拉桿自動壓裝工裝,在拉桿壓裝前由人工安裝密封圈,通過頂壓缸將拉桿精確地壓入缸體內預定位置,并通過止動銷打孔機對缸體進行鉆孔作業;
16、步驟三:頂桿組裝,清洗并組裝好拉桿的缸體被倒置,由自動注油裝置在缸體另一端注入定量液壓油,隨后伺服電機定位并擰裝頂桿到缸體內,本步驟中還包括自動打標,油嘴的安裝;
17、步驟四:保壓測試,完成頂桿組裝后,桁架機械手將工件移送至保壓測試工位;本步驟中為雙工位同時測試,伺服電缸對頂桿施加試驗壓力,保壓的位移變化進行實時監控,并記錄數據以確保產品質量;
18、步驟五:限位套組裝,由桁架機械手從料盤抓取限位套并準確安裝到環形輸送線上的液壓張緊器上;
19、步驟六:彈簧組裝,使用桁架機械手,從料盤抓取彈簧并將其組裝到液壓張緊器相應位置;
20、步驟七:支座組裝,繼續利用桁架機械手,從料盤抓取支座并安裝到液壓張緊器上;
21、步驟八:總裝,碼垛機械手抓取環形輸送線上的半成品移動到總裝工位,在此工位設有兩組壓裝工裝,用于壓縮張緊器產品上的彈簧使拉桿端部露出,并由伺服電機將螺母擰緊在拉桿端部。
22、步驟九:下料碼垛,總裝完成后,碼垛機械手再次介入,將成品移送至下料碼垛工位,并在此處完成任何剩余的止動板和螺絲的組裝工作。
23、本發明的優點和有益效果在于:
24、1、本發明一種液壓張緊器裝配流水線引入了桁架機械手、碼垛機械手以及各種自動化工裝,如拉桿自動壓裝機、伺服電機擰裝系統等,大大減少了人工干預,提升了生產效率和一致性,同時降低了人力成本。
25、2、結合拉桿組裝工位中的清洗工裝,創建了一個集成式的清潔與潤滑工作站,既保證了內部組件的順暢運作,又減少了后續工序中的摩擦損耗,延長了產品使用壽命。
26、3、建立從傳感器收集的數據到分析平臺再到反饋給生產線的閉環系統,通過對大量生產數據的分析,找出影響產品質量的關鍵因素并及時調整生產工藝參數,形成持續改進的質量管理機制。
技術特征:
1.一種液壓張緊器裝配流水線,其特征在于,包括環形輸送線,設置在環形輸送線周圍的若干裝配工位,以及控制柜和機械手;環形輸送線控制工件在裝配工位之間輸送,所述控制柜的各輸出端與環形輸送線的相應端、與裝配工位的相應端、機械手的相應端分別對應連接;
2.根據權利要求1所述的一種液壓張緊器裝配流水線,其特征在于,所述拉桿組裝工位與頂桿組裝工位之間設有工件托盤上料區;工件托盤上料區內設有為拉桿組裝工位、頂桿組裝工位供料的分類托盤,所述分類托盤包括缸體托盤、拉桿托盤、頂桿托盤。
3.根據權利要求1所述的一種液壓張緊器裝配流水線,其特征在于,所述拉桿組裝工位包括缸體清洗工裝、拉桿自動壓裝工裝,所述缸體清洗工裝至少對一個缸體進行清洗,清洗后的缸體轉移至拉桿自動壓裝工裝,所述拉桿自動壓裝工裝設有缸體定位工裝、頂壓缸,所述頂壓缸的自由端與缸體定位工裝定位的缸體工件軸線相重合;還包括止動銷打孔工裝,其通過打孔電機對缸體定位工裝固定的缸體工件進行鉆孔作業。
4.根據權利要求1所述的一種液壓張緊器裝配流水線,其特征在于,所述頂桿組裝工位包括對于缸體工件內部注油的定量注油工位,頂桿工件由伺服電機定位擰裝至缸體工件內。
5.根據權利要求1所述的一種液壓張緊器裝配流水線,其特征在于,由桁架機械手將工件從環形輸送線移送至保壓測試工位,所述保壓測試工位設有雙檢測工位,每個檢測工位設有伺服電缸,伺服電缸對頂桿施加試驗壓力,并有傳感器實時監控頂桿位移變化并形成數據存儲。
6.根據權利要求1所述的一種液壓張緊器裝配流水線,其特征在于,所述限位套組裝工位、彈簧組裝工位、支座組裝工位均由對應的桁架機械手抓取料盤上的工件并組裝在環形輸送線上的液壓張緊器上。
7.根據權利要求1所述的一種液壓張緊器裝配流水線,其特征在于,所述總裝工位由碼垛機械手抓取環形輸送線上的產品移動到位,所述總裝工位設有兩組壓裝工裝,所述壓裝工裝設有由液壓壓機驅動的下壓板,下壓板壓縮張緊器產品上的彈簧使拉桿端部露出,并設有擰緊螺母的伺服電機將螺母擰緊在拉桿端部。
8.根據權利要求7所述的一種液壓張緊器裝配流水線,其特征在于,螺母安裝完畢由碼垛機械手抓取張緊器產品移送至下料碼垛工位,并完成止動板和螺絲的組裝。
9.根據權利要求1-8任意一項所述的一種液壓張緊器裝配流水線的裝配工藝,其特征在于,包括以下步驟:
技術總結
本發明公開了一種液壓張緊器裝配流水線,本流水線是高度自動化、集成化的生產系統。該系統主要由環形輸送線、若干裝配工位、控制柜和機械手構成。環形輸送線作為核心運輸設備,負責將工件在不同裝配工位之間運送,確保各工序有條不紊地進行。每個裝配工位均與控制柜相連,通過控制柜實現對整個裝配過程的精準控制。此流水線還特別設置了工件托盤上料區,以供相應工位使用。此外,拉桿組裝工位設有止動銷打孔裝置,可對缸體進行必要的鉆孔作業。保壓測試工位采用雙檢測模式,配備傳感器實時監控頂桿位移變化,確保數據準確記錄。整體而言,這套流水線實現了從原材料供應到成品輸出的一站式自動化生產流程,大大提高了工作效率和產品質量。
技術研發人員:潘逸明,羊衍貴,鄔逵清,繆勤竹,馬濤
受保護的技術使用者:江蘇長齡液壓股份有限公司
技術研發日:
技術公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點贊!