一種自動變位夾具的機(jī)器人工作站的制作方法
本發(fā)明涉及汽車制造,尤其是涉及一種自動變位夾具的機(jī)器人工作站。
背景技術(shù):
1、在汽車車架扭桿橫梁生產(chǎn)中,由于車架扭桿橫梁為橫截面為圓形且其上安裝多個安裝支架,每個安裝支架焊縫數(shù)量較少,而且支架位置在扭桿橫梁上全方位分布,制件安裝時間較長焊接時間段,且扭桿橫梁需要翻轉(zhuǎn)后進(jìn)行制件安裝及焊接,導(dǎo)致機(jī)器人工作站焊接作業(yè)占比較小,機(jī)器人等待時間長,無法有效發(fā)揮機(jī)器人連續(xù)焊接的功能,而如在同一工作站中采用兩個獨(dú)立的橫梁焊接工位,又存在人員來回移動造成勞動強(qiáng)度過大的問題,同時因夾具投姿增大,造成工作站投資的浪費(fèi)。
技術(shù)實(shí)現(xiàn)思路
1、本發(fā)明為了解決現(xiàn)有技術(shù)中的問題,提供了一種自動變位夾具的機(jī)器人工作站。
2、為實(shí)現(xiàn)上述目的,本發(fā)明采用如下技術(shù)方案:
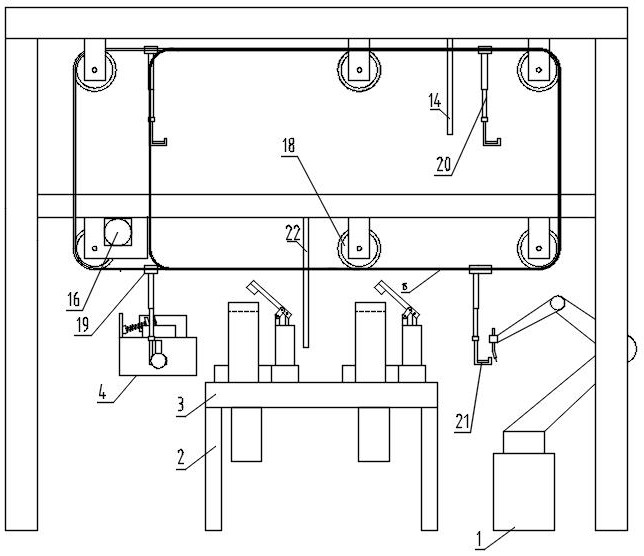
3、一種自動變位夾具的機(jī)器人工作站,包括焊接機(jī)器人,還包括橫梁定位機(jī)構(gòu)、定位預(yù)裝臺、定位夾具、自動上料機(jī)構(gòu)、定位輸送機(jī)構(gòu)和翻轉(zhuǎn)機(jī)構(gòu);
4、定位輸送機(jī)構(gòu)包括輸送軌道以及沿輸送軌道行走的移動組件;
5、橫梁定位機(jī)構(gòu)包括支座,支座安裝在移動組件上;支座具有定位面,定位面上設(shè)有橫梁定位組件和制件一定位組件;橫梁定位機(jī)構(gòu)具有正面狀態(tài)和反面狀態(tài),正面狀態(tài)時,定位面朝上,反面狀態(tài)時,定位面朝下;
6、定位預(yù)裝臺和定位夾具沿移動組件的移動方向布置,定位夾具上沿橫梁定位機(jī)構(gòu)的移動軌跡設(shè)有兩個工位,兩個工位分別安裝第一夾具組件和第二夾具組件;
7、自動上料機(jī)構(gòu)與第二夾具組件的位置對應(yīng),用于完成制件二的上料;
8、工作過程如下:
9、當(dāng)橫梁定位機(jī)構(gòu)移動至定位預(yù)裝臺時,橫梁定位機(jī)構(gòu)位于正面狀態(tài),橫梁通過橫梁定位組件定位,制件一通過制件一定位組件定位,且制件一與扭桿橫梁貼合;
10、當(dāng)橫梁定位機(jī)構(gòu)移動至第一夾具組件時,第一夾具組件對橫梁定位機(jī)構(gòu)進(jìn)行固定,之后焊接機(jī)器人完成對制件一和扭桿橫梁的焊接;
11、在橫梁定位機(jī)構(gòu)向第二夾具組件的移動過程中,翻轉(zhuǎn)機(jī)構(gòu)作用使橫梁定位機(jī)構(gòu)調(diào)整至反面狀態(tài),之后移動至第二夾具組件;第二夾具組件對橫梁定位機(jī)構(gòu)進(jìn)行固定,然后自動上料機(jī)構(gòu)將制件二安放到扭桿橫梁相應(yīng)位置,焊接機(jī)器人完成對制件二和扭桿橫梁的焊接。
12、進(jìn)一步的,所述橫梁定位組件包括在定位面上布置的橫梁限位塊、橫梁支撐塊和橫梁夾緊塊,定位面上還設(shè)有定位孔。
13、進(jìn)一步的,所述制件一定位組件包括安裝在定位面上的基板,基板上固定有向扭桿橫梁出延伸的定位桿,定位桿上設(shè)有與其滑動配合的定位夾緊塊,定位夾緊塊與基板之間的定位桿上套設(shè)有夾緊彈簧。
14、進(jìn)一步的,所述第一夾具組件和第二夾具組件的結(jié)構(gòu)相同;
15、第一夾具組件包括安裝在機(jī)架上的基座,基座上設(shè)有活動定位座,活動定位座的下側(cè)連接有舉升氣缸,舉升氣缸用于帶動活動定位座上下移動;且基座上在活動定位座的兩側(cè)設(shè)有上限位塊,上限位塊用于控制活動定位座的位置;活動定位座上安裝有裝有定位銷及壓緊氣缸,壓緊氣缸連接壓緊塊;定位銷與橫梁定位機(jī)構(gòu)的定位孔配合。
16、進(jìn)一步的,所述自動上料機(jī)構(gòu)包括旋轉(zhuǎn)電機(jī),旋轉(zhuǎn)電機(jī)的輸出軸上安裝有連桿,連桿的端部安裝有法蘭;法蘭上安裝翻轉(zhuǎn)氣缸,翻轉(zhuǎn)氣缸的端部安裝有定位吸盤;
17、與定位吸盤對應(yīng)的位置上安裝有料盒,料盒內(nèi)放排序過的制件二。
18、進(jìn)一步的,所述輸送軌道為環(huán)形立式布置的雙股輸送鏈,與雙股輸送鏈配合設(shè)有鏈條驅(qū)動裝置;
19、移動組件包括在雙股輸送鏈上分布的鏈條定位組塊,鏈條定位組塊上安裝有連接吊桿,連接吊桿的下端安裝有輸送鉤;對應(yīng)的兩個輸送鉤為一組,支座的兩端分別安裝在兩個輸送鉤上。
20、進(jìn)一步的,所述輸送鉤為逆時針旋轉(zhuǎn)90度的l型鉤,其下部直鉤端有一個凸起作為限位臺面,輸送鉤截面為等腰梯形;
21、所述橫梁定位機(jī)構(gòu)上的支座兩端各有一個定位軸,定位軸上有一個v型斜面凹槽,該v型斜面與輸送鉤上的等腰梯形斜面配合;
22、橫梁定位機(jī)構(gòu)的支座重心向限位臺面處偏移,使支座與限位臺面配合實(shí)現(xiàn)正向限位,且支座可以實(shí)現(xiàn)反向旋轉(zhuǎn)。
23、進(jìn)一步的,所述翻轉(zhuǎn)機(jī)構(gòu)包括第一翻轉(zhuǎn)塊,第一翻轉(zhuǎn)塊位于第一夾具組件和第二夾具組件之間,第一翻轉(zhuǎn)塊與橫梁定位機(jī)構(gòu)接觸,使橫梁定位機(jī)構(gòu)反向旋轉(zhuǎn)180°,由正面狀態(tài)調(diào)整至反面狀態(tài)。
24、進(jìn)一步的,所述翻轉(zhuǎn)機(jī)構(gòu)還包括第二翻轉(zhuǎn)塊,第二翻轉(zhuǎn)塊位于第二夾具組件下游,第二翻轉(zhuǎn)塊與橫梁定位機(jī)構(gòu)接觸,使橫梁定位機(jī)構(gòu)正向旋轉(zhuǎn)180°,由反面狀態(tài)調(diào)整至正面狀態(tài)。
25、進(jìn)一步的,還包括plc控制系統(tǒng)。
26、本發(fā)明的有益效果:
27、本發(fā)明利用橫梁定位機(jī)構(gòu)整體的變位及定位輸送,實(shí)現(xiàn)了扭桿橫梁的自動變位翻轉(zhuǎn),利用自動上料機(jī)構(gòu)將制件在機(jī)器人工作站中實(shí)現(xiàn)自動上件完成橫梁焊接,利用定位輸送機(jī)構(gòu)將橫梁定位機(jī)構(gòu)及扭桿橫梁輸送至人工作業(yè)區(qū)域,完成扭桿橫梁的安裝與取出。
28、本發(fā)明通過感知橫梁定位機(jī)構(gòu)在不同的位置,控制定位夾具、自動上料機(jī)構(gòu)、定位輸送機(jī)構(gòu)、焊接機(jī)器人等自動運(yùn)行,使焊接機(jī)器人完成對扭桿橫梁的焊接作業(yè),既可提升焊接機(jī)器人焊接利用率,有可減少人工移動降低勞動強(qiáng)度,同時也減少了投資及場地占用。
技術(shù)特征:
1.一種自動變位夾具的機(jī)器人工作站,包括焊接機(jī)器人,其特征在于:還包括橫梁定位機(jī)構(gòu)、定位預(yù)裝臺、定位夾具、自動上料機(jī)構(gòu)、定位輸送機(jī)構(gòu)和翻轉(zhuǎn)機(jī)構(gòu);
2.根據(jù)權(quán)利要求1所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述橫梁定位組件包括在定位面上布置的橫梁限位塊、橫梁支撐塊和橫梁夾緊塊,定位面上還設(shè)有定位孔。
3.根據(jù)權(quán)利要求1所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述制件一定位組件包括安裝在定位面上的基板,基板上固定有向扭桿橫梁出延伸的定位桿,定位桿上設(shè)有與其滑動配合的定位夾緊塊,定位夾緊塊與基板之間的定位桿上套設(shè)有夾緊彈簧。
4.根據(jù)權(quán)利要求1所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述第一夾具組件和第二夾具組件的結(jié)構(gòu)相同;
5.根據(jù)權(quán)利要求1所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述自動上料機(jī)構(gòu)包括旋轉(zhuǎn)電機(jī),旋轉(zhuǎn)電機(jī)的輸出軸上安裝有連桿,連桿的端部安裝有法蘭;法蘭上安裝翻轉(zhuǎn)氣缸,翻轉(zhuǎn)氣缸的端部安裝有定位吸盤;
6.根據(jù)權(quán)利要求1-5任一項(xiàng)所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述輸送軌道為環(huán)形立式布置的雙股輸送鏈,與雙股輸送鏈配合設(shè)有鏈條驅(qū)動裝置;
7.根據(jù)權(quán)利要求6所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述輸送鉤為逆時針旋轉(zhuǎn)90度的l型鉤,其下部直鉤端有一個凸起作為限位臺面,輸送鉤截面為等腰梯形;
8.根據(jù)權(quán)利要求7所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述翻轉(zhuǎn)機(jī)構(gòu)包括第一翻轉(zhuǎn)塊,第一翻轉(zhuǎn)塊位于第一夾具組件和第二夾具組件之間,第一翻轉(zhuǎn)塊與橫梁定位機(jī)構(gòu)接觸,使橫梁定位機(jī)構(gòu)反向旋轉(zhuǎn)180°,由正面狀態(tài)調(diào)整至反面狀態(tài)。
9.根據(jù)權(quán)利要求8所述的自動變位夾具的機(jī)器人工作站,其特征在于:所述翻轉(zhuǎn)機(jī)構(gòu)還包括第二翻轉(zhuǎn)塊,第二翻轉(zhuǎn)塊位于第二夾具組件下游,第二翻轉(zhuǎn)塊與橫梁定位機(jī)構(gòu)接觸,使橫梁定位機(jī)構(gòu)正向旋轉(zhuǎn)180°,由反面狀態(tài)調(diào)整至正面狀態(tài)。
10.根據(jù)權(quán)利要求9所述的自動變位夾具的機(jī)器人工作站,其特征在于:還包括plc控制系統(tǒng)。
技術(shù)總結(jié)
本發(fā)明公開了一種自動變位夾具的機(jī)器人工作站,包括焊接機(jī)器人、橫梁定位機(jī)構(gòu)、定位預(yù)裝臺、定位夾具、自動上料機(jī)構(gòu)、定位輸送機(jī)構(gòu)和翻轉(zhuǎn)機(jī)構(gòu);定位輸送機(jī)構(gòu)包括輸送軌道以及沿輸送軌道行走的移動組件;橫梁定位機(jī)構(gòu)包括支座,支座安裝在移動組件上;支座具有定位面,定位面上設(shè)有橫梁定位組件和制件一定位組件;橫梁定位機(jī)構(gòu)具有正面狀態(tài)和反面狀態(tài);定位預(yù)裝臺和定位夾具沿移動組件的移動方向布置,定位夾具上沿橫梁定位機(jī)構(gòu)的移動軌跡設(shè)有兩個工位,兩個工位分別安裝第一夾具組件和第二夾具組件;自動上料機(jī)構(gòu)用于完成制件二的上料。本發(fā)明既可提升焊接機(jī)器人焊接利用率,有可減少人工移動降低勞動強(qiáng)度,同時也減少了投資及場地占用。
技術(shù)研發(fā)人員:萬曉格,王建華,賈國義,杜星宇,王圣旭
受保護(hù)的技術(shù)使用者:鄭州日產(chǎn)汽車有限公司
技術(shù)研發(fā)日:
技術(shù)公布日:2025/4/28
- 還沒有人留言評論。精彩留言會獲得點(diǎn)贊!